一种中厚板铝合金激光电弧复合焊单面焊双面成形控制方法
- 国知局
- 2024-09-19 14:39:17
本发明涉及铝合金焊接,涉及中厚板铝合金在工程结构中的应用,具体地,涉及一种中厚板铝合金激光电弧复合焊单面焊双面成形控制方法,实现5~8mm中厚板铝合金的高质量焊接。
背景技术:
1、随着船舶的轻量化发展,铝合金因具有较低的密度和较高的强度逐渐代替钢获得广泛应用。铝合金熔化温度低,热膨胀系数大,导热性能好,化学活泼性强,这些独特的物理化学性质导致在铝合金焊接过程中会产生气孔及软化等问题,尤其是中厚板铝合金焊接时(5~8mm),采用电弧焊时,焊接速度较慢,使得软化更加严重,降低接头强度;同时,采用电弧焊需要增加填充材料才能实现中厚板焊接,获得较好正面和反面焊缝成形,但填充材料的引入,使焊缝快速凝固成为铸态组织,强度会低于母材的变形态组织,降低接头强度。
2、对此,采用高效焊接方法、减少填充材料引入、提升焊缝冷却速率,从而使得焊缝热影响区软化宽度较窄,有利于提升热影响区强度;同时又提升焊缝冷却速率,细化焊缝组织也可以提升焊缝强度。因此,激光-电弧复合焊方法被应用在中厚板铝合金焊接。但激光焊接铝合金时,由于铝合金对激光有较高的反射率,铝合金表面状态影响激光焊接匙孔稳定性,进而影响到铝合金焊缝中气孔数量。虽然常规激光-电弧复合焊,电弧在前激光在后可以避免铝合金对激光吸收率不稳定问题,但激光在后时焊缝表面成形质量不如激光在前电弧在后。
3、因此,发明人引入了扫描点环激光-电弧复合焊方法,通过控制点和环激光功率配比、扫描轨迹、光丝间距、电弧倾角等,获得5~8mm厚铝镁合金激光电弧复合焊双面成形质量高、气孔少的高质量焊缝。
技术实现思路
1、本发明的目的在于提供一种中厚板铝合金激光电弧复合焊单面焊双面成形控制方法,该方法通过改变激光能量分布,并有效结合电弧形态,改善焊缝成形,解决铝合金焊接气孔、软化及成形问题,为5~8mm中厚板铝合金的焊接提供更佳的技术方案,扩大应用范围。
2、为了实现上述技术目的,本发明采用如下技术方案:
3、一种中厚板铝合金激光电弧复合焊单面焊双面成形控制方法,包括以下步骤:
4、步骤1,将两对5~8mm厚铝合金直接对接固定装配;
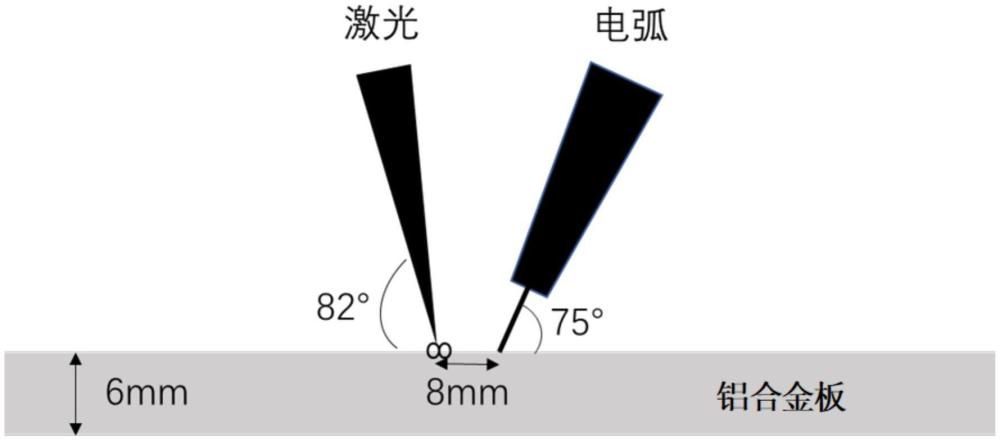
5、步骤2,焊接采用扫描激光头配备熔化极气体保护焊机,控制电弧焊枪倾角70°~90°,激光倾角为80°~85°,激光光斑采用∞形状,且光斑中心与电弧距离为8mm;
6、步骤3,焊接采用非脉冲模式,控制电弧电流为140~160a,激光采用点环光斑模式,点功率为3~6kw,环功率为1~2kw,焊接速度为2m/min;
7、步骤4,采用机器人进行速度控制,焊接方向为激光在前电弧在后,完成5~8mm厚铝板激光复合焊,实现中厚板铝合金单面焊双面成形。
8、进一步地,所述步骤1中,试样装配时,装配间隙小于0.5mm。
9、进一步地,所述步骤2中,激光束选用零离焦模式,扫描宽度为1mm,扫描频率为100hz。
10、进一步地,所述步骤2中,电弧焊的干伸长控制在12~15mm,焊接时采用的填充材料可选择almg焊丝或alsi焊丝。
11、进一步地,所述步骤3中,激光器的功率由板厚决定,一般5~6mm板厚对应点功率3kw,环功率1kw,8mm板厚对应点功率6kw,环功率2kw。
12、本发明的中厚板铝合金激光电弧复合焊单面焊双面成形控制方法相对现有技术,其有益效果在于:
13、针对5~8mm中厚板铝合金焊接时气孔、接头软化及焊缝成形问题,通过控制激光能量密度分布和电弧的作用方式,改善熔池流动状态,减少气孔以及减少激光小孔内蒸汽反作用力和电弧压力,从而获得较好的焊缝表面和背面成形,解决5~8mm中厚板铝合金焊接缺陷和成形问题。该方法可显著改善铝合金焊接焊缝成形问题,有利于提高接头疲劳强度。该方法可有效解决铝合金焊接的气孔问题,有利于提高接头拉伸强度。
技术特征:1.一种中厚板铝合金激光电弧复合焊单面焊双面成形控制方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的中厚板铝合金激光电弧复合焊单面焊双面成形控制方法,其特征在于:所述步骤1中,试样装配时,装配间隙小于0.5mm。
3.根据权利要求1所述的中厚板铝合金激光电弧复合焊单面焊双面成形控制方法,其特征在于:所述步骤2中,激光束选用零离焦模式,扫描激光频率为100hz,扫描宽度为1mm。
4.根据权利要求1所述的中厚板铝合金激光电弧复合焊单面焊双面成形控制方法,其特征在于:所述步骤2中,电弧焊的干伸长控制在12~15mm,焊接采用的填充材料可选择almg焊丝或alsi焊丝。
5.根据权利要求1所述的中厚板铝合金激光电弧复合焊单面焊双面成形控制方法,其特征在于:所述步骤3中,激光器的功率由板厚决定,5~6mm板厚对应点激光功率3kw,环激光功率1kw,8mm板厚对应点激光功率6kw,环激光功率2kw。
技术总结本发明属于铝合金焊接技术领域,具体公开了一种中厚板铝合金激光电弧复合焊单面焊双面成形控制方法,该方法主要用于5~8mm厚铝合金激光‑电弧复合对接焊,通过控制激光器束斑形状、电弧作用角度、激光和电弧距离等参数,从而控制铝合金上表面和下表面的流体流动状态,获得较好的双面成形焊缝。本发明有效解决了铝合金焊接气孔、软化及成形问题,为中厚板铝合金的焊接提供更佳的技术方案,扩大应用范围。技术研发人员:赵颖,周永东,魏衍成,王喜亮,覃展鹏,崔海超,徐萧剑,芦凤桂受保护的技术使用者:上海交通大学技术研发日:技术公布日:2024/9/17本文地址:https://www.jishuxx.com/zhuanli/20240919/299422.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。