一种用于带剩磁钢板焊接的装置及焊接方法与流程
- 国知局
- 2024-09-19 14:42:20
本发明涉及金属焊接,具体而言,尤其涉及一种用于带剩磁钢板焊接的装置及焊接方法。
背景技术:
1、在焊接时经常会出现带磁现象,即剩磁,剩磁一般来源于以下方面:1、采用电磁设备进行吊装;2、存放位置有强磁场,或者受到强力供电线、高压线、电气化铁路等环境的影响;3、用直流电焊接时产生的磁场;4、磁粉检测时对工件的磁化;5、金属熔炼或管材制造工艺;6、角磨机打磨的强摩擦引起坡口带磁;7、采用中频加热法对管道进行热处理等。
2、由于焊接电弧是由运动的正负电荷组成,当待焊坡口内存在剩磁达到一定强度时,焊接电弧周围的均匀磁场会被破坏,受力不均匀的电弧将发生偏离,与电极轴形成倾斜角度,产生电弧偏吹,即磁偏吹。当剩磁达到一定强度,焊接时容易产生电弧偏吹现象。焊接时的偏吹对焊接质量有着严重的影响,会引起电弧强烈的摆动,削弱电弧周围的保护气氛,使熔池中易混入空气等有害气体,导致形成气孔等缺陷;电弧偏吹使电弧燃烧不稳定,飞溅加大,熔滴下落时失去保护,严重影响焊缝的成形,容易形成未焊透缺陷;电弧偏吹严重时,会导致电弧不易引燃,甚至发生息弧,无法焊接。
3、目前对带剩磁的金属的焊接作业方法的研究主要集中于管道焊接领域,由于管件的几何形状的原因,非常易于采用相关的措施进行消磁,也非常便于开发相应的消磁设备。然而,工程机械、桥梁、海工等领域的钢板焊接过程中也常常有剩磁的现象,现有焊接方法无法直接应用于钢板上。
技术实现思路
1、根据上述提出现有带磁钢板无法焊接的技术问题,而提供一种用于带剩磁钢板焊接的装置及焊接方法。本发明主要利用导磁板来解决带磁钢板的焊接问题。
2、本发明采用的技术手段如下:
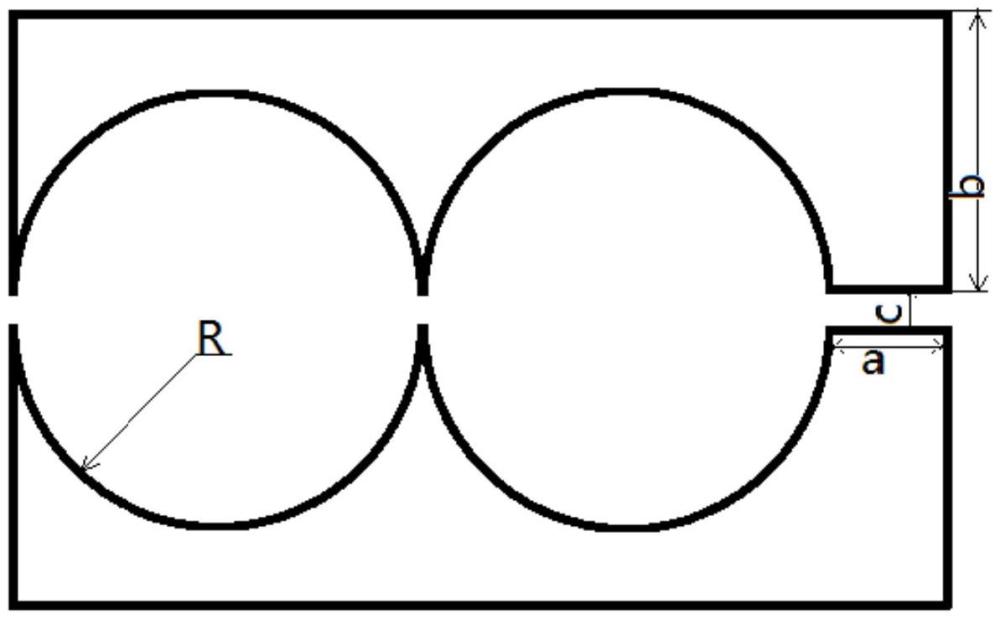
3、一种用于带剩磁钢板焊接的装置及焊接方法,包括设置于焊缝两侧的导磁板,所述导磁板为矩形,所述导磁板包括以焊缝为中轴上下对称的上板和下板,所述导磁板中部水平开设有导磁板间缝,所述导磁板上开设有圆形的第一导磁孔和第二导磁孔,所述导磁板间缝通过第一导磁孔和第二导磁孔的圆心,所述第一导磁孔靠近焊缝设置,所述第二导磁孔远离焊缝设置,所述第一导磁孔与第二导磁孔相切,所述第二导磁孔与导磁板的外边缘相切。
4、进一步地,所述导磁板间缝的宽度与焊缝的宽度相同。
5、进一步地,所述剩磁钢板的剩磁小于等于300gs。
6、进一步地,所述第一导磁孔和第二导磁孔大小相同。
7、进一步地,所述第一导磁孔的内边缘与焊缝的距离为a,所述导磁板竖直方向的高度为2b+c,其中c为导磁板间缝宽度,b为导磁板间缝到靠近导磁板间缝的导磁板竖直边的距离,所述第一导磁孔的半径为r。
8、进一步地,a的长度不低于50mm,b的长度不低于150mm,r的长度100mm。
9、进一步地,所述导磁板的厚度不低于剩磁钢板厚度的二分之一。
10、进一步地,所述导磁板满足如下公式:
11、
12、其中,g1为加导磁板后坡口中的剩余磁场强度,g0为坡口中原始剩余磁场强度,k为相关系数,c≠0。
13、进一步地,当焊缝宽度小于2mm时,导磁板间缝宽度为2mm。
14、本发明还提供了一种用于带剩磁钢板的焊接方法,基于上述任意一项用于带剩磁钢板焊接的装置实现,包括如下步骤:
15、制作导磁板;
16、在剩磁钢板的焊缝两端各焊接一个导磁板用以改善焊接坡口中的磁场分布;
17、导磁板焊接完成后,按照工艺要求组对好剩磁钢板间隙和导磁板间缝的间隙,先进行点固焊,然后分别进行打底焊和填充盖面焊,直至完成整个焊缝的焊接工作;
18、焊接完成后清除导磁板。
19、较现有技术相比,本发明具有以下优点:
20、通过导磁板的应用及焊接顺序的优化,可以较好的克服剩磁对焊接的影响,保证焊接质量。避免因剩磁引起的焊接缺陷。
技术特征:1.一种用于带剩磁钢板焊接的装置,其特征在于:包括设置于焊缝(1)两侧的导磁板,所述导磁板为矩形,所述导磁板包括以焊缝(1)为中轴上下对称的上板(2)和下板(3),所述导磁板中部水平开设有导磁板间缝(4),所述导磁板上开设有圆形的第一导磁孔(5)和第二导磁孔(6),所述导磁板间缝(4)通过第一导磁孔(5)和第二导磁孔(6)的圆心,所述第一导磁孔(5)靠近焊缝(1)设置,所述第二导磁孔(6)远离焊缝(1)设置,所述第一导磁孔(5)与第二导磁孔(6)相切,所述第二导磁孔(6)与导磁板的外边缘相切。
2.根据权利要求1所述的用于带剩磁钢板焊接的装置,其特征在于,所述导磁板间缝(4)的宽度与焊缝(1)的宽度相同。
3.根据权利要求1所述的用于带剩磁钢板焊接的装置,其特征在于,所述剩磁钢板(7)的剩磁小于等于300gs。
4.根据权利要求1所述的用于带剩磁钢板焊接的装置,其特征在于,所述第一导磁孔(5)和第二导磁孔(6)大小相同。
5.根据权利要求1所述的用于带剩磁钢板焊接的装置,其特征在于,所述第一导磁孔(5)的内边缘与焊缝(1)的距离为a;所述导磁板竖直方向的高度为2b+c,其中c为导磁板间缝(4)宽度,b为导磁板间缝(4)到靠近导磁板间缝(4)的导磁板竖直边的距离;所述第一导磁孔(5)的半径为r。
6.根据权利要求5所述的用于带剩磁钢板焊接的装置,其特征在于,a的长度不低于50mm,b的长度不低于150mm,r的长度100mm。
7.根据权利要求1所述的用于带剩磁钢板焊接的装置,其特征在于,所述导磁板的厚度不低于剩磁钢板(7)厚度的二分之一。
8.根据权利要求5所述的用于带剩磁钢板焊接的装置,其特征在于,所述导磁板满足如下公式:
9.根据权利要求1所述的用于带剩磁钢板焊接的装置,其特征在于,当焊缝(1)宽度小于2mm时,导磁板间缝(4)宽度为2mm。
10.一种用于带剩磁钢板的焊接方法,基于权利要求1-9中任意一项权利要求所述的用于带剩磁钢板焊接的装置实现,其特征在于,包括如下步骤:
技术总结本发明提供一种用于带剩磁钢板焊接的装置及焊接方法。装置包括设置于焊缝两侧的导磁板,所述导磁板为矩形,所述导磁板包括以焊缝为中轴上下对称的上板和下板,所述导磁板中部水平开设有导磁板间缝,所述导磁板上开设有圆形的第一导磁孔和第二导磁孔,所述导磁板间缝通过第一导磁孔和第二导磁孔的圆心,所述第一导磁孔靠近焊缝设置,所述第二导磁孔远离焊缝设置,所述第一导磁孔与第二导磁孔相切,所述第二导磁孔与导磁板的外边缘相切。本发明通过导磁板的应用及焊接顺序的优化,可以较好的克服剩磁对焊接的影响,保证焊接质量。避免因剩磁引起的焊接缺陷。技术研发人员:韩严法,傅博,胡奉雅,郭鹏,王佳骥,张志强,刘锦,杨鹏聪受保护的技术使用者:鞍钢股份有限公司技术研发日:技术公布日:2024/9/17本文地址:https://www.jishuxx.com/zhuanli/20240919/299733.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表