高强度钢板及其制造方法与流程
- 国知局
- 2024-08-22 15:12:01
本发明涉及高强度钢板及其制造方法。
背景技术:
1、近年来,从保护地球环境的观点出发,为了提高汽车的燃料效率,使汽车的车身轻量化的需求提高。
2、此时,在维持车身的强度的同时使车身轻量化。例如,期望在车身的座舱周边的骨架部件中使用拉伸强度(ts)为1320mpa以上的高强度钢板。
3、但是,伴随钢板的高强度化,具有钢板的延展性降低的倾向。这种情况下,钢板的成形性不充分,难以将钢板冲压加工成复杂的形状等。
4、因此,例如,在专利文献1~2中公开了兼顾钢板的强度和延展性的技术。
5、现有技术文献
6、专利文献
7、专利文献1:日本特开2019-2078号公报
8、专利文献2:日本特开2011-184756号公报
技术实现思路
1、发明所要解决的问题
2、以往,在将高强度钢板加工成部件等时,应用热压,但是最近,考虑到生产率,正在研究冷压的应用。
3、但是,对于将拉伸强度为1320mpa以上的高强度钢板进行冷压而得到的部件,有时产生延迟断裂。
4、延迟断裂是指如下现象:在将施加了应力的部件置于氢渗入环境下时,氢渗入其内部,使原子间结合力降低,或者产生局部变形,由此产生微小龟裂,该微小龟裂进展,从而部件断裂。
5、因此,对于高强度钢板,除了要求充分的成形性(延展性和扩孔性)以外还要求良好的耐延迟断裂特性。
6、本发明是鉴于以上情况而完成的,目的在于提供具有1320mpa以上的拉伸强度、成形性(延展性和扩孔性)和耐延迟断裂特性优良的高强度钢板。
7、用于解决问题的方法
8、本发明人进行了深入研究,结果发现,通过采用下述构成可实现上述目的,从而完成了本发明。
9、即,本发明提供以下的[1]~[8]。
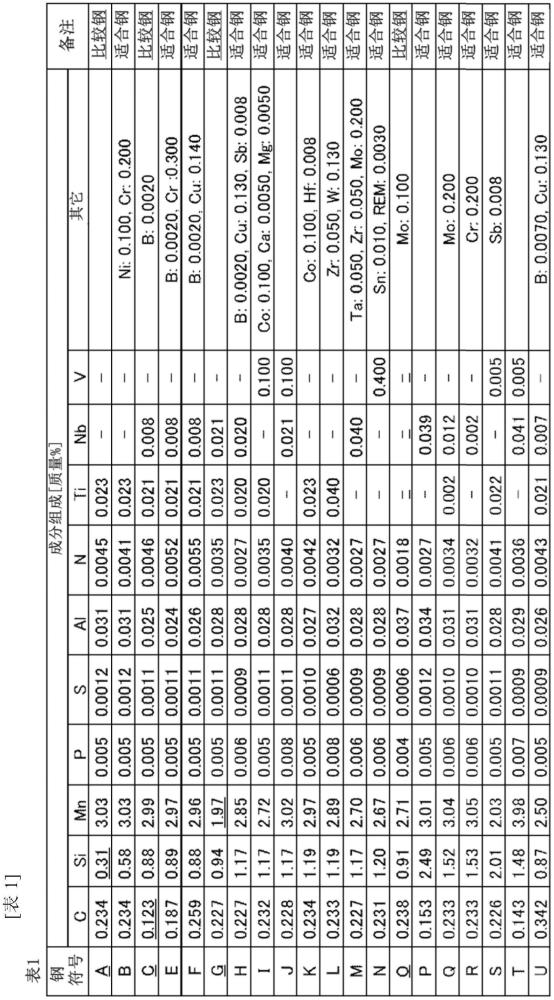
10、[1]一种高强度钢板,其具有以质量%计含有c:0.130~0.350%、si:0.50~2.50%、mn:2.00~4.00%、p:0.100%以下、s:0.0500%以下、al:0.010~2.000%、n:0.0100%以下以及选自由ti:0.001~0.100%、nb:0.001~0.100%和v:0.001~0.500%组成的组中的至少一种元素、余量由fe和不可避免的杂质构成的成分组成以及显微组织,钢中扩散性氢量为0.50质量ppm以下,在上述显微组织中,回火马氏体和贝氏体的合计的面积率为70.0~95.0%,新鲜马氏体的面积率为15.0%以下,残余奥氏体的面积率为5.0~15.0%,作为含有选自由ti、nb和v组成的组中的至少一种元素的碳化物、氮化物或碳氮化物的析出物a的平均粒径为0.001~0.050μm,作为长径为0.050μm以下的上述析出物a的析出物as的个数密度ns为10个/μm2以上,上述析出物as的个数密度ns与作为长径大于0.050μm的上述析出物a的析出物al的个数密度nl之比ns/nl为10.0以上。
11、[2]根据上述[1]所述的高强度钢板,其中,上述成分组成以质量%计还含有选自由w:0.500%以下、b:0.0100%以下、ni:2.000%以下、cο:2.000%以下、cr:1.000%以下、mo:1.000%以下、cu:1.000%以下、sn:0.500%以下、sb:0.500%以下、ta:0.100%以下、zr:0.200%以下、hf:0.020%以下、ca:0.0100%以下、mg:0.0100%以下和rem:0.0100%以下组成的组中的至少一种元素。
12、[3]根据上述[1]或[2]所述的高强度钢板,其中,在表面具有镀层。
13、[4]根据上述[3]所述的高强度钢板,其中,上述镀层为合金化镀层。
14、[5]一种高强度钢板的制造方法,其是制造上述[1]或[2]所述的高强度钢板的方法,其中,将具有上述[1]或[2]所述的成分组成的钢坯加热至1100℃以上,在850~950℃的精轧结束温度下进行热轧,由此得到热轧钢板,将上述热轧钢板在400~700℃的卷取温度t下进行卷取,停留,接着进行冷轧,由此得到冷轧钢板,对上述冷轧钢板实施热处理,在上述停留中,将上述卷取后的上述热轧钢板的温度为上述卷取温度t-50℃以上的时间的合计以单位s计设为t时,满足下述式1,在上述热处理中,将上述冷轧钢板在800~950℃的温度范围t1内保持30秒以上,然后,冷却至150~250℃的冷却停止温度t2,接着,在250~400℃的温度范围t3内保持30秒以上。
15、式1:0.001<[1.17×10-6×{t/(t+273.15)}]1/3<0.050
16、[6]根据上述[5]所述的高强度钢板的制造方法,其中,在上述热轧之前,铸造上述钢坯后进行冷却,在上述钢坯的上述冷却中,700~600℃时的平均冷却速度v1为5.0℃/小时以上,600~500℃时的平均冷却速度v2为2.5℃/小时以上。
17、[7]根据上述[5]或[6]所述的高强度钢板的制造方法,其中,上述热处理后,对上述冷轧钢板实施形成镀层的镀覆处理。
18、[8]根据上述[7]所述的高强度钢板的制造方法,其中,上述镀覆处理包括对上述镀层进行合金化的合金化镀覆处理。
19、发明效果
20、根据本发明,能够提供具有1320mpa以上的拉伸强度、且成形性(延展性和扩孔性)和耐延迟断裂特性优良的高强度钢板。
技术特征:1.一种高强度钢板,其具有以质量%计含有c:0.130~0.350%、si:0.50~2.50%、mn:2.00~4.00%、p:0.100%以下、s:0.0500%以下、al:0.010~2.000%、n:0.0100%以下以及选自由ti:0.001~0.100%、nb:0.001~0.100%和v:0.001~0.500%组成的组中的至少一种元素、余量由fe和不可避免的杂质构成的成分组成以及显微组织,
2.根据权利要求1所述的高强度钢板,其中,所述成分组成以质量%计还含有选自由w:0.500%以下、b:0.0100%以下、ni:2.000%以下、cο:2.000%以下、cr:1.000%以下、mo:1.000%以下、cu:1.000%以下、sn:0.500%以下、sb:0.500%以下、ta:0.100%以下、zr:0.200%以下、hf:0.020%以下、ca:0.0100%以下、mg:0.0100%以下和rem:0.0100%以下组成的组中的至少一种元素。
3.根据权利要求1或2所述的高强度钢板,其中,在表面具有镀层。
4.根据权利要求3所述的高强度钢板,其中,所述镀层为合金化镀层。
5.一种高强度钢板的制造方法,其是制造权利要求1或2所述的高强度钢板的方法,其中,
6.根据权利要求5所述的高强度钢板的制造方法,其中,
7.根据权利要求5或6所述的高强度钢板的制造方法,其中,所述热处理后,对所述冷轧钢板实施形成镀层的镀覆处理。
8.根据权利要求7所述的高强度钢板的制造方法,其中,所述镀覆处理包括对所述镀层进行合金化的合金化镀覆处理。
技术总结本发明提供具有1320MPa以上的拉伸强度、且延展性、扩孔性和耐延迟断裂特性优良的高强度钢板。上述高强度钢板具有含有Ti等的特定的成分组成,钢中扩散性氢量为0.50质量ppm以下,回火马氏体和贝氏体为70.0~95.0%,新鲜马氏体为15.0%以下,残余奥氏体为5.0~15.0%,作为含有选自由Ti、Nb和V组成的组中的至少一种元素的碳化物、氮化物或碳氮化物的析出物A的平均粒径为0.001~0.050μm,长径0.050μm以下的析出物A的个数密度NS为10个/μm2以上,个数密度NS与长径大于0.050μm的析出物A的个数密度NL之比为10.0以上。技术研发人员:森本涼平,杨灵玲,田路勇树受保护的技术使用者:杰富意钢铁株式会社技术研发日:技术公布日:2024/8/20本文地址:https://www.jishuxx.com/zhuanli/20240822/281604.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。