一种冲压模具成本计算方法与流程
- 国知局
- 2024-09-05 14:26:20
本公开涉及车辆冲压模具,尤其涉及一种冲压模具成本计算方法。
背景技术:
1、目前,很多车身冲压件(以下简称冲压件)设计师在设计冲压件的时候,并不清楚冲压件的形状大小、钣金的厚度与所制造加工零件的冲压模具成本之间的关系,导致设计冲压件的冲压模具成本过高。
2、让冲压件设计师在冲压件设计之初就了解冲压件的形状大小、钣金的厚度与所制造加工零件的冲压模具成本的关系,根据冲压件的尺寸、钣金厚度估算冲压模具的成本,充分考虑影响冲压模具成本的因素,优化冲压件的设计,达到降低制造冲压件的冲压模具成本是目前亟待解决的技术问题。
技术实现思路
1、为了克服上述现有技术的不足,本公开提供了一种冲压模具成本计算方法。
2、根据本公开的第一方面,提供了一种冲压模具成本计算方法,其特征在于,包括以下步骤:
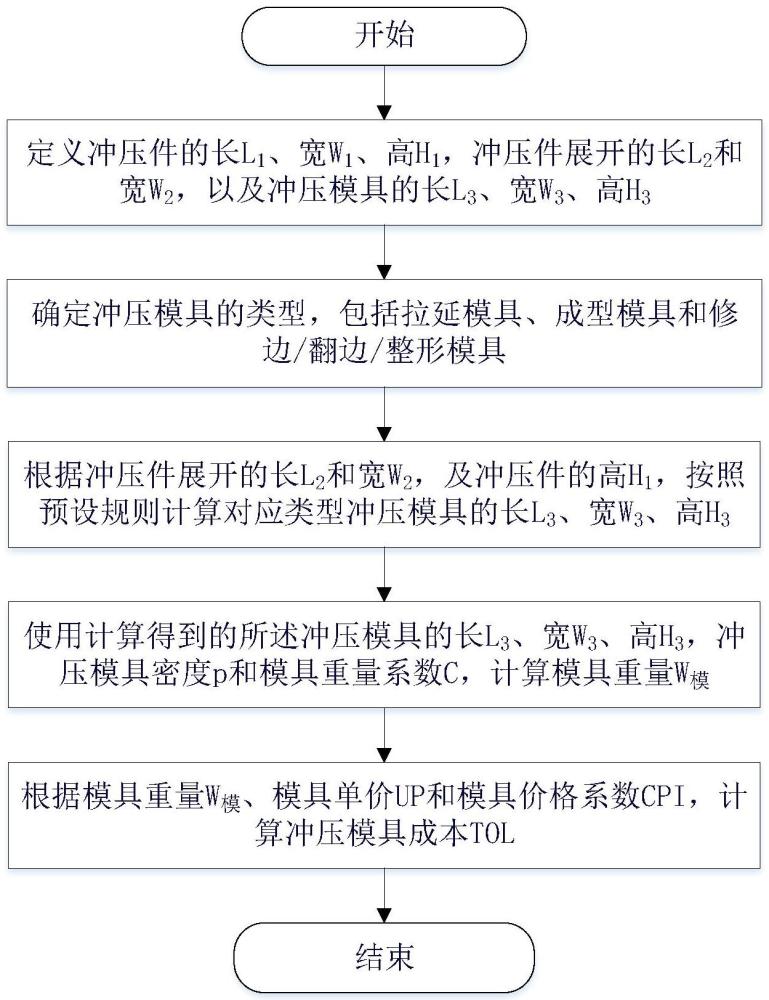
3、定义冲压件的长l1、宽w1、高h1,冲压件展开的长l2和宽w2,以及冲压模具的长l3、宽w3、高h3;
4、确定冲压模具的类型,包括拉延模具、成型模具和修边/翻边/整形模具;
5、根据冲压件展开的长l2和宽w2,及冲压件的高h1,按照预设规则计算对应类型冲压模具的长l3、宽w3、高h3;
6、使用计算得到的所述冲压模具的长l3、宽w3、高h3,冲压模具密度p和模具重量系数c,通过下式计算模具重量w模:
7、w模=l3*w3*h3*p*c*10-9
8、根据所述模具重量w模、模具单价up和模具价格系数cpi,通过下式计算冲压模具成本tol:
9、tol=w模*up*cpi。
10、进一步地,所述预设规则包括:
11、对于所述拉延模具、所述成型模具及所述修边/翻边/整形模具,根据l2的大小,设定l3、w3和h3的增量范围。
12、进一步地,所述预设规则具体为:
13、(1)对于所述拉延模具,
14、当l2≥500mm时,l3=l2+600、w3=w2+450、h3=h1+600,
15、当350≤l2<500mm时,l3=l2+500、w3=w2+350、h3的取值范围为450-650mm,
16、当200≤l2<350mm时,l3=l2+400、w3=w2+300、h3的取值范围为350-550mm,当100≤l2<200mm时,l3=l2+300、w3=w2+200、h3的取值范围为300-400mm,当l2<100mm时,l3=270、w3=200、h3的取值范围为250-350mm;
17、(2)对于所述成型模具,
18、当l2≥300mm时,l3=l2+300、w3=w2+250、h3=500,
19、当200≤l2<300mm时,l3=l2+250、w3=w2+230、h3的取值范围为300-400mm,
20、当100≤l2<200mm时,l3=l2+200、w3=w2+180、h3的取值范围为250-350mm,当l2<100mm时,l3=l2+150、w3=w2+150、h3的取值范围为200-300mm;
21、(3)对于所述修边/翻边/整形模具,
22、当l2≥500mm时,l3=l2+500、w3=w2+400、h3=h1+600,
23、当350≤l2<500mm时,l3在l2+300到l2+450范围内取值,w3=w2+350,h3的取值范围为450-650mm,
24、当200≤l2<350mm时,l3在l2+200到l2+350范围内取值,w3在w2+200到w2+300范围内取值,h3的取值范围为300-450mm,
25、当100≤l2<200mm时,l3在l2+150到l2+250范围内取值,w3在w2+150到w2+200范围内取值,h3的取值范围为250-350mm,
26、当l2<100mm时,l3=l2+150,w3=w2+100,h3的取值范围为150-250mm。
27、进一步地,所述冲压模具密度p=7.85t/m3;
28、所述模具重量系数c取值为:
29、当l3+w3≥3000mm时,c=0.38;
30、当1500≤l3+w3<3000mm时,c=0.45;
31、当800<l3+w3<1500mm时,c=0.5;
32、当l3+w3≤800mm时,c=0.6。
33、进一步地,所述模具单价up为设定的常量。
34、进一步地,所述模具价格系数cpi按以下规则确定:
35、板料越厚,cpi值越大;
36、板料强度越高,cpi值越大;
37、产品越复杂,cpi值越大;
38、对于小型模具,cpi值增大。
39、进一步地,所述模具价格系数cpi取值如下:
40、零件钣金厚度<1.5mm,cpi=1,
41、零件钣金厚度≥1.5mm,cpi=1.1,
42、复杂零件,cpi的取值范围为1.1-1.5,
43、高强钢零件,cpi的取值范围为1.1-1.5,
44、l3+w3≤800mm,cpi=1.2,
45、当有多个影响因素时,cpi取最大值。
46、本公开提供了一种冲压模具成本计算方法,旨在帮助冲压件设计师在设计初期就能精准把握冲压件的形状尺寸、钣金厚度与最终所需冲压模具成本之间的关联性。通过这一技术方案,设计师可以根据冲压件的详细参数,如尺寸、厚度等,对模具成本进行初步估算。这不仅使设计师在设计阶段就能全面考虑影响模具成本的因素,还能促使他们通过优化设计来降低模具成本,最终实现冲压件制造成本的显著降低。
技术特征:1.一种冲压模具成本计算方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的方法,其中,所述预设规则包括:
3.根据权利要求2所述的方法,其中,所述预设规则具体为:
4.根据权利要求1所述的方法,其中,
5.根据权利要求1所述的方法,其中,所述模具单价up为设定的常量。
6.根据权利要求1所述的方法,其中,所述模具价格系数cpi按以下规则确定:
7.根据权利要求6所述的方法,其中,所述模具价格系数cpi取值如下:
技术总结本公开提供了一种冲压模具成本计算方法,包括定义冲压件的长L<subgt;1</subgt;、宽W<subgt;1</subgt;、高H<subgt;1</subgt;,冲压件展开的长L<subgt;2</subgt;和宽W<subgt;2</subgt;,冲压模具的长L<subgt;3</subgt;、宽W<subgt;3</subgt;、高H<subgt;3</subgt;;确定冲压模具类型为拉延模具、成型模具和修边/翻边/整形模具;根据冲压件展开的长L<subgt;2</subgt;和宽W<subgt;2</subgt;,冲压件的高H<subgt;1</subgt;,按预设规则计算对应类型冲压模具长L<subgt;3</subgt;、宽W<subgt;3</subgt;、高H<subgt;3</subgt;;计算模具重量W<subgt;模</subgt;=L<subgt;3</subgt;*W<subgt;3</subgt;*H<subgt;3</subgt;*p*C*10<supgt;‑9</supgt;,根据所述模具重量W<subgt;模</subgt;、模具单价UP和模具价格系数CPI,计算冲压模具成本TOL=W<subgt;模</subgt;*UP*CPI。本公开让冲压件设计师了解冲压件的形状大小、钣金的厚度与所制造加工零件的冲压模具成本的关系,根据冲压件的尺寸、钣金厚度估算冲压模具的成本,充分考虑影响冲压模具成本的因素,优化冲压件的设计,达到降低制造冲压件的冲压模具成本。技术研发人员:张立勇,唐明理,王鹏,王旭,韩冰,都昊,陈禹材受保护的技术使用者:一汽奔腾汽车股份有限公司技术研发日:技术公布日:2024/9/2本文地址:https://www.jishuxx.com/zhuanli/20240905/286481.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表