一种贵金属表面螺钿方法及应用与流程
- 国知局
- 2024-09-11 15:04:00
本发明涉及贵金属饰品加工,尤其涉及一种贵金属表面螺钿方法及应用。
背景技术:
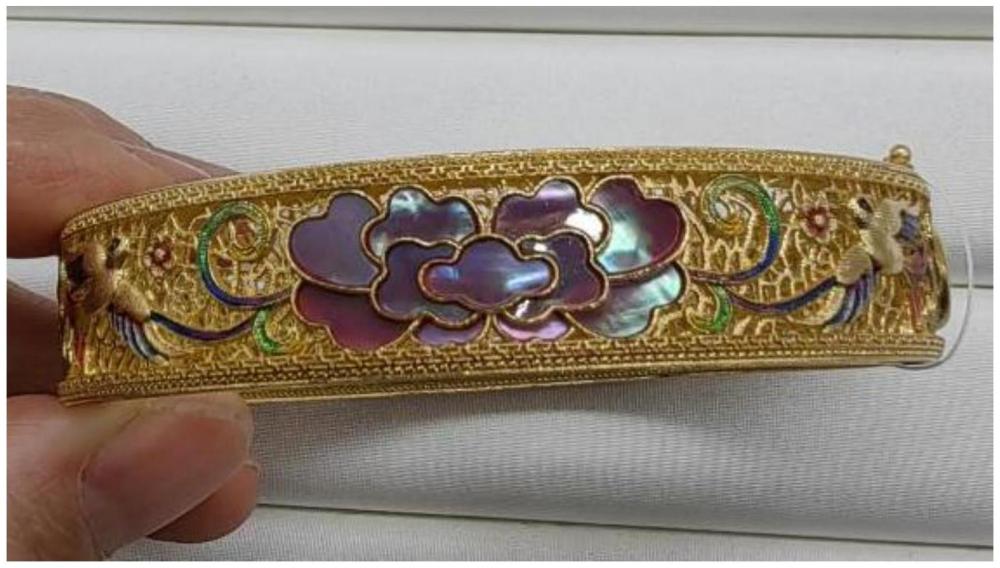
1、螺钿又称螺甸、螺填、钿嵌、陷蚌、钿螺、坎螺以及罗钿等,螺钿是中国特有的传统艺术瑰宝。所谓螺钿,是指用螺壳与海贝磨制成人物、花鸟、几何图形或文字等薄片,根据画面需要而镶嵌在器物表面的装饰工艺的总称。由于螺钿是一种天然之物,外观天生丽质,具有十分强烈的视觉效果,因此也是一种最常见的传统装饰艺术,被广泛应用于漆器、家具、乐器、屏风、盒匣、盆碟、木雕以及有关的工艺品上。
2、鎏彩工艺是古老的传统彩绘工艺,融入现代丰富的彩色原料,鎏彩料经过常温或加热附着于贵金属表面,增强表面装饰,展示更加多彩、艳丽、持久的色泽。
3、首饰市场对于颜色要求日趋多样,为了提高首饰多元素、多维度的设计及制作需求,将螺钿或鎏彩应用在贵金属上是满足消费者需求、提升首饰美观度的方式之一,如专利cn117284020a公开了一种螺钿贝壳花的加工工艺,通过热熔膜融化后将贝壳花图案粘贴在待加工螺钿本体上。cn117652759a公开了一种黄金鎏彩饰品加工方法,将彩料树脂混合物涂覆在黄金上,烘烤凝固成型得到鎏彩石。此外,市场上还存在一些同时结合螺钿和鎏彩的首饰,一般采用以下两种制作方式:1)在贵金属表面先制作鎏彩,待鎏彩烘烤固化后通过粘合剂将螺钿片粘贴在鎏彩层表面;这种制作工艺,首饰上的螺钿片无需经历烘烤环节,可避免烘烤过程中螺钿片变形的问题,但这种工艺制作的首饰,装饰部位无光晕,呈现出哑光状态,且鎏彩与螺钿片之间的粘合剂层会影响鎏彩的透光性,此外,这种工艺制作的首饰还存在粘合剂层氧化发黑、附着力减弱,耐腐蚀性差,易产生色差,甚至存在有害物质超标等问题。2)在釉料中加入粘合剂制成带有粘附性的鎏彩料,然后涂敷在贵金属表面,将螺钿片粘贴在鎏彩料上,再烘烤固化;该制作工艺虽然能避免在鎏彩与螺钿片之间的粘合剂层带来的透光性问题,但鎏彩料通常难以满足同时粘合贵金属和螺钿片的附着力要求,且鎏彩料中易存在气泡带来外观不良,此外,这种制作方式中,粘合剂选择不当,长时间佩戴后也存在鎏彩料易氧化发黑、耐腐蚀性差等问题。
4、因此,如何在贵金属上结合螺钿和鎏彩,解决上述问题,保证消费者长时间佩戴效果,是贵金属饰品的技术难点。
技术实现思路
1、本发明提供一种螺钿与鎏彩工艺复合层叠于贵金属饰品表面的制作方法。经研发发现,该制作工艺对釉料、融合剂组成的鎏彩料要求较高,一方面其决定了鎏彩与贵金属、螺钿片的附着性,另一方面决定了烘烤固化的温度,固化温度过高螺钿片容易在烘烤过程中变形,若采用低温或常温固化,生产效率低且附着性不稳定,当釉料、融合剂的匹配度较低时,依然会存在氧化发黑、耐腐蚀性差等问题;此外,本制作工艺中,冷却条件对螺钿与鎏彩工艺结合形成的复合层的色差、是否产生气泡有明显影响。
2、本发明的目的是通过以下技术方案实现的:提供一种贵金属表面螺钿方法,依次包括以下步骤:
3、将鲍鱼贝或螺类贝壳加热软化,然后压平,打磨成厚度为0.1-0.3mm的薄片,再将薄片裁切成所需形状的螺钿片;
4、在贵金属表面预留出贴螺钿片的凹槽;在凹槽内涂抹鎏彩料,将螺钿片置于凹槽内使螺钿片与鎏彩料粘附;所述的鎏彩料由质量分数为40-65%的釉料和35-60%的融合剂组成,所述的融合剂由质量分数95-98%二甲基-4,4亚甲基双环己胺和2-5%的甲基磺酸乙酯组成;
5、将粘附螺钿片的贵金属置于50-60℃的环境中烘烤8-12小时;优选烘烤8-10小时;
6、烘烤后置于温度23-25℃、湿度35-40%环境中冷却2-3个小时即得成品。
7、优选的,所述融合剂由质量分数94%二甲基-4,4亚甲基双环己胺和4%的甲基磺酸乙酯组成。
8、鎏彩料的制备方法包括以下步骤:根据制备量取融合剂导入容器中,导入对应的釉料,使用玻璃棒搅拌使釉料与融合剂混合至表面及内部无气泡,得到鎏彩料。实际生产过程中,鎏彩料的有效时间为30分钟,超过30分钟后不可再使用。
9、进一步的,所述的釉料为红色釉料,鎏彩料由质量分数为50%的红色釉料和50%的融合剂组成;
10、或,所述的釉料为蓝色釉料,鎏彩料由质量分数为40%的蓝色釉料和60%的融合剂组成;
11、或,所述的釉料为绿色釉料,鎏彩料由质量分数为40%的绿色釉料和60%的融合剂组成;
12、或,所述的釉料为青色釉料,鎏彩料由质量分数为60%的青色釉料和40%的融合剂组成;
13、或,所述的釉料为混合色釉料,鎏彩料由质量分数为65%的混合色釉料和35%的融合剂组成;混合色釉料由蓝色釉料、绿色釉料、青色釉料混合制成。
14、优选的,所述的混合色釉料由蓝色釉料、绿色釉料、青色釉料按质量比1:(1-2):(1-2)混合制成。
15、进一步的,所述的加热软化具体为:在50-60℃的水中软化4-6小时。
16、优选的,所述薄片厚的度为0.15-0.25mm。更优选的,所述薄片厚的度为0.2±0.02mm。
17、优选的,所述的打磨采用砂轮机打磨。
18、优选的,所述的贵金属为黄金、白金或铂金。
19、本发明还提供一种贵金属饰品,其表面采用上述的螺钿方法设置有螺钿片。
20、本发明贵金属表面螺钿方法,采用螺钿与鎏彩复合工艺,选用的鎏彩料经烘烤、冷却后抗氧化性和耐腐蚀性强,能够将贵金属和螺钿片粘合牢固,避免螺钿片脱落;且通过鎏彩料的选择、烘烤、冷却条件的控制,螺钿片与鎏彩料结合形成的复合层不会产生气泡、色差等外观不良,透光性好,可透过螺钿片呈现底层的鎏彩。
技术特征:1.一种贵金属表面螺钿方法,其特征在于,依次包括以下步骤:
2.根据权利要求1所述的贵金属表面螺钿方法,其特征在于,所述融合剂由质量分数94%二甲基-4,4亚甲基双环己胺和4%的甲基磺酸乙酯组成。
3.根据权利要求2所述的贵金属表面螺钿方法,其特征在于,
4.据权利要求3所述的贵金属表面螺钿方法,其特征在于,所述的釉料选自200目超细景泰蓝掐丝珐琅釉料。
5.根据权利要求1所述的贵金属表面螺钿方法,其特征在于,所述的加热软化具体为:在50-60℃的水中软化4-6小时。
6.根据权利要求5所述的贵金属表面螺钿方法,其特征在于,所述薄片厚的度为0.15-0.25mm。
7.根据权利要求6所述的贵金属表面螺钿方法,其特征在于,所述薄片厚的度为0.2±0.02mm。
8.根据权利要求7所述的贵金属表面螺钿方法,其特征在于,所述的打磨采用砂轮机打磨。
9.根据权利要求1所述的贵金属表面螺钿方法,其特征在于,所述的贵金属为黄金、白金或铂金。
10.一种贵金属饰品,其特征在于,其表面采用如权利要求1-9任意一项的螺钿方法设置有螺钿片。
技术总结本发明公开了一种贵金属表面螺钿方法及应用,涉及贵金属饰品加工技术领域。该螺钿方法依次包括以下步骤:在贵金属表面预留出贴螺钿片的凹槽;在凹槽内涂抹鎏彩料,将螺钿片置于凹槽内使螺钿片与鎏彩料粘附,鎏彩料由质量分数为40‑65%的釉料和35‑60%的融合剂组成,融合剂由质量分数95‑98%二甲基‑4,4亚甲基双环己胺和2‑5%的甲基磺酸乙酯组成;将粘附螺钿片的贵金属置于50‑60℃的环境中烘烤8‑12小时;烘烤后置于温度23‑25℃、湿度35‑40%环境中冷却2‑3个小时即得成品。本发明的贵金属表面螺钿方法,选用的鎏彩料经烘烤、冷却后抗氧化性和耐腐蚀性强,能够将贵金属和螺钿片粘合牢固,避免螺钿片脱落;且通过鎏彩料的选择、烘烤、冷却条件的控制,螺钿片与鎏彩料结合形成的复合层不会产生气泡、色差等外观不良,透光性好,可透过螺钿片呈现底层的鎏彩。技术研发人员:周德奋受保护的技术使用者:深圳市粤豪珠宝有限公司技术研发日:技术公布日:2024/9/9本文地址:https://www.jishuxx.com/zhuanli/20240911/293064.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表