一种PVC薄壁软套管挤出模具的制作方法
- 国知局
- 2024-09-23 14:24:14
本技术涉及模具制造,具体为一种pvc薄壁软套管挤出模具。
背景技术:
1、pvc薄壁软套管常用于电子线束的安装中,其具有良好的保护性、绝缘性和柔韧性而被广泛使用,但其在加工过程中因套管材料太软,不因气温降低而变硬,套管壁厚太薄,加工时常出现软管直径尺寸不稳定,粗细不均,套管不圆,壁厚不均,套管表面出现波纹状,套管在牵引过程中易拉断等不良问题,为此申请人根据 pvc薄壁软套管的加工需求设计一种pvc薄壁软套管挤出模具,有效解决pvc薄壁软套管在加工时出现的上述问题。
技术实现思路
1、为解决上述技术问题,本实用新型提出了一种pvc薄壁软套管挤出模具,通过采用上述模具设计和工艺设计,生产出的pvc薄壁软套管具有孔径尺寸稳定、壁厚均匀一致、圆度高、外观光亮等优点,且生产稳定。
2、为实现上述目的,本实用新型采取的技术方案是:
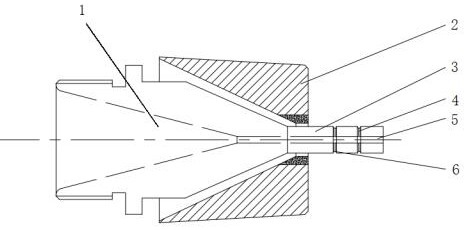
3、一种pvc薄壁软套管挤出模具,包括有模芯、口模、模芯棒、半圆凹槽、模芯出气孔和凹槽出气孔,所述pvc薄壁软套管挤出模具设置有模芯和口模,所述口模安装在模芯前端,所述模芯前端设置模芯棒,所述模芯棒上设置两道半圆凹槽,所述半圆凹槽内均匀设置凹槽出气孔,所述模芯和模芯棒中心设置模芯出气孔,所述模芯出气孔与凹槽出气孔相连通,所述模芯尾部圆锥孔内有进气孔,模芯出气孔与模芯尾部设置的进气孔相连通,加工pvc薄壁软套管时所述模芯出气孔的气体一部分进入凹槽出气孔,气体另一部分往前直接进入套管内充满套管,使套管内和外气压相等,保证加工pvc薄壁软套管圆柱度。
4、进一步的,所述pvc薄壁软套管挤出模具设置有模芯棒,所述模芯棒采用加长设置,模芯棒上设置两道半圆凹槽,半圆凹槽直径为2mm,半圆凹槽内设置凹槽出气孔。
5、本实用新型带来的好处是:
6、1、pvc薄壁软套管挤出模具使用了加长模芯棒设计,在pvc薄壁软套管成型后具有一定的支撑承载作用,有利于pvc薄壁软套管成型;
7、2、pvc薄壁软套管挤出模具采用双半圆凹槽出气设计,在半圆槽圆周均匀分布多个凹槽出气孔与模芯出气孔相通,保证出口模后的pvc薄壁软套管熔体在模芯棒处能充分的定形和冷却,通过半圆槽上均匀分布的孔的气体,以平衡pvc薄壁软套管熔体套管在出口模因处的真空造成的内吸附力,防止pvc软套管在模芯棒上产生粘连、断裂、褶皱的问题;
8、3、pvc薄壁软套管挤出模具结构简单,加工效率高,产品质量能得到有效的保障,生产出来的pvc薄壁软套管孔径尺寸稳定,壁厚均匀一致,圆度高,外观光亮等,生产稳定。
技术特征:1.一种pvc薄壁软套管挤出模具,包括有模芯(1)、口模(2)、模芯棒(3)、半圆凹槽(4)、模芯出气孔(5)和凹槽出气孔(6),其特征在于:所述pvc薄壁软套管挤出模具设置有模芯(1)和口模(2),所述口模(2)安装在模芯(1)前端,所述模芯(1)前端设置模芯棒(3),所述模芯棒(3)上设置两道半圆凹槽(4),所述半圆凹槽(4)内均匀设置凹槽出气孔(6),所述模芯(1)和模芯棒(3)中心设置模芯出气孔(5),所述模芯出气孔(5)与凹槽出气孔(6)相连通,所述模芯(1)尾部圆锥孔内有进气孔,模芯出气孔(5)与模芯(1)尾部设置的进气孔相连通,加工pvc薄壁软套管时所述模芯出气孔(5)的气体一部分进入凹槽出气孔(6),气体另一部分往前直接进入套管内充满套管,使套管内和外气压相等,保证加工pvc薄壁软套管圆柱度。
2.根据权利要求1所述的一种pvc薄壁软套管挤出模具,其特征在于:所述pvc薄壁软套管挤出模具设置有模芯棒(3),所述模芯棒(3)采用加长设置,模芯棒(3)上设置两道半圆凹槽(4),半圆凹槽(4)内设置凹槽出气孔(6)。
3.根据权利要求1所述的一种pvc薄壁软套管挤出模具,其特征在于:所述半圆凹槽(4)直径为2mm。
技术总结本技术提出了一种PVC薄壁软套管挤出模具,所述PVC薄壁软套管挤出模具设置模芯和口模,所述口模安装在模芯前端,所述模芯前端设置模芯棒,所述模芯棒上设置两道半圆凹槽,所述半圆凹槽内均匀间隔设置凹槽出气孔,所述模芯和模芯棒内部设置模芯出气孔,所述凹槽出气孔与模芯出气孔相连通;所述PVC薄壁软套管挤出模具采用加长模芯棒设计,在加工PVC薄壁软套管时,通过模芯棒内的模芯出气孔给凹槽出气孔通入均匀的气体,使刚挤压成型的PVC薄壁软套管能初步均匀受冷成型,并使PVC薄壁软套管不会因刚出口模时形成的真空使其吸附在模芯棒上造成质量问题,有效解决现有PVC薄壁软套管加工时出现的尺寸不稳定,易粘连等问题。技术研发人员:李光仁受保护的技术使用者:扬州华声电子实业有限公司技术研发日:20231228技术公布日:2024/9/19本文地址:https://www.jishuxx.com/zhuanli/20240923/302667.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表