一种智能板材喷涂系统及方法与流程
- 国知局
- 2024-09-14 14:37:14
本发明属于板材喷涂,具体的涉及一种智能板材喷涂系统及方法。
背景技术:
1、在大多数彩图复合板厂使用业内所知的“喷涂线”将液体漆料涂敷到单板层上并组装成胶合板层。现有技术包括一个连续的输送机,输送机上沿输送机布置有多个“落料口”。落料口是将连续的单板层放置在彼此之上以形成板材层的位置。一条喷涂线通常由作业人员手动对面板进行更紧密的对齐。投放站被布置为邻近并直接在其上游,喷涂室,其中液体漆料被施加到刚刚“落下”的单板层的顶表面。液体漆料涂敷完毕后,在下一个工位再添加一层胶合板。重复此过程,直到组装完一块完整的胶合板。例如,在第五个落料工位,涂敷生产线中形成的第一个面板组件的最后一层。在第一个板组件的顶部,在第六个落料口开始组装第二个面板组件。第二个面板组件在第十个投放站完成。将30至40个所得面板形成组件的堆叠负载作为一批预压。在传统的预压设备中进行的,以使单独的面板组件足够刚性,能够手动加载到标准热压机中。
2、上述传统工艺/设备的缺点在于,它没有考虑液体漆料流速和线速度的变化,这些变化可能导致实际扩散速率在生产运行期间显著偏离期望的扩散速率。为了避免铺展率降低导致不适当层压,通常将目标铺展率设置为高于实际所需的铺展率。这导致液体漆料消耗和成本高于如果能够更可靠地保持期望的铺展速率所需的成本。此外,过量的液体漆料涂敷会导致单板层的层压缺陷。例如,在热压操作过程中,由于过量涂敷的液体漆料而产生的过量水分可能会蒸发并在面板内积聚压力,直到发生“鼓包”现象,导致单板层分离。
3、一个相关的问题是单板温度变化对压制前所用液体漆料的设置或增厚的影响。在压制时,期望液体漆料层固化到粘性状态的程度;然而,如果液体漆料在热压操作之前过度固化,则不会形成适当的层压。如果单板的温度升高,液体漆料的这种固化和增稠发生得更快。在这种情况下,以较高的涂布速率涂布液体漆料可以补偿增加的固化速率,并确保热压时液体漆料的适当粘性。在传统技术中,除了对观察到的/感测到的温度变化进行临时和偶尔的调整之外,没有其他文献来解释单板温度的这种过程中变化。
技术实现思路
1、本发明所要解决的技术问题是:提供自动调节目标涂敷速率的系统,以补偿单板温度引起的液体漆料预压固化速率的波动。
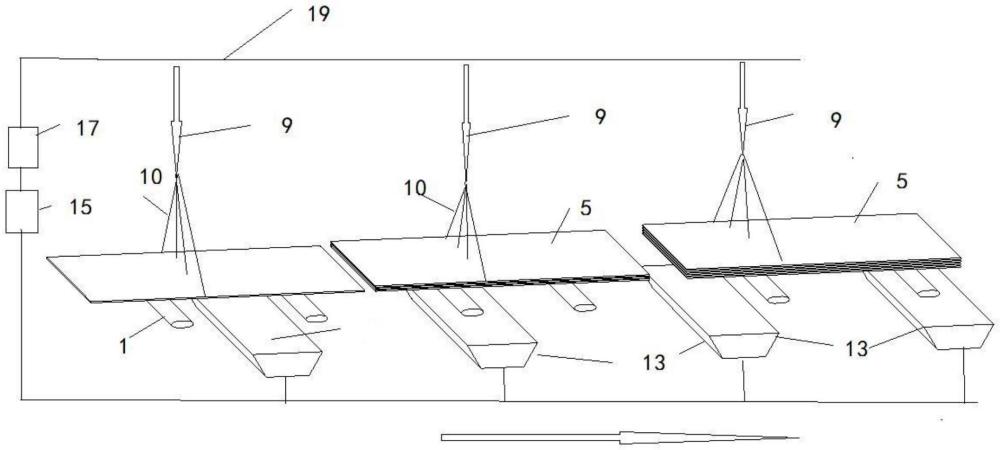
2、为了解决上述技术问题,发明人经过实践和总结得出本发明的技术方案,本发明公开了一种智能板材喷涂系统,包括输送机和单板,所述输送机包括输送平台,所述输送机带动输送平台运动;
3、还包括连续多个喷漆室,每个喷漆室包括与输送机方向一致的底部设有开口的箱形外壳,该外壳内装有喷涂设备;所述喷涂设备包括供料管线和喷嘴,所述喷嘴位于输送平台上方,所述喷嘴喷出的涂料呈三角形;
4、所述单板位于输送平台上;所述输送机带动单板连续移动通过喷漆室的开口底部;同时喷嘴喷出涂料涂覆于单板表面完成单板喷涂;
5、还包括制动装置,所述制动装置连接有连接臂,所述连接臂连接于刚性直管,所述喷嘴位于刚性直管末端,所述制动装置带动连接臂上下运动从而调节喷嘴高度;
6、所述制动装置配合有控制单元,所述控制单元输入信息包括喷涂流量信息、单板顶部与喷嘴间距信息、输送机运动速度信息、待喷涂单板表面温度信息。
7、优选的,所述喷嘴喷出的涂料呈三角形底部长度大于单板宽度,形成过量喷涂;所述输送机底部设有涂料槽,所述过量喷涂通过涂料槽实现归集。
8、优选的,所述涂料槽均连接于集管,所述集管上包括涂料罐和回料泵,所述回料泵、涂料罐、集管形成回路实现过量喷涂的涂料的回收。
9、优选的,所述供料管线上包括流量检测装置和流量控制阀,其采集喷涂流量信息实时输入控制单元;
10、所述单板上方固定设置一测距装置,该测距装置实时测得间距数值a输入控制单元,喷嘴距离其起始位置的距离b输入控制单元,控制单元通过ab数值即得出单板顶部与喷嘴间距信息;
11、所述输送机的输送机运动速度信息实时输入控制单元;
12、所述单板上方固定设置一温度检测装置,其采集待喷涂单板表面温度信息实时输入控制单元。
13、优选的,包括显示单元,其显示控制单元归集的信息包括喷涂流量信息、单板顶部与喷嘴间距信息、输送机运动速度信息、待喷涂单板表面温度信息。
14、优选的,所述制动装置包括电机、所述电机输出轴连接一齿轮,所述齿轮啮合一竖向齿板,所述齿板限位于限位槽上下运动,所述齿板与连接臂固定连接。
15、本发明还公开了一种智能板材喷涂方法,所述控制单元输出信息控制喷涂系统运行,包括:
16、控制单元输出信息控制制动装置的电机转动实现喷嘴高度调节;
17、控制单元输出信息控制流量控制阀以实现涂料流量调节;
18、控制单元输出信息控制输送机的输送速度以实现输送速度调节;
19、控制单元根据单板表面温度信息判定结果实现喷涂系统运行状态调节。
20、现过量喷涂的涂料的回收:所述集管上包括涂料罐和回料泵,所述回料泵、涂料罐、集管连接于供料管线形成回路。
21、与现有技术相比,本发明可以获得以下技术效果:
22、本发明能够一致地保持目标涂布速率。通过持续保持目标扩散速率,可获得更一致的产品质量,并可降低扩散速率,从而提高产品质量并显著降低液体漆料成本。
23、本发明提供自动调节目标涂敷速率的系统,以补偿单板温度引起的液体漆料预压固化速率的波动。
24、本发明控制单元根据单板表面温度信息判定结果实现喷涂系统运行状态调节。例如当温度过高则降低或暂停生产,如果温度过低则通过控制单元发出提示,以实现喷涂前的干预。
25、本发明现过量喷涂的涂料的回收:所述集管上包括涂料罐和回料泵,所述回料泵、涂料罐、集管连接于供料管线形成回路。
技术特征:1.一种智能板材喷涂系统,其特征在于:包括输送机和单板,所述输送机包括输送平台,所述输送机带动输送平台运动;
2.根据权利要求1所述一种智能板材喷涂系统,其特征在于:所述喷嘴喷出的涂料呈三角形底部长度大于单板宽度,形成过量喷涂;所述输送机底部设有涂料槽,所述过量喷涂通过涂料槽实现归集。
3.根据权利要求2所述一种智能板材喷涂系统,其特征在于:所述涂料槽均连接于集管,所述集管上包括涂料罐和回料泵,所述回料泵、涂料罐、集管形成回路实现过量喷涂的涂料的回收。
4.根据权利要求1所述一种智能板材喷涂系统,其特征在于:
5.根据权利要求4所述一种智能板材喷涂系统,其特征在于:包括显示单元,其显示控制单元归集的信息包括喷涂流量信息、单板顶部与喷嘴间距信息、输送机运动速度信息、待喷涂单板表面温度信息。
6.根据权利要求1所述一种智能板材喷涂系统,其特征在于:所述制动装置包括电机、所述电机输出轴连接一齿轮,所述齿轮啮合一竖向齿板,所述齿板限位于限位槽上下运动,所述齿板与连接臂固定连接。
7.一种智能板材喷涂方法,包括权利要求1-6任一项所述一种智能板材喷涂系统,其特征在于:控制单元输出信息控制喷涂系统运行,包括:
技术总结本发明公开了一种智能板材喷涂系统及方法,属于板材喷涂技术领域,包括输送机和单板,所述输送机带动输送平台运动;还包括连续多个喷漆室,每个喷漆室包括与输送机方向一致的底部设有开口的箱形外壳,该外壳内装有喷涂设备;还包括制动装置带动连接臂上下运动从而调节喷嘴高度;所述制动装置配合有控制单元,所述控制单元输入信息包括喷涂流量信息、单板顶部与喷嘴间距信息、输送机运动速度信息、待喷涂单板表面温度信息。本发明系统及方法能够实现喷涂一致地保持目标涂布速率。通过持续保持目标扩散速率,可获得更一致的产品质量,并可降低扩散速率,从而提高产品质量并显著降低液体漆料成本。技术研发人员:张旭,王天保,赵春光,陈权,王长斌受保护的技术使用者:中国十七冶集团有限公司技术研发日:技术公布日:2024/9/12本文地址:https://www.jishuxx.com/zhuanli/20240914/295088.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。