用于加工工件的组件的制作方法
- 国知局
- 2024-09-14 14:43:30
本发明涉及一种用于使用加工工具和工具保持装置来加工工件的组件,例如用于诸如铣床或钻床的金属切削机。
背景技术:
1、对于铣削或磨削加工等而言,加工工具通常被夹紧到工具保持装置中。在一个端部处,工具保持装置被设定为利用针对该目的的夹紧器具来夹紧加工工具。
2、通常,待夹紧的加工工具在被设置用于夹紧在工具保持装置中的端部处具有柱形的杆部。可以使用各种夹紧方法来夹紧该杆部,其中夹头卡盘非常常见,在其中用螺母将弹性夹头压紧成,使得加工工具的杆部稳固地夹紧在工具保持装置中。用于在工具保持装置中夹紧工具的另一种方法是热缩,其中工具保持装置的配合孔在加工工具待被夹紧的端部处非常精确地匹配于加工工具的柱形的杆部的配合部。工具保持装置中的配合孔将通过加热而扩大到加工工具的杆部可以插入的程度。当工具保持装置随后再次冷却时,工具保持装置中的配合孔变小,从而夹紧工具的杆部。为了释放加工工具,工具保持装置连同夹紧在其中的加工工具被重新加热,直到可以移除加工工具。在本文中,尤其是所需的加热是不利的,并且还不利的是,尤其是当使用夹头时,工具保持装置的外径远大于待夹紧的工具的杆部的直径。如图10所示,在许多加工情况下,工具保持装置103和加工工具102的杆部之间的大的直径差异是不期望的。如图10所示,如果待对具有相对陡的壁或窄的狭槽等的工件进行加工,则在工具保持装置103和工件101之间可能发生碰撞。工件101的陡的壁只能由加工工具102在上部区域中进行加工。在陡的壁的下部区域中的加工可能导致工具保持装置103与工件101之间在位置k处的碰撞。
3、可以通过选择较长的加工工具102并使得其可以从工具保持装置103进一步突出来避免这种碰撞。然而这具有下述缺点:一方面,加工工具102变得更昂贵,并且尤其由于加工工具102的长的长度,加工工艺变得不稳定并且更容易受到振动的影响。这导致更大的不精确性和/或差的表面质量。
4、在工具保持装置中夹紧加工工具的另一系列问题在于,尤其是当应用高转速时,长的加工工具更有工具断裂的风险。此外,工具保持装置通常由钢制成。如果工具保持装置被保持为非常长且细的,例如以便能够更短地保持待夹紧的加工工具,则在高转速下存在下述的风险,即工具保持装置会弯曲,使得工具保持装置最终断裂并以较大的力撞击工作区域中的机器的壳体部件并且甚至可能将其穿透,从而危害机床附近的操作者。
技术实现思路
1、因此,本发明的目的是提供一种用于加工工件的组件和一种机床,具有简单的设计和简单、价廉的可制造性,其一方面提供加工工具的安全夹紧,并且另一方面还使得能够在难以加工的工件的壁区域或槽或深的孔等处对陡的表面进行加工。此外,通过根据本发明的组件来改进机床的环境中的安全性。
2、该目的将通过提供具有权利要求1的特征的组件和具有权利要求15的特征的机床得以实现。从属权利要求示出了本发明的优选的其他实施方式。
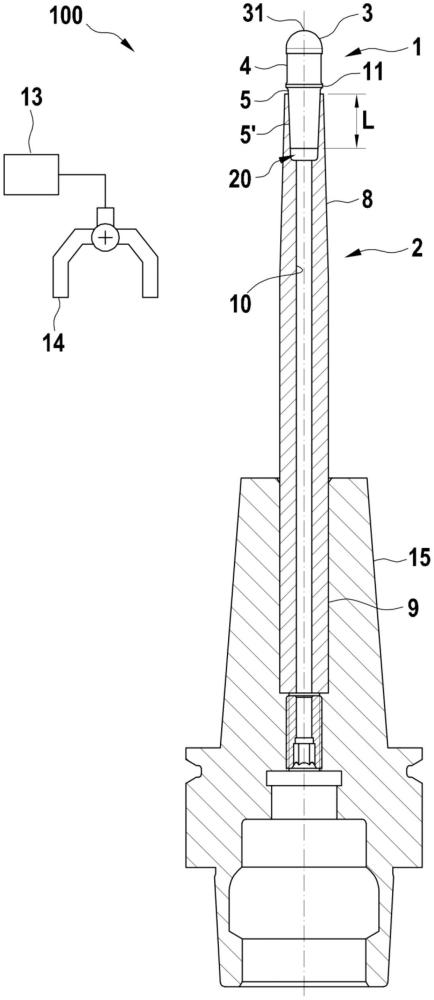
3、相比之下,根据本发明的具有权利要求1的特征的用于加工工件的组件具有可以克服上述缺点的优点。尤其地,可以实现将加工工具牢固地固定到工具保持装置、例如夹头卡盘保持器。这也避免了工具保持装置如前所述的对操作者而言危险的突出长度。同时,可以利用短的且因此成本高效的加工工具来工作,使得加工工具不会在加工工具的轴向方向上不必要地突出远离工具保持装置。然而,该组件可以被制造得非常细且窄,从而也可以毫无困难地实现对深的槽或深的孔等的安全加工。根据本发明,这将通过下述方式得以实现,即用于加工工件的组件包括具有切削刃区域和杆部的加工工具。杆部包括锥形的杆部区域和保持区域,该保持区域布置在切削刃区域与锥形的杆部区域之间以用于夹持加工工具。因此,可以在保持区域处夹持加工工具。保持区域优选地为柱形的,但也可以是例如槽形等。该组件还包括具有用于接纳加工工具的接纳开口的工具延伸部。接纳开口具有用于加工工具的锥形的杆部区域的锥形的接纳区域。锥形的杆部区域和锥形的接纳区域被设计成以相同的锥角彼此互补的,使得加工工具在锥形的杆部区域和锥形的接纳区域之间仅借助力配合连接保持在工具延伸部中。因此,利用根据本发明的组件,不必执行收缩处理等来将加工工具保持在工具延伸部中。
4、此外,用于加工工件的组件包括用于接纳工具延伸部的工具保持装置,工具保持装置被设定为连接到机床等的可旋转的主轴。加工工具的切削刃区域在垂直于加工工具的中心轴线的平面e中具有最大直径d1。在这种情况下,平面e与包络体相交成使得包络体与切削刃区域的最大第一距离a1为切削刃区域的直径d1的至多10%,该包络体是工具延伸部的外锥在数学意义上的延伸。替选地,包络体触及切削刃区域。因此,当切削刃区域优选地为球体或部分球体时,包络体切向地贴靠切削刃区域,该包络体为截锥。此外替选地,包络体穿透切削刃区域。在这种情况下,包络体在平面e中穿透切削刃区域,使得切削刃区域在平面e中到包络体的最大第二距离a2小于或等于切削刃区域的最大直径d1的30%。
5、优选地,包络体穿透切削刃区域,使得切削刃区域在平面e中到包络体的最大第二距离a2小于或等于切削刃区域的最大直径d1的20%、尤其是小于或等于10%。
6、此外,工具延伸部的外锥具有第一锥角a,其小于或等于10°、优选地小于8°、更优选地小于5°。此外,即使在组装状态下,切削刃区域的自由端部到工具延伸部的暴露端部的距离a小于切削刃区域的最大直径d1的5倍、优选地小于直径d1的3倍、更优选地小于直径d1的2倍。
7、因此,根据本发明可以牢固地夹紧短的加工工具,并且可以到达工件上难以加工的表面以进行加工。
8、因此,本发明通过组合根据本发明的特征提供了下述可能性,即加工工具简单且安全地被夹紧到工具延伸部中,该工具延伸部又可以以简单且安全的方式被夹紧在工具保持装置中。
9、进一步优选地,工具延伸部的与锥形的接纳区域相对的端部是柱形的,使得其可以以广为接受的方式被夹紧在工具保持装置中,例如夹头保持器或收缩配合保持器(schrumpfaufnahme)中。
10、优选地,锥形的杆部区域被设计为具有第二锥角b的外锥,并且锥形的接纳区域被设计为具有第三锥角c的内锥。这使得能够实现组件的简单且价廉并且坚固的设计。优选地,工具延伸部的暴露端部的外径d2比切削刃区域的直径d1大至多20%、尤其是至多10%。
11、替选地,锥形的杆部区域被形成为具有第二锥角b的内锥,并且锥形的接纳区域被形成为具有第三锥角c的外锥。因此,锥形的锥体被形成在接纳区域上,并且锥形的接纳部被形成在加工工具上。优选地,加工工具的暴露端部的外径d4比切削刃区域的直径d1大至多20%。
12、优选地,包括内锥的部件(即,工具延伸部或加工工具)的壁厚在暴露端部处在0.2mm至1.0mm、尤其是0.3mm至0.8mm的范围内。
13、优选地,仅工具延伸部由硬质金属材料制成,或者进一步优选地,加工工具和工具延伸部均由硬质金属材料制成,并且优选地由相同的硬质金属材料制成。
14、对于加工工具和工具延伸部使用硬质金属材料确保了即使在加工工具或工具延伸部断裂的情况下,也不会发生加工工具或工具延伸部的弯曲或至多发生最低程度的弯曲,从而在工具断裂的情况下,与由钢制成的长的工具保持装置或工具延伸部相比,作用在加工工具或工具延伸部的断裂部分上的力显著较小。这最小化了穿透机床等的壳体部件的风险。这显著降低了紧邻机床的操作者受伤的风险。另一优选特征是工具保持装置也由硬质金属材料制成。特别优选地,加工工具、工具延伸部和工具保持装置由硬质金属材料制成。
15、优选地,第一锥角a大于或等于锥形的杆部区域的第二锥角b和锥形的接纳区域的第三锥角c。
16、优选地,锥形的杆部区域的第二锥角b和锥形的接纳区域的第三锥角c在1.5°至4°、优选地在2°至3°的范围内。
17、根据本发明的另一优选实施方式,锥形的杆部区域具有夹紧区域,该夹紧区域具有的长度l为切削刃区域的直径d1的1.5倍。这提供了加工工具在工具延伸部中的牢固安放。
18、优选地,加工工具还包括周向凸肩,其被布置在锥形的杆部区域和保持区域之间并且径向向外突出。一方面,凸肩用作锥形的杆部区域的隔离部(abschluss),而另一方面,凸肩例如当加工工具在保持区域处夹持时防止夹持工具夹持到锥形的杆部区域中并且防止可能损坏锥形的杆部区域。因此,凸肩确保加工工具牢固地压入工具延伸部中。
19、此外,优选的是轴向压入路径小于或等于切削刃区域的最大直径d1的8%、尤其是小于或等于6%,该轴向压入路径处于在锥形的杆部区域和锥形的保持区域之间的完全接触与在锥形的杆部区域和锥形的保持区域之间的力配合连接之间的范围内。
20、进一步优选地,该组件包括控制单元,其被设定为根据锥形的杆部区域和锥形的接纳区域之间的压入路径以路径受控的方式移动夹具,以在锥形的杆部区域和锥形的接纳区域之间建立力配合连接,该夹具在保持区域处夹持加工工具。因此,控制单元预先确定在锥形的杆部区域和锥形的接纳区域之间的压入路径的量度,以在它们之间建立力配合连接。
21、优选地,当以路径受控的方式将加工工具压入到工具延伸部中时,根据锥形的接纳区域的最大直径和/或锥形的接纳区域的锥角来执行压入路径的选择。
22、进一步优选地,控制单元被设定为根据锥形的杆部区域和锥形的接纳区域之间的压入力以力受控的方式移动夹具,以在工具延伸部和加工工具之间建立力配合连接,该夹具在保持区域处夹持加工工具。因此,控制单元预先确定用于在锥形的杆部区域和锥形的接纳区域之间建立力配合连接的压入力。
23、优选地,在将加工工具以力配合的方式压入工具延伸部中期间,根据锥形的接纳区域的最大直径和/或锥形的接纳区域的锥角来选择最大压入力。
24、优选地,力配合的压入以路径受控和力受控的方式实现,例如通过在路径受控的压入期间监测压入力并且当超过最大压入力时暂停路径受控的压入。
25、优选地,组件还包括柱塞,并且工具延伸部和工具保持装置均包括贯通孔,柱塞能够插入穿过该贯通孔,以释放加工工具与工具延伸部之间的力配合连接并且顶出加工工具。
26、此外,本发明涉及一种机床、尤其是具有根据本发明的用于加工工件的组件的铣床或磨机或钻床。机床优选地包括用于将加工工具自动更换到工具延伸部中的单独的装置、例如机器人,其中加工工具优选地借助控制单元在路径受控和/或力受控的情况下以力配合的方式被插入工具延伸部中。
27、进一步优选地,机床为在10,000rpm至100,000rpm范围内的高速机床。
28、因此,本发明能够通过在加工工具和工具延伸部之间提供锥形的力配合连接来以格外简单的方式解决现有技术中长期存在的问题,其中加工工具和工具延伸部可以优选地由硬质金属制成、优选地由相同的硬质金属制成。当使用在切削刃区域处具有小的最大直径d1(优选地d1小于3mm)和小的轴向长度(优选地最大为5x d1)的小加工工具时,本发明是特别有利的。优选地,根据本发明的组件用在仅产生小的力的精加工的机床中。
本文地址:https://www.jishuxx.com/zhuanli/20240914/295675.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表