一种汽车轻量化球铰近净成形装置及方法
- 国知局
- 2024-09-14 14:40:29
本发明属于轻量化汽车零部件生产,特别涉及一种汽车轻量化球铰近净成形装置及方法。
背景技术:
1、球铰链采用了球型轴承结构具有控制灵活、准确、扭转角度大的优点,由于该铰链安装、调整方便、安全可靠,所以广泛地应用在车辆零部件、纺织、机械设备等工业。在自动控制系统中,球铰链由于选用了球型轴承结构,能灵活的承受来自各异面的压力,具有两个转动自由度。
2、在现有轮毂球铰总成的成品中,其内部材料大多采用钢制材料,自身结构偏重,中空结构非常难加工。另外,在制作中空球铰的过程中,传统的加工工艺一般都是将一整根型材先逐段切割,随后逐个进行打磨、切削、钻孔等操作,且每一个零件都需要单独安装至对应的设备上。另外,还需要花费相应的时间以及设备用在型材的转运过程中。整个加工过程,工序步骤繁琐且操作复杂、耗时长,每一个成品零件之间的时间间隔较长,且外表面热处理容易引起加工形变。
3、因此,设计一种既能应用拓扑优化有限元应用中空球铰结构实现中空球铰变内壁厚度轻量化,又能解决外表面热处理容易引起的加工形变,以及不能中空球铰外表面热处理晶粒细化的具体问题,对新材料在汽车轻量化的应用具有重要意义。
技术实现思路
1、针对上述问题,本发明的目的在于提供一种汽车轻量化球铰近净成形装置及方法,以解决现有球铰加工过程工序步骤繁琐且操作复杂、耗时长,且外表面热处理容易引起加工形变的问题。
2、为了实现上述目的,本发明采用以下技术方案:
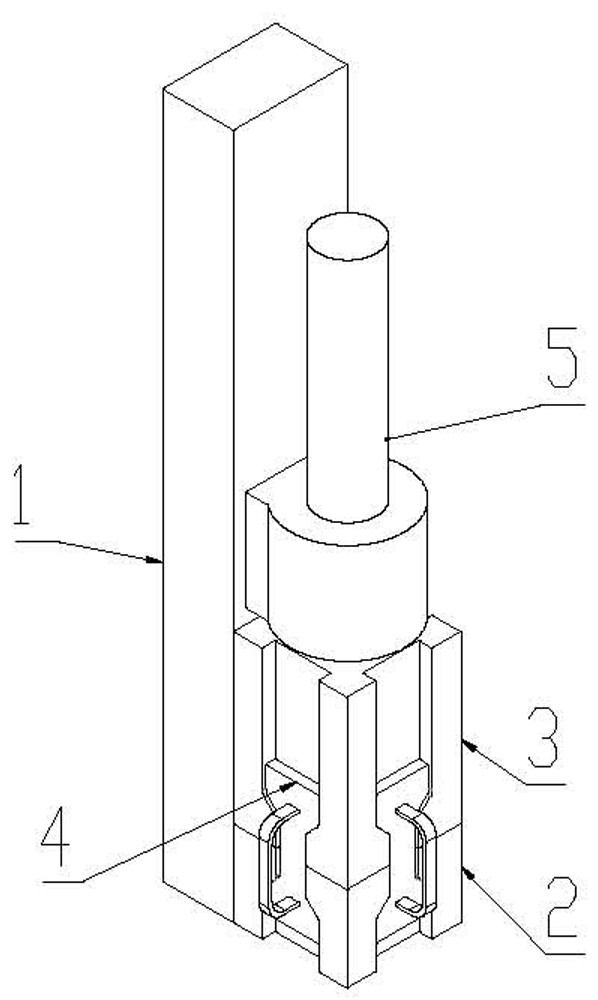
3、本发明一方面提供一种汽车轻量化球铰近净成形装置,包括立柱、下模、上模、锁定器、压头及加热器,其中下模设置于立柱的底部,压头和上模上下布置,且均与立柱滑动连接,上模与下模合模形成球形结构的模腔,锁定器用于锁定上模和下模的合模状态;压头用于与模腔内坯管相抵接,使坯管内形成密封腔,加热器设置于压头的内腔内,加热器用于对模腔内的坯管进行加热,加热软化后的坯管在密封腔内通入的高压热气的作用下膨胀且与模腔的内壁贴合,形成中空结构的球铰。
4、在一种可能实现的方式中,所述加热器包括尾部驱动、中部长管、热量汇聚环及加热线圈,其中中部长管的上端设有与压头的内腔滑动配合的尾部驱动,中部长管的下端露于压头的外侧,热量汇聚环套设于中部长管的下端,加热线圈套装在热量汇聚环的外侧,尾部驱动用于驱动加热线圈在所述坯管内上下移动,实现对模腔内坯管不同位置的加热。
5、在一种可能实现的方式中,所述上模设有上半球模腔和上分型面,其中上半球模腔包括由下至上依次设置的上半球铰内曲面和上模孔,所述坯管插设于上模孔内。
6、在一种可能实现的方式中,所述下模设有下半球模腔和下分型面,其中下半球模腔包括由上至下依次设置的下半球铰内曲面、下模孔、底部内密封锥面及下盲孔,所述坯管的下端插设于下模孔内且与底部内密封锥面密封配合,下分型面与所述上模的上分型面贴合。
7、在一种可能实现的方式中,所述坯管的上、下端分别设有上侧密封锥面和下侧密封锥面,下侧密封锥面与所述底部内密封锥面贴合。
8、在一种可能实现的方式中,所述压头的内腔的下端设有下密封锥,下密封锥与所述坯管的上侧密封锥面贴合。
9、在一种可能实现的方式中,所述下模和所述上模的侧壁内均设有水冷管道。
10、在一种可能实现的方式中,所述上模和所述下模的外侧至少设有两组相对应的锁定槽,所述锁定器容置于所述上模和所述下模相对应的锁定槽内,所述锁定器通过热胀方式锁紧所述上模和所述下模。
11、在一种可能实现的方式中,所述锁定器的形状为哑铃状。
12、本发明另一方面提供一种利用如上所述的汽车轻量化球铰近净成形装置的成形方法,包括以下步骤:
13、步骤s1:上模和下模合模,通过锁定器锁定上模和下模;
14、步骤s2:压头带动加热器提升至上模的上方;
15、步骤s3:将坯管插入模腔内;
16、步骤s4:压头下降且插入模腔内直至与坯管的上端密封接触,坯管的内部形成密封腔,同时向密封腔内充入高压气体;
17、步骤s5:加热器在模腔内由下至上对坯管进行加热,软化后的坯管在高压热气的作用下膨胀变形,且由下至上逐渐与模腔内壁贴合,同时通过上模和下模的侧壁内的冷却管道进行热处理;
18、在热气膨胀成形过程中,压头逐渐下降始终保持与坯管的密封接触;
19、步骤s6:完成整个热气膨胀成形过程,获得中空结构的球铰。
20、本发明的优点及有益效果是:本发明提供的一种汽车轻量化球铰近净成形装置,通过压头密封坯管,坯管通过热气胀成形获得中空结构的球铰,并且能有效控制球绞的成形精度,提高球绞的成形性能及提高零件外表面质量,获得壁厚均匀性较好且可控的产品,提高了生产效率。本发明既能将应用拓扑优化有限元应用到中空球铰结构,实现中空球铰变内壁厚度轻量化,又能解决外表面热处理容易引起的加工形变以及不能中空球铰外表面热处理晶粒细化的具体问题,对新材料在汽车轻量化的应用具有重要意义。
21、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书以及附图中所特别指出的结构来实现和获得。
22、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
技术特征:1.一种汽车轻量化球铰近净成形装置,其特征在于,包括立柱(1)、下模(2)、上模(3)、锁定器(4)、压头(5)及加热器(6),其中下模(2)设置于立柱(1)的底部,压头(5)和上模(3)上下布置,且均与立柱(1)滑动连接,上模(3)与下模(2)合模形成球形结构的模腔,锁定器(4)用于锁定上模(3)和下模(2)的合模状态;压头(5)用于与模腔内坯管(7)相抵接,使坯管(7)内形成密封腔,加热器(6)设置于压头(5)的内腔(501)内,加热器(6)用于对模腔内的坯管(7)进行加热,加热软化后的坯管(7)在密封腔内通入的高压热气的作用下膨胀且与模腔的内壁贴合,形成中空结构的球铰(8)。
2.根据权利要求1所述的汽车轻量化球铰近净成形装置,其特征在于,所述加热器(6)包括尾部驱动(601)、中部长管(602)、热量汇聚环(603)及加热线圈(604),其中中部长管(602)的上端设有与压头(5)的内腔(501)滑动配合的尾部驱动(601),中部长管(602)的下端露于压头(5)的外侧,热量汇聚环(603)套设于中部长管(602)的下端,加热线圈(604)套装在
3.根据权利要求1所述的汽车轻量化球铰近净成形装置,其特征在于,所述上模(3)设有上半球模腔和上分型面(305),其中上半球模腔包括由下至上依次设置的上半球铰内曲面(304)和上模孔(303),所述坯管(7)插设于上模孔(303)内。
4.根据权利要求3所述的汽车轻量化球铰近净成形装置,其特征在于,所述下模(2)设有下半球模腔和下分型面(205),其中下半球模腔包括由上至下依次设置的下半球铰内曲面(204)、下模孔(203)、底部内密封锥面(202)及下盲孔(201),所述坯管(7)的下端插设于下模孔(203)内且与底部内密封锥面(202)密封配合,下分型面(205)与所述上模(3)的上分型面(305)贴合。
5.根据权利要求4所述的汽车轻量化球铰近净成形装置,其特征在于,所述坯管(7)的上、下端分别设有上侧密封锥面(702)和下侧密封锥面(701),下侧密封锥面(701)与所述底部内密封锥面(202)贴合。
6.根据权利要求5所述的汽车轻量化球铰近净成形装置,其特征在于,所述压头(5)的内腔(501)的下端设有下密封锥(503),下密封锥(503)与所述坯管(7)的上侧密封锥面(702)贴合。
7.根据权利要求1所述的汽车轻量化球铰近净成形装置,其特征在于,所述下模(2)和所述上模(3)的侧壁内均设有水冷管道。
8.根据权利要求1所述的汽车轻量化球铰近净成形装置,其特征在于,所述上模(3)和所述下模(2)的外侧至少设有两组相对应的锁定槽,所述锁定器(4)容置于所述上模(3)和所述下模(2)相对应的锁定槽内,所述锁定器(4)通过热胀方式锁紧所述上模(3)和所述下模(2)。
9.根据权利要求8所述的汽车轻量化球铰近净成形装置,其特征在于,所述锁定器(4)的形状为哑铃状。
10.一种利用权利要求1-9任一项所述的汽车轻量化球铰近净成形装置的成形方法,其特征在于,包括以下步骤:
技术总结本发明属于轻量化汽车零部件生产技术领域,特别涉及一种汽车轻量化球铰近净成形装置及方法。该装置包括立柱、下模、上模、锁定器、压头及加热器,其中下模设置于立柱的底部,压头和上模上下布置,且均与立柱滑动连接,上模与下模合模形成球形结构的模腔,锁定器用于锁定上模和下模的合模状态;压头用于与模腔内坯管相抵接,使坯管内形成密封腔,加热器设置于压头的内腔内,加热器用于对模腔内的坯管进行加热,加热软化后的坯管在密封腔内通入的高压热气的作用下膨胀且与模腔的内壁贴合,形成中空结构的球铰。本发明结构紧凑,加工过程简单,耗时短,成形精度高,提高了工作效率。技术研发人员:冯慧,高志杰,杨生远,朱鹏,周丽,朱维金受保护的技术使用者:烟台大学技术研发日:技术公布日:2024/9/12本文地址:https://www.jishuxx.com/zhuanli/20240914/295451.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表