电池盖板检测装置及方法与流程
- 国知局
- 2024-09-11 14:22:57
本发明涉及电池生产,特别是涉及电池盖板检测装置及方法。
背景技术:
1、锂离子电池由于具有容量密度高、比能量大以及循环寿命长等优点,已经成为可携式电子产品、电动汽车、储能的首选电池,并且得到了越来越广泛的应用。锂离子电池主要包括以下部分:由依次叠置的正极片、隔离膜、负极片卷绕得到的电芯、套设在电芯的外部的外壳、位于外壳顶部的电池盖板,以及焊接在电池盖板安装孔上的正极柱、负极柱。
2、此外,由于在锂离子电池内装有大量的化学物质,在电池充放电的过程中,会产生大量的混合气体,使得电池内部不断地积聚压力,若这些压力没有及时被释放,会导致电池发生爆炸。为了防止电池爆炸,需要将积聚在电池内部的压力进行释放,最为常见的措施是在电池顶盖上设置安全保护装置。目前,常见的安全保护装置是在电池顶盖上冲压形成纵向通孔,然后焊接防爆片。
3、然而,因盖板极柱和防爆片焊接后容易出现针孔、断焊、防爆阀破损等不良现象,导致电池盖板无法完全密封,锂离子电池内的化学物质从破损的缝隙处泄露,废品率很高、不能满足使用的要求。为此,现有工艺会对电池盖板进行密封性检测,确认电池盖板是否完全密封。
4、然而目前的密封性检测工艺各式各样,出现误检、过检的问题较多,并且检测时间长,无法满足电池盖板高精度、高效率的生产要求。
5、同时,检测元件属于消耗品,需要经常更换,而现有设备更换检测元件时由于占用较大的操作空间,影响检测时的上下料操作,需要停机更换,无法满足电池盖板的高效率生产要求。
技术实现思路
1、本技术提供一种电池盖板检测装置及方法,以改善至少部分上述问题。
2、本发明具体是这样的:一种电池盖板检测装置,包括:
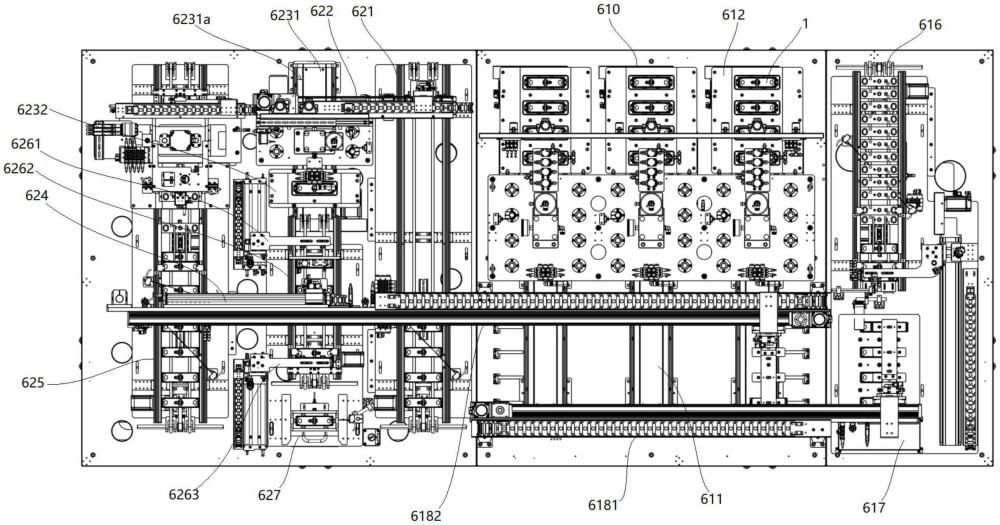
3、密封检测机构,包括第一位移模组及可移动地设于所述第一位移模组的检测模组,所述检测模组用于放置多个电池盖板,所述第一位移模组沿长度方向包括依次设置的备料位、检测位和维护位,所述维护位设于所述检测位背对所述备料位的一侧,以使维护操作与上下料操作彼此相互独立;且所述第一位移模组有至少两个,沿宽度方向并列布置;
4、复检筛选装置,用于接收经密封检测机构初检标记为焊接不良的电池盖板;包括第二位移模组及可移动地设于所述第二位移模组的复检机构,所述检测模组用于放置单个电池盖板,所述第二位移模组沿长度方向包括依次设置的复检备料位、复检测试位和复检出料位;
5、所述密封检测机构、所述复检筛选装置依次并排设置,且所述第一位移模组、所述第二位移模组的长度方向一致;
6、其中,所述检测模组或所述复检机构包括:
7、下模,可移动地设于位移模组,包括承载面,用于承载电池盖板并携带其沿位移模组的长度方向移动,所述承载面的下方形成下部腔体;
8、上模,可升降地设于位移模组的上方,用于在下模移动至检测位或复检测试位时下降并与下模配合以盖合电池盖板;
9、所述上模内设有与气体供应装置相连的上部气道,所述上部气道连通至所述上模的下端面且分别通过分支通道a与下端面对应所述电池盖板的极柱、防爆片设置的各上部沉槽相连通,并向各上部沉槽与电池盖板围成的多个上部小空腔中充气;
10、所述下模内设有下部气道,连通至所述下模的承载面,且与承载面上对应所述极柱、防爆片设置的各下部沉槽分别通过一个分支通道a相连通,以使各下部沉槽分别与电池盖板围成多个下部小空腔;
11、多个检测部件,与各所述分支通道a分别相连,以检测各所述分支通道a内的气体参数变化,从而一次性精检确定出所述电池盖板上的哪个部位是焊接不良。
12、一种检测方法,包括如下步骤:
13、将一组多个电池盖板从精定位组件取出放入第一位移模组的备料位处下模的承载面;
14、一组多个电池盖板同时置入并经检测模组检测,当一组电池盖板中至少有一个初检焊接不良时,下料搬运装置将初检标记为焊接不良的一组电池盖板输送至复检筛选装置;
15、初步标记为焊接不良的电池盖板一个一个置入并经复检机构检测,经复检机构复检并最终标记合格的复检品输送至合格产品输送线。
16、在一个实施例中,所述一组多个电池盖板同时置入并经检测模组检测,包括:
17、第一位移模组将承载一组多个电池盖板的第一下模移动到第一上模下方;
18、第一驱动气缸下降,驱动第一上模下降、与第一下模配合以盖合所述一组多个电池盖板,外部连通的第一气体供应装置向第一上模输送气体,当电池盖板表面焊接不良有缝隙时,气体会从电池盖板上表面的上部腔体通过缝隙流入下表面的下部腔体,通过检测各个分支通道a内的空气参数变化数值反映电池盖板表面各个焊接部位的焊接密封性、缝隙处的泄漏情况,从而一次性确定出所述电池盖板上的哪个部位是焊接不良;
19、检测完成后,第一驱动气缸驱动第一上模升起,第一位移模组将第一下模移动回到备料位。
20、本技术的电池盖板检测装置及方法,至少具有如下技术效果:
21、1、本发明初检与复检相结合结构,初检的检测模组的下模可以放置一组四个电池盖板,可同时对四个电池盖板进行检测,提升了检测速度和效率;一组中只要有一个电池盖板焊接不良即将包含的四个电池盖板输入复检筛选装置,复检装置对初判为焊接不良的电池盖板一个一个地复检,从而精确地判定是合格或是焊接不良。
22、通过一组多个初检结合单个复检的模式兼顾了检测效率和检测精度。避免对每个产品进行双重检验耽误时间,也直接消除了产品误检风险。
23、2、第一位移模组中,在检测位背对备料位的一侧设置维护位,更换密封件的操作与上料的操作分别在检测位的相反两侧,不会对备料位的上下料操作造成影响,更换密封件的操作与上下料操作不会有任何干涉;即使更换密封件也不需要停机,可以连续生产,从而可满足电池盖板的高效率生产要求。
24、3、第二位移模组沿长度方向包括依次设置的复检备料位、复检测试位和复检出料位,也具有第一位移模组的上述优点,有利于电池盖板的高效率生产。具体来说,由于上、下料工序会占用较大的操作空间,在同一时间只能上料或下料,两个步骤不能同时进行,因此会降低检测流程效率,无法满足电池盖板的高效率生产要求。因此,本实施例将复检备料位和复检出料位设于复检测试位的两侧,即复检品的上料和最终标记合格的复检品的下料分别在复检检测位的相反两侧,复检品的上料和最终标记合格的复检品的下料的操作二者不会相互影响、不会有任何干涉,甚至可以同时进行,上料和下料的动作可以分别连续持续进行,从而可以保证较高的检测流程效率,能满足电池盖板的高效率生产要求。
25、4、所述密封检测机构、所述复检筛选装置依次并排设置,设备按产品检测的工艺次序排布,不需要折返方向,有利于提升加工速度;所述第一位移模组、所述第二位移模组的长度方向一致,平行的布置方式有利于缩小系统布置的占地尺寸。
26、5、检测电池盖板焊接质量时,在电池盖板的每个极柱、防爆片处分别单独形成位置上下对应的上下封闭小腔体,且各个上、下小腔体分别单独通过一个分支通道a连接至气道,每个分支通道a皆可检测气体参数变化,当某一分支通道a中的气体参数变化时,即可立即判断该分支通道a对应的部位是焊接不良,实现一次氦检即可确定具体哪个部位是焊接不良,并且还可根据单位时间内检测到的氦气量可以高精度、迅速准确的判断该部位的破损不良程度等级。此外,由于可以一次性精检确定出所述电池盖板上的哪个部位是焊接不良,可以省去后续额外添加寻找焊接不良具体部位的探伤精检步骤;检测完成之后可以直接返工维修焊接不良部位,从而明显节约了成本投入和时间、提高返工效率和整体生产率。
本文地址:https://www.jishuxx.com/zhuanli/20240911/290496.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。