一种工装夹具和精锻小叶片的夹紧方法
- 国知局
- 2024-09-19 14:39:30
本申请涉及叶片加工,具体涉及一种工装夹具和精锻小叶片的夹紧方法。
背景技术:
1、精锻小叶片作为航空发动机叶片的重要叶片类型,其叶身是一次精锻成型,无需二次加工。但其进排气边和榫头需要进行二次加工,由于加工进排气边可以夹持榫头,且榫头较厚,因此可以满足加工需求。但叶片叶身型面部分较薄且刚性差,因此叶片夹持过程中极易变形,从而导致榫头的加工质量受到影响。
2、叶片榫头的传统加工方法为低熔点合金浇筑工艺和机械夹紧法,低熔点合金浇筑工艺需要对叶片本身进行二次加工,加工过程费时费力并容易对叶片造成难以逆转的损伤,机械夹紧法极易使叶片产生不可忽视的变形,且仍存在系统刚度不足的缺点。
技术实现思路
1、有鉴于此,本申请实施例提供一种工装夹具和精锻小叶片的夹紧方法,至少部分解决现有技术中存在的问题。
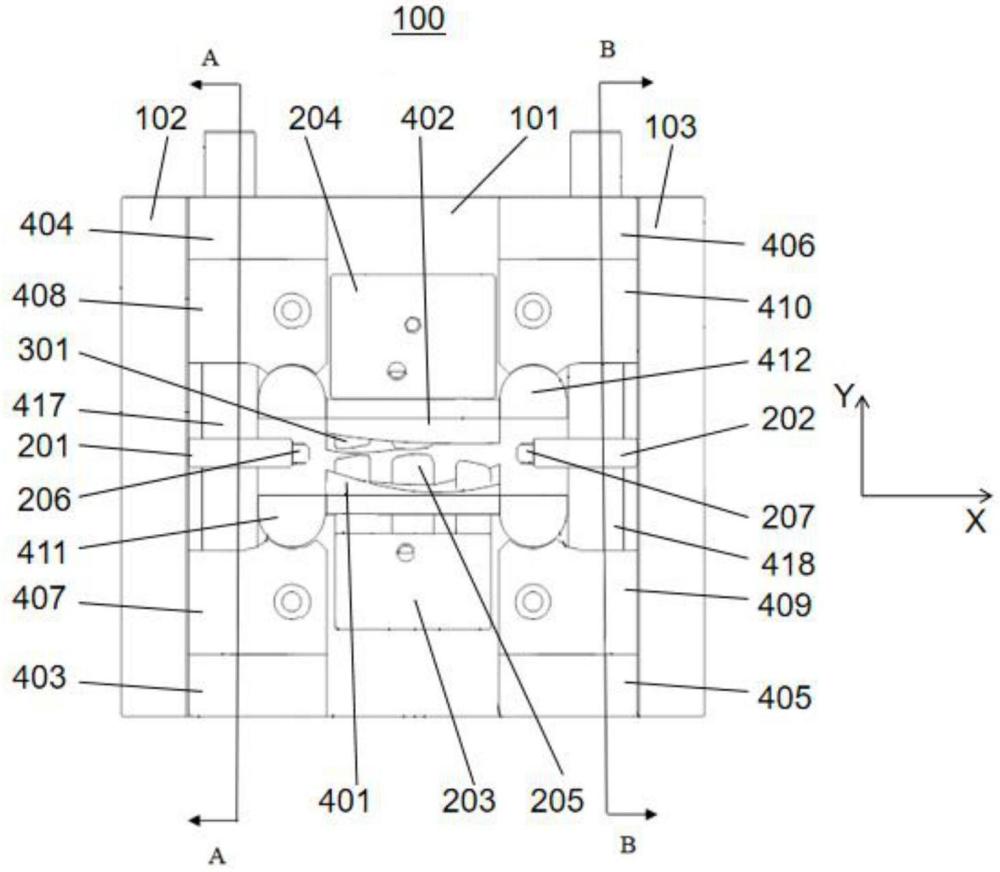
2、第一方面,本申请实施例提供了一种用于精锻小叶片的工装夹具,包括底座组件、定位组件、夹紧组件以及压紧组件。底座组件包括背板、沿第一方向相对设置的第一侧板和第二侧板,背板连接第一侧板和第二侧板,背板、第一侧板和第二侧板合围形成容纳腔。定位组件位于容纳腔内,定位组件包括沿第一方向相对设置的第一中心板和第二中心板,以及沿第二方向相对设置的第一底板和第二底板,第一中心板与第一侧板连接,第二中心板与第二侧板连接,第一底板和第二底板分别与背板连接,第一底板靠近第二底板的表面设置有叶盆型面定位块,第一中心板靠近第二中心板的表面设置有进气边定位块,第二中心板靠近第一中心板的表面设置有排气边定位块,第一底板和第二底板背离背板的表面设置有内缘板定位块。叶盆型面定位块、进气边定位块、排气边定位块、内缘板定位块的弹性模量高于精锻小叶片的弹性模量。夹紧组件包括叶背型面定位块和夹紧结构,叶背型面定位块设于第二底板靠近第一底板的表面且与叶盆型面定位块沿第二方向相对设置,夹紧结构用于驱动叶背型面定位块靠近或远离叶盆型面定位块。叶背型面定位块的弹性模量低于精锻小叶片的弹性模量。压紧组件包括压紧结构和沿第二方向相对设置的叶盆压块和叶背压块,叶盆压块的上表面是与叶盆理论型面一致的仿形面,叶背压块的下表面是与叶背理论型面一致的仿形面,叶盆压块和叶背压块的弹性模量低于叶背型面定位块的弹性模量。叶盆压块和叶背压块上设置有通孔,叶盆型面定位块和叶背型面定位块穿过通孔,压紧结构用于驱动叶盆压块和叶背压块沿第二方向移动。
3、根据本申请实施例的一种具体实现方式,夹紧结构为楔块结构,楔块结构设于第二底板,楔块结构包括第一楔块、第二楔块和紧定螺钉,紧定螺钉与第一楔块连接,叶背型面定位块与第二楔块连接,通过旋转紧定螺钉从而驱动第一楔块沿第三方向移动,进而驱动第二楔块以及叶背型面定位块沿第二方向移动。
4、根据本申请实施例的一种具体实现方式,压紧结构包括第三底板、第四底板、第五底板、第六底板、第一中间板、第二中间板、第三中间板、第四中间板、第一压紧钳、第二压紧钳、第一螺纹柱和第二螺纹柱。
5、第一压紧钳与叶盆压块背离叶背压块的表面连接,第二压紧钳与叶背压块背离叶盆压块的表面连接,第一螺纹柱沿第二方向延伸且依次穿过第三底板、第一中间板、第一压紧钳、第一中心板、第二压紧钳、第二中间板和第四底板,第二螺纹柱沿第二方向延伸且依次穿过第五底板、第三中间板、第一压紧钳、第二中心板、第二压紧钳、第四中间板和第六底板,其中,第一螺纹杆和第一中间板、第二中间板螺纹连接,第二螺纹杆和第三中间板、第四中间板螺纹连接。
6、第一螺纹杆两端通过固定销分别与位于第三底板和第四底板内的钻孔螺母固定连接,第二螺纹杆两端通过固定销分别与位于第五底板和第六底板内的钻孔螺母固定连接,第二中间板和第四中间板设置有卡槽,卡槽内设置有第一螺母,第一螺纹杆和第二螺纹杆分别与第一螺母连接。
7、根据本申请实施例的一种具体实现方式,压紧结构还包括第一滑动管和第二滑动管,第一滑动管依次穿过第三底板、第一中间板、第一中心板、第二中间板和第四底板,第二滑动管依次穿过第五底板、第三中间板、第二中心板、第四中间板和第六底板。
8、根据本申请实施例的一种具体实现方式,压紧结构还包括第一转换头和第二转换头,第一转换头与第四底板内的钻孔螺母连接,第二转换头与第六底板内的钻孔螺母连接。
9、根据本申请实施例的一种具体实现方式,进气边定位块和排气边定位块均为可调节螺栓结构。
10、第二方面,本申请实施例提供了一种精锻小叶片的夹紧方法,采用前述第一方面中任一项的工装夹具,该夹紧方法包括:
11、将工装夹具安装于机床上;
12、将精锻小叶片的叶盆置于叶盆型面定位块上,并通过内缘板定位块、进气边定位块和排气边定位块共同定位;
13、控制夹紧结构驱动叶背型面定位块靠近叶盆型面定位块,使得叶背型面定位块与精锻小叶片的叶盆处;
14、控制压紧结构驱动叶盆压块和叶背压块沿第二方向移动,使得叶盆压块与精锻小叶片的叶盆表面抵接、叶背压块与精锻小叶片的叶背表面抵接。
15、本申请实施例中的工装夹具,在对精锻小叶片夹紧过程中,先通过叶盆型面定位块、内缘板定位块、进气边定位块和排气边定位块对精锻小叶片进行定位,然后通过夹紧结构驱动叶背型面定位块靠近叶盆型面定位块以夹紧精锻小叶片,再通过压紧结构驱动叶盆压块和叶背压块使得叶盆压块和叶背压块分别压紧在叶盆表面和叶背表面从而对精锻小叶片进一步压紧。通过对精锻小叶片仿形夹紧和仿形压紧的双级固定方法,增大了精锻小叶片叶身处的系统刚度,提高加工稳定性和叶片榫头加工质量。
技术特征:1.一种用于精锻小叶片的工装夹具,其特征在于,包括:
2.根据权利要求1所述的工装夹具,其特征在于,所述夹紧结构为楔块结构,所述楔块结构设于所述第二底板,所述楔块结构包括第一楔块、第二楔块和紧定螺钉,所述紧定螺钉与所述第一楔块连接,所述叶背型面定位块与所述第二楔块连接,通过旋转所述紧定螺钉从而驱动所述第一楔块沿第三方向移动,进而驱动所述第二楔块以及所述叶背型面定位块沿所述第二方向移动。
3.根据权利要求1所述的工装夹具,其特征在于,所述压紧结构包括第三底板、第四底板、第五底板、第六底板、第一中间板、第二中间板、第三中间板、第四中间板、第一压紧钳、第二压紧钳、第一螺纹柱和第二螺纹柱,
4.根据权利要求3所述的工装夹具,其特征在于,所述压紧结构还包括第一滑动管和第二滑动管,所述第一滑动管依次穿过所述第三底板、所述第一中间板、所述第一中心板、所述第二中间板和所述第四底板,所述第二滑动管依次穿过所述第五底板、所述第三中间板、所述第二中心板、所述第四中间板和所述第六底板。
5.根据权利要求3所述的工装夹具,其特征在于,所述压紧结构还包括第一转换头和第二转换头,所述第一转换头与所述第四底板内的钻孔螺母连接,所述第二转换头与所述第六底板内的钻孔螺母连接。
6.根据权利要求1所述的工装夹具,其特征在于,所述进气边定位块和排气边定位块均为可调节螺栓结构。
7.一种精锻小叶片的夹紧方法,采用如权利要求1至6中任一项所述的工装夹具,其特征在于,包括:
技术总结本申请实施例中提供了一种工装夹具和精锻小叶片的夹紧方法。工装夹具包括底座组件、定位组件、夹紧组件和压紧组件,底座组件包括背板、第一侧板和第二侧板,定位组件包括第一中心板、第二中心板、第一底板和第二底板,第一底板设置有叶盆型面定位块,第一中心板设置有进气边定位块,第二中心板设置有排气边定位块,第一底板和第二底板设置有内缘板定位块;夹紧组件包括叶背型面定位块和夹紧结构,夹紧结构用于驱动叶背型面定位块靠近或远离叶盆型面定位块;压紧组件包括压紧结构、叶盆压块和叶背压块,压紧结构用于驱动叶盆压块和叶背压块移动。通过本申请的处理方案,能够对精锻小叶片进行仿形夹紧,提高加工稳定性和叶片榫头加工质量。技术研发人员:王辉,梁嘉炜,张申,吴动波,张国兴,李飞,杨林,周奋,许立君受保护的技术使用者:北京航空航天大学技术研发日:技术公布日:2024/9/17本文地址:https://www.jishuxx.com/zhuanli/20240919/299445.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表