用于磨削铸件视觉检查工件型号的方法和装置与流程
- 国知局
- 2024-08-22 15:07:03
本发明涉及工件型号检查,尤其涉及一种用于磨削铸件视觉检查工件型号的方法和装置。
背景技术:
1、铸造是人类掌握比较早的一种金属热加工工艺,铸造是将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,以获得零件或毛坯的方法。被铸物质多为原为固态但加热至液态的金属(例:铜、铁、铝、锡、铅等),而铸模的材料可以是砂、金属甚至陶瓷。工件可以是包括铸造件和锻造件,其中,铸造件是通过铸造方法将金属熔化形成液态,再倒入模具中进行成型;铸造件由于生产工艺的影响,其密度和结晶组织较为粗大且不均匀,导致机械性能相对较差;铸造件会因为各种因素产生尺寸变化,难以做到100%符合图纸尺寸;铸造由于其可以形成复杂形状的特点,被广泛应用于制造复杂零件等领域;而锻造更适用于制造承受高负荷的零件等领域。
2、但是,受铸造工艺影响,铸造件上的文字标识经常会因为粘沙等原因,导致识别难度提升。同时不同现场之间,光照条件也不尽相同,环境粉尘量大,图像噪点多,对视觉系统稳定性提出了更高的要求。因为铸造工件的生产环境,不方便人为随时的检查,可能会造成一个生产错误就会是一批工件都生产错误,从而造成损失。
技术实现思路
1、本发明的主要目的在于提出一种用于磨削铸件视觉检查工件型号的方法和装置,可以通过识别出来的工件型号与预先输入到系统中的工件型号代码进行比较,确定生产的工件型号是否正确,进而可以避免了因为工件型号错误造成的损失。
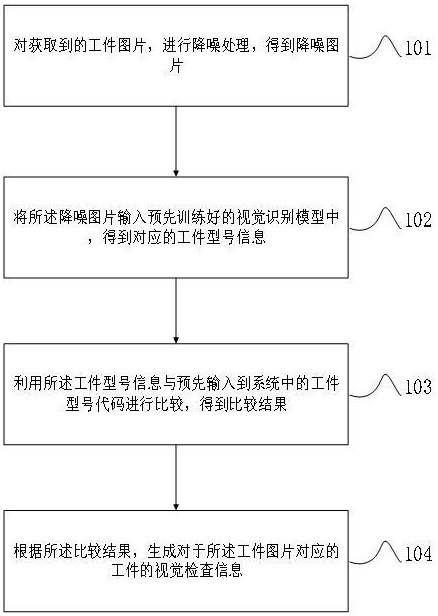
2、为实现上述目的,本发明提供一种用于磨削铸件视觉检查工件型号的方法,所述用于磨削铸件视觉检查工件型号的方法,包括:对获取到的工件图片,进行降噪处理,得到降噪图片;
3、将所述降噪图片输入预先训练好的视觉识别模型中,得到对应的工件型号信息;
4、利用所述工件型号信息与预先输入到系统中的工件型号代码进行比较,得到比较结果;
5、根据所述比较结果,生成对于所述工件图片对应的工件的视觉检查信息。
6、可选地,在所述对获取到的工件图片,进行降噪处理,得到降噪图片之前,所述方法还包括:
7、根据待铸造工件上的工件型号的铸造位置,确定拍摄设备的位置信息;
8、根据所述位置信息,固定所述拍摄设备;
9、响应于所述拍摄设备固定完成,利用所述拍摄设备拍摄所述待铸造工件上的工件型号的铸造位置,得到所述工件图片。
10、可选地,在所述响应于所述拍摄设备固定完成,利用所述拍摄设备拍摄所述待铸造工件上的工件型号的铸造位置,得到所述工件图片,所述方法还包括:
11、响应于所述拍摄设备固定完成,获取所述待铸造工件的生产环境信息,其中,所述生产环境信息包括环境亮度信息和灰尘浓度信息;
12、根据所述灰尘浓度信息,确定是否打开所述拍摄设备;
13、响应于确定打开所述拍摄设备,根据所述环境亮度信息调节所述拍摄设备;
14、利用调节后的拍摄设备拍摄所述待铸造工件上的工件型号的铸造位置,得到所述工件图片。
15、可选地,所述对获取到的工件图片,进行降噪处理,得到降噪图片,包括:
16、对所述工件图片进行滤波处理,得到滤波图像,将所述滤波图像作为所述降噪图片。
17、可选地,所述视觉识别模型是通过以下训练步骤得到的:
18、获取训练样本集,其中,所述训练样本集中的每个训练样本包括:样本工件图片和对应的工件型号;
19、将所述训练样本集中的训练样本集的样本工件图片作为输入,将与输入的样本工件图片对应的工件型号作为期望输出,训练得到所述视觉识别模型。
20、可选地,所述对获取到的工件图片,进行降噪处理,得到降噪图片,包括:
21、对获取到的工件图片进行划分,得到文字部分和背景部分;
22、对所述背景部分的图片进行降噪处理,得到背景部分降噪图片;
23、将所述文字部分的图片和所述背景部分降噪图片进行组合,得到所述降噪图片。
24、可选地,所述根据所述比较结果,生成对于所述工件图片对应的工件的视觉检查信息,包括:
25、响应于所述比较结果是所述工件型号信息与所述预先输入到系统中的工件型号代码相同,生成所述视觉检查信息,其中,所述视觉检查信息用于表征工件型号安装正确;
26、响应于所述比较结果是所述工件型号信息与所述预先输入到系统中的工件型号代码不相同,生成所述视觉检查信息,其中,所述视觉检查信息用于表征工件型号安装错误。
27、此外,为实现上述目的,本发明还提供一种用于磨削铸件视觉检查工件型号的装置,所述用于磨削铸件视觉检查工件型号的装置,包括:
28、降噪模块,用于对获取到的工件图片,进行降噪处理,得到降噪图片;
29、识别模块,用于将所述降噪图片输入预先训练好的视觉识别模型中,得到对应的工件型号信息;
30、比较模块,用于利用所述工件型号信息与预先输入到系统中的工件型号代码进行比较,得到比较结果;
31、生产模块,用于根据所述比较结果,生成对于所述工件图片对应的工件的视觉检查信息。
32、可选地,在所述降噪模块之前,所述装置还包括:
33、确定模块,用于根据待铸造工件上的工件型号的铸造位置,确定拍摄设备的位置信息;
34、固定模块,用于根据所述位置信息,固定所述拍摄设备;
35、拍摄模块,用于响应于所述拍摄设备固定完成,利用所述拍摄设备拍摄所述待铸造工件上的工件型号的铸造位置,得到所述工件图片。
36、可选地,在所述拍摄模块,包括:
37、生产环境信息获取子模块,用于响应于所述拍摄设备固定完成,获取所述待铸造工件的生产环境信息,其中,所述生产环境信息包括环境亮度信息和灰尘浓度信息;
38、打开确定子模块,用于根据所述灰尘浓度信息,确定是否打开所述拍摄设备;
39、调节子模块,用于响应于确定打开所述拍摄设备,根据所述环境亮度信息调节所述拍摄设备;
40、拍摄子模块,用于利用调节后的拍摄设备拍摄所述待铸造工件上的工件型号的铸造位置,得到所述工件图片。
41、可选地,所述降噪模块,包括:
42、滤波处理子模块,用于对所述工件图片进行滤波处理,得到滤波图像,将所述滤波图像作为所述降噪图片。
43、可选地,所述视觉识别模型是通过以下训练步骤得到的:
44、训练样本获取子模块,用于获取训练样本集,其中,所述训练样本集中的每个训练样本包括:样本工件图片和对应的工件型号;
45、模型训练子模块,用于将所述训练样本集中的训练样本集的样本工件图片作为输入,将与输入的样本工件图片对应的工件型号作为期望输出,训练得到所述视觉识别模型。
46、可选地,所述降噪模块,包括:
47、划分子模块,用于对获取到的工件图片进行划分,得到文字部分和背景部分;
48、背景降噪子模块,用于对所述背景部分的图片进行降噪处理,得到背景部分降噪图片;
49、图片组合子模块,用于将所述文字部分的图片和所述背景部分降噪图片进行组合,得到所述降噪图片。
50、可选地,所述比较模块,包括:
51、第一检测信息生成子模块,用于响应于所述比较结果是所述工件型号信息与所述预先输入到系统中的工件型号代码相同,生成所述视觉检查信息,其中,所述视觉检查信息用于表征工件型号安装正确;
52、第二检测信息生成子模块,用于响应于所述比较结果是所述工件型号信息与所述预先输入到系统中的工件型号代码不相同,生成所述视觉检查信息,其中,所述视觉检查信息用于表征工件型号安装错误。
53、此外,为实现上述目的,本发明还提供一种用于磨削铸件视觉检查工件型号的设备,其特征在于,所述用于磨削铸件视觉检查工件型号的设备包括:存储器、处理器及存储在所述存储器上并可在所述处理器上运行的用于磨削铸件视觉检查工件型号的程序,所述用于磨削铸件视觉检查工件型号的程序被所述处理器执行时实现如上述中任一项所述的用于磨削铸件视觉检查工件型号的方法的步骤。
54、此外,为实现上述目的,本发明还提供一种计算机可读存储介质,其特征在于,所述计算机可读存储介质上存储有用于磨削铸件视觉检查工件型号的程序,所述用于磨削铸件视觉检查工件型号的程序被处理器执行时实现如上述中任一项所述的用于磨削铸件视觉检查工件型号的方法的步骤。
55、与现有技术相比,本发明的有益效果是:
56、通过对获取到的工件图片,进行降噪处理,得到降噪图片;将所述降噪图片输入预先训练好的视觉识别模型中,得到对应的工件型号信息;利用所述工件型号信息与预先输入到系统中的工件型号代码进行比较,得到比较结果;根据所述比较结果,生成对于所述工件图片对应的工件的视觉检查信息。本公开实施例实现除了通过规范客户方使用标准字体模具之外,通过降噪处理对图片进行处理,然后利用预先训练好的视觉识别模型对工件型号进行识别,通过识别出来的工件型号与预先输入到系统中的工件型号代码进行比较,确定生产的工件型号是否正确,进而可以避免了因为工件型号错误造成的损失。
本文地址:https://www.jishuxx.com/zhuanli/20240822/281228.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表