一种聚丙烯双力筋结构壁管及制造方法与流程
- 国知局
- 2024-09-19 14:28:52
本发明涉及管材设备,具体为一种聚丙烯双力筋结构壁管及制造方法。
背景技术:
1、聚丙烯(pp)双力筋结构壁管是新型高分子改性复合管材产品。由聚丙烯改性材料复合的异型带材经螺旋缠绕焊接制成,其内壁光滑平整。该种管材具有耐腐蚀、质量轻、施工简便、水阻力小等优点,可替代高能耗材质如水泥、铸铁等制作的管材,属环保型绿色产品,但是目前市场上的聚烯烃排水管材环刚度、容易断裂,造成使用上存在很大安全隐患。
2、因此,为了解决上述问题,提出一种聚丙烯双力筋结构壁管及制造方法。
技术实现思路
1、本发明的目的在于提供一种聚丙烯双力筋结构壁管及制造方法,以解决上述背景技术中提出的聚烯烃排水管材环刚度、容易断裂的问题。
2、为实现上述目的,本发明提供如下技术方案:一种聚丙烯双力筋结构壁管,包括管体,
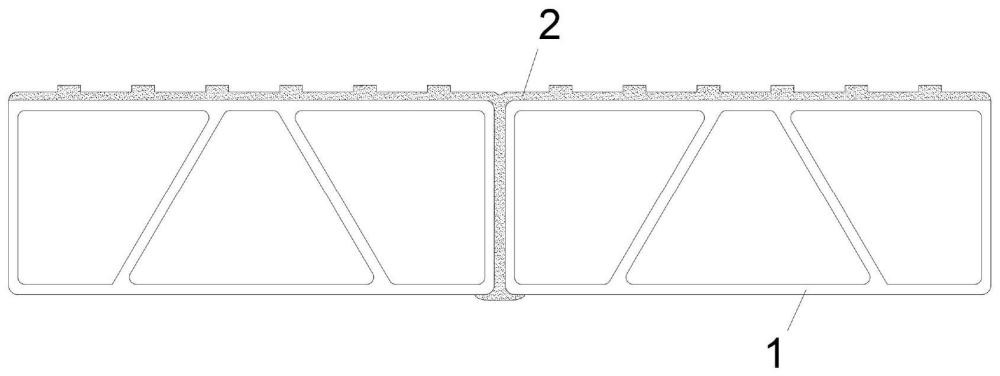
3、所述管体的上下层之间设置有双力筋,所述管体的上端缠绕成型有板带,且防护层的外表面上设置有凸起块,凸起可以增加管材的环刚度,同时增加管材埋地时与土壤的接触面积与摩擦力,埋地时防止管材滑移。
4、作为本发明更进一步的,所述管体上的双力筋与板带的夹角设置为30-150度。
5、作为本发明更进一步的,所述板带缠绕成型管材时,相邻的两个板带结合面内壁被完全覆盖,降低了漏水的风险。
6、一种聚丙烯双力筋结构壁管的制造方法由结构壁管用复合材料制备、双力筋结构缠绕带材制备和结构壁管成型三个步骤制备形成;
7、结构壁管用复合材料制备:
8、s1、将不饱和硅烷偶联剂对玻璃纤维进行表面处理,得到改性的玻璃纤维,进一步在改性的玻璃纤维表面,通过过氧化物引发剂作用,接枝上马来酸酐,制备得玻璃纤维-g-马来酸酐增强材料;
9、s2、将均聚聚丙烯,共聚聚丙烯,poe热塑性弹性体,玻璃纤维-g-马来酸酐增强材料、纳米碳酸钙,硅烷偶联剂,二氧化钛按比例称量后,于密闭混合器中高速混合,混合器的温度控制在20-35℃之间,混合时间5-25分钟后备用;
10、s3:将配混物直接加入到双螺杆挤出机中进行造粒加工,挤出机设定温度由加料口到口模共分10段,每段温度依次逐渐升高3-8℃,整个挤出机的加工温度控制在110-230℃,挤出机的主机转速控制在物料在挤出机中的停留时间为3-7分钟,挤出机的真空抽提的真空度应低于-0.07mpa,挤出机的长径比大于33:1。制备得到所需的结构壁管用复合材料;
11、双力筋结构缠绕带材制备:
12、结构壁管用复合材料放入主挤出机和共挤机内,共挤机内同时添加具有抗紫外功能的蓝色色母,经过设置有双力筋结构的挤出模具,挤出外层为蓝色内层带有双力筋结构的板带,在真空环境下定型,经牵引冷却,成为中空壁异型带材;
13、双力筋结构壁管材的制备:
14、在送带机作用下送入缠绕成型机缠绕,用热吹风装置对带材缠绕融合位置加热,同时使用结构壁管用复合材料挤出焊接料焊接融合位置;最后添加旋转牵引、切割修整,完成后检验入库。
15、作为本发明更进一步的,所述结构壁管用复合材料选用均聚聚丙烯10-30份,共聚聚丙烯20-40份,poe热塑性弹性体2-10份,聚丙烯接枝马来酸酐5-10份,玻璃纤维5-20份,纳米碳酸钙10-20份,硅烷偶联剂1-10份,过氧化物引发剂0.05-0.2份,二氧化钛1-5份。
16、作为本发明更进一步的,所述聚丙烯为管材级聚丙烯的混合物,其熔指控制在0.2-3.0g/10min。
17、作为本发明更进一步的,所述硅烷偶联剂为乙烯基三甲氧基硅烷、乙烯基三乙氧基硅烷、3-氨丙基三乙氧基硅烷中的混合物。
18、作为本发明更进一步的,所述挤出机的长径比l/d=60:1,挤出机的加热段个数10段,加工温度由加料口到口模依次逐渐升高,整个挤出机的加工温度控制在110-230℃。
19、作为本发明更进一步的,所述共挤机的长径比l/d=45:1,挤出机的加热段个数6段,加工温度由加料口到口模依次逐渐升高,整个挤出机的加工温度控制在105-225℃。焊嘴温度为210-235℃;热吹风温度180-200度,冷却水温度16-22℃。
20、与现有技术相比,本发明的有益效果是:
21、本发明通过设置带有凸起块的板带,凸起可以增加管材的环刚度,同时增加管材埋地时与土壤的接触面积与摩擦力,埋地时防止管材滑移,且相邻的两个板带结合面,内壁被复合材料完全覆盖,降低了漏水的风险;
22、本方法制造的聚丙烯排水管材具有优异的机械性能,管材韧性好、环刚度高、耐高低温、抗地基沉降性能优异,可广泛应用于各种不同的流体介质输送,适合大规模生产和市场推广。
技术特征:1.一种聚丙烯双力筋结构壁管,包括管体(1),其特征在于:
2.根据权利要求1所述的一种聚丙烯双力筋结构壁管,其特征在于:所述管体(1)上的双力筋与板带(2)的夹角设置为30-150度。
3.根据权利要求2所述的一种聚丙烯双力筋结构壁管,其特征在于:所述板带(2)缠绕成型管材时,相邻的两个板带(2)结合面内壁被完全覆盖。
4.一种聚丙烯双力筋结构壁管的制造方法,其特征在于:制造方法由结构壁管用复合材料制备、双力筋结构缠绕带材制备和结构壁管成型三个步骤制备形成;
5.根据权利要求4所述的一种聚丙烯双力筋结构壁管的制造方法,其特征在于:所述结构壁管用复合材料选用均聚聚丙烯10-30份,共聚聚丙烯20-40份,poe热塑性弹性体2-10份,聚丙烯接枝马来酸酐5-10份,玻璃纤维5-20份,纳米碳酸钙10-20份,硅烷偶联剂1-10份,过氧化物引发剂0.05-0.2份,二氧化钛1-5份。
6.根据权利要求5所述的一种聚丙烯双力筋结构壁管的制造方法,其特征在于:所述聚丙烯为管材级聚丙烯的混合物,其熔指控制在0.2-3.0g/10min。
7.根据权利要求6所述的一种聚丙烯双力筋结构壁管的制造方法,其特征在于:所述硅烷偶联剂为乙烯基三甲氧基硅烷、乙烯基三乙氧基硅烷、3-氨丙基三乙氧基硅烷中的混合物。
8.根据权利要求7所述的一种聚丙烯双力筋结构壁管的制造方法:其特征在于:所述挤出机的长径比l/d=60:1,挤出机的加热段个数10段,加工温度由加料口到口模依次逐渐升高,整个挤出机的加工温度控制在110-230℃。
9.根据权利要求8所述的一种聚丙烯双力筋结构壁管的制造方法:其特征在于:所述共挤机的长径比l/d=45:1,挤出机的加热段个数6段,加工温度由加料口到口模依次逐渐升高,整个挤出机的加工温度控制在105-225℃。焊嘴温度为210-235℃;热吹风温度180-200度,冷却水温度16-22℃。
技术总结本发明涉及管材设备技术领域,具体为一种聚丙烯双力筋结构壁管,所述管体的上下层之间设置有双力筋,所述管体的上端缠绕成型有板带,且防护层的外表面上设置有凸起块,制作方法为,制作结构壁管用复合材料,选取原料烘干,挤经过双层共挤模具,牵引冷却,真空定型,制备双力筋结构缠绕带材;在送带机作用下送入缠绕成型机缠绕成管材形状;添加旋转牵引、切割修整,完成后检验入库。该方法制造的聚丙烯双力筋结构壁管具有优异的机械性能及抗老化性能,管材韧性好、环刚度高、适合大规模生产和市场推广。技术研发人员:董志伟受保护的技术使用者:河南金铨塑业有限公司技术研发日:技术公布日:2024/9/17本文地址:https://www.jishuxx.com/zhuanli/20240919/298328.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表