一种模内注塑贴片吹塑模具及使用方法与流程
- 国知局
- 2024-10-09 15:51:17
本发明涉及吹塑模具领域,具体是一种模内注塑贴片吹塑模具及使用方法。
背景技术:
1、吹塑也称中空吹塑,一种发展迅速的塑料加工方法。吹塑工艺在第二次世界大战期间,开始用于生产低密度聚乙烯小瓶,随着高密度聚乙烯的诞生和吹塑成型机的发展,吹塑技术得到了广泛应用,中空容器的体积可达数千升,有的生产已采用了计算机控制,适用于吹塑的塑料有聚乙烯、聚氯乙烯、聚丙烯、聚酯等,所得之中空容器广泛用作工业包装容器,根据型坯制作方法,吹塑可分为挤出吹塑和注射吹塑,新发展起来的有多层吹塑和拉伸吹塑。
2、经检索,中国专利号cn216230715u公开了一种注塑机用模内注塑贴片吹塑模具,所述模具主体的上端设置有送气管,所述送气管的输入端与气泵的输出端相连接,所述送气管的外侧套装有加热结构,所述模具主体的前侧位置与液压杆的一端相固定,所述液压杆的另一端与装配板相固定,所述装配板与注塑机底座相固定,通过在模具主体的一侧位置设置有装配板,而装配板与模具主体之间的位置设置有液压杆,通过液压杆的作用可以将模具主体开启,便于将其中的吹塑件取下,配合位于模具主机其他棱角位置的导向杆使得模具主体在移动的过程中不会发生相对滑动,使得液压杆并不会发生受到模具主体传递过来的剪切力。
3、但是上述现有技术中存在以下问题:
4、虽然散热风扇将模具主体散发出来的热量进行散发,配合位于装配板一侧导向板,使得热量可以向装配板的两侧进行分散,该设计可以最大化的实现模具主体的散热,进而使得模具主体的成品速度提升,但是在模内注塑贴片吹塑模具进行使用时,注塑原料无法进行自动分批添加,从而使得注塑过程中可能存在原料添加过多,导致注塑原料的浪费,故此,提出一种模内注塑贴片吹塑模具及使用方法。
技术实现思路
1、本发明的目的在于:为了解决在模内注塑贴片吹塑模具进行使用时,注塑原料无法进行自动分批添加,从而使得注塑过程中可能存在原料添加过多,导致注塑原料的浪费的问题,提供一种模内注塑贴片吹塑模具及使用方法。
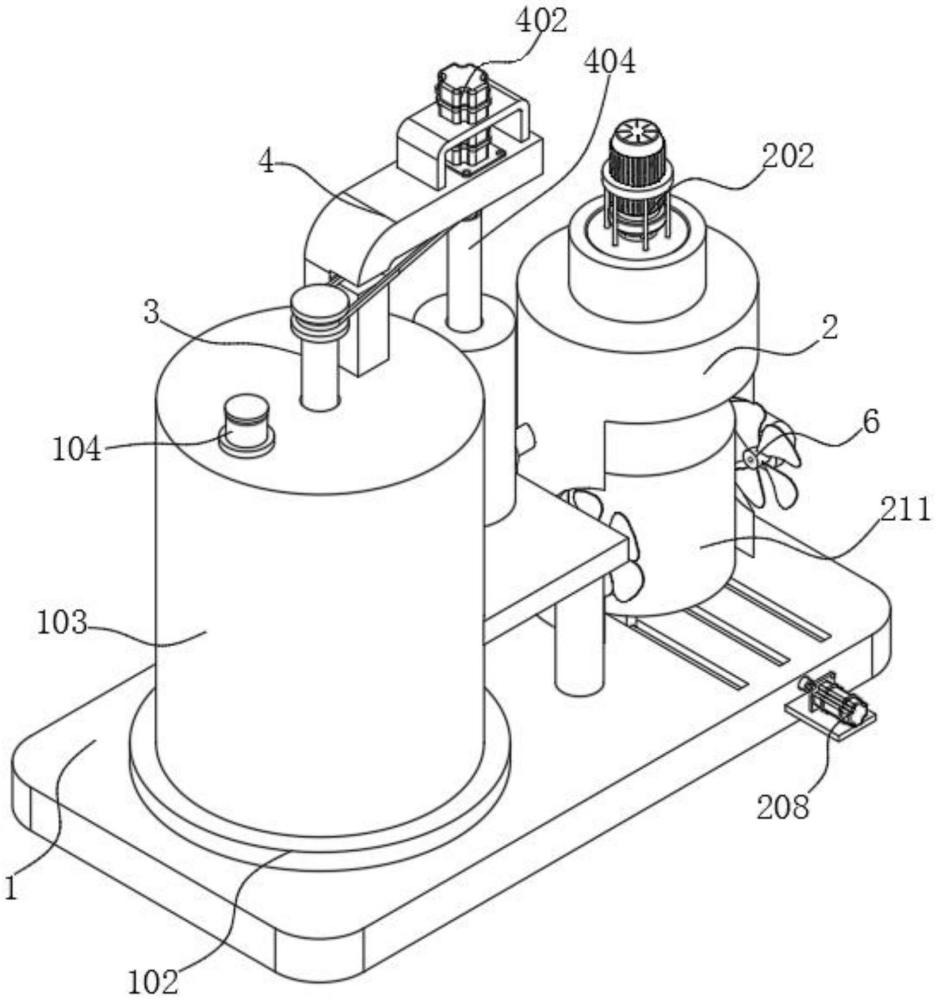
2、为实现上述目的,本发明提供如下技术方案:一种模内注塑贴片吹塑模具,包括安装机构,所述安装机构上表面的一侧安装有吹塑机构,所述安装机构的内部安装有搅拌机构,所述安装机构的上表面安装有进料机构;
3、所述进料机构包括安装于安装机构上表面的安装板,所述安装板的上表面固定连接有输出端与安装板转动连接的进料电机,所述进料电机的输出端贯穿安装板固定连接有螺纹杆,所述螺纹杆的表面螺纹连接有螺纹筒,所述螺纹筒的一端固定连接有密封盘,所述密封盘的表面滑动套接有中转筒,所述螺纹筒与中转筒转动连接,所述密封盘的一侧安装有驱动机构,所述中转筒的一侧固定连接有与中转筒相连通的进料管,所述中转筒的另一侧固定连接有与中转筒相连通的出料管;
4、所述进料管的内部固定连接有与进料管相对应的第一单向阀,所述出料管的内部固定连接有与出料管相对应的第二单向阀;
5、散热机构,安装于吹塑机构的一侧,用于对吹塑模具进行冷却。
6、作为本发明再进一步的方案:所述安装机构包括安装底板,所述安装底板上表面的另一侧固定连接有电加热底座,所述电加热底座的上表面固定连接有原料箱,所述原料箱的上表面固定连接有与原料箱相连通的加料管,所述加料管的内部螺纹连接有密封塞,所述进料管的一端与原料箱相连通,所述进料管的一端与原料箱的内底壁相对应。
7、作为本发明再进一步的方案:所述原料箱的一侧固定连接有与中转筒相对应的承载板,所述承载板下表面的两侧均固定连接有与安装底板固定连接的支撑杆,所述电加热底座通过导线与外部电源电性连接,所述安装板固定连接于原料箱的上表面。
8、作为本发明再进一步的方案:所述搅拌机构包括通过皮带与螺纹杆转动连接的搅拌杆,所述搅拌杆转动连接于原料箱的内部,所述搅拌杆的表面呈路径阵列固定连接有转动连接于原料箱内部的搅拌桨叶,所述搅拌桨叶的两端均固定连接有与原料箱内壁相对应的弧形刮除板,所述弧形刮除板与进料管相对应。
9、作为本发明再进一步的方案:所述驱动机构包括固定连接于密封盘一侧的固定块,所述固定块的下表面固定连接有驱动齿板,所述驱动齿板的表面啮合有驱动齿轮,所述驱动齿轮的表面固定连接有转动连接于中转筒内部的转动杆,所述转动杆的表面呈路径阵列固定连接有搅拌板,所述转动杆的一端通过轴承座与中转筒转动连接。
10、作为本发明再进一步的方案:所述中转筒的内部开设有滑动槽,所述驱动齿板滑动连接于滑动槽的内部,所述中转筒的内部固定连接有保温板,所述保温板的表面开设有与转动杆相对应的转动孔,所述保温板表面的两侧开设有分别与进料管和出料管相对应的进料槽,所述中转筒的内部固定连接有与出料管相对应的斜板。
11、作为本发明再进一步的方案:所述吹塑机构包括固定连接于安装底板上表面一侧的加工筒,所述加工筒的上表面固定连接有气泵,所述气泵的输出端固定连接有进气管,所述进气管的表面贯穿加工筒套接有与出料管相连通的左模具,所述进气管与左模具相连通,所述左模具的表面开设有弧形槽,所述弧形槽的内部呈环形阵列固定连接有复位弹簧,若干个所述复位弹簧的一端共同固定连接有弧形板。
12、作为本发明再进一步的方案:所述吹塑机构还包括固定连接于安装底板一侧的驱动电机,所述驱动电机的输出端固定连接有丝杆,所述丝杆的表面螺纹连接有移动块,所述移动块的表面固定连接有通过移动块与安装底板滑动连接的右模具,所述右模具与左模具相对应,所述进气管与右模具相连通,所述右模具一侧的两边缘处均固定连接有密封条,所述左模具一侧的两边缘处均开设有与密封条相对应的插接槽,所述插接槽的内部均滑动连接有与弧形板固定连接的滑动板,所述滑动板滑动连接于左模具的内部。
13、作为本发明再进一步的方案:所述散热机构包括固定连接于加工筒表面两侧的安装杆,两个所述安装杆的相对侧分别固定安装有与左模具和右模具相对应的散热扇,所述散热扇与加工筒转动连接,所述进气管的表面套接有电加热管,所述电加热管的两端均固定连接有与加工筒内壁固定连接的连接杆。
14、本发明还公开了一种模内注塑贴片吹塑模具的使用方法,采用上述一种模内注塑贴片吹塑模具,包括以下步骤:
15、s1、将注塑原料放置于原料箱的内部,通过电加热底座的设置,对原料箱内部的原料进行加热,启动进料电机,使得螺纹杆转动,从而使得螺纹筒在中转筒的内部移动,带动了搅拌杆转动,从而使得搅拌桨叶对原料箱内部的原料进行搅拌;
16、s2、当螺纹筒移动时,带动了密封盘同步移动,从而使得中转筒内部的气压改变,通过进料管将搅拌后的原料由原料箱吸入中转筒的内部,之后反向转动螺纹杆,使得螺纹筒带动密封盘反向移动,将中转筒内部的原料通过出料管挤入吹塑机构的内部;
17、s3、当原料进入吹塑机构的内部后,通过密封条于驱动电机的设置,使得左模具与右模具连接,使得原料进入左模具与右模具的内部,启动气泵,通过进气管的设置,使得气体进入左模具与右模具的内部,对其内部的原料进行吹塑处理;
18、s4、同时当密封盘挤压中转筒内部的原料时,使得驱动齿板同步移动,带动了驱动齿轮转动,从而使得转动杆带动搅拌板在中转筒的内部转动,对中转筒内部的原料进行进一步的搅拌;
19、s5、通过电加热管的设置,对吹塑所使用的气体进行加热,当吹塑结束后,启动散热扇,对左模具与右模具进行散热,启动驱动电机,使得丝杆转动,使得移动块带动右模具与左模具脱离,通过复位弹簧的弹力,使得弧形板推动成型的塑料制品自动出料。
20、与现有技术相比,本发明的有益效果是:
21、1、通过安装机构、吹塑机构、搅拌机构、进料机构与散热机构等结构设置,在对原料进行进料时,启动进料电机,使得密封盘在中转筒的内部移动,改变中转筒内部的气压,从而通过进料管将原料箱内部的原料吸入中转筒的内部,且通过密封盘的反向移动,将中转筒内部的原料通过出料管推入吹塑机构的内部,从而使得吹塑原料在添加时可以分批次且定量添加,避免了人工手动添加而导致原料过多的问题,减少了原料的浪费,且通过第一单向阀与第二单向阀的设置,使得原料箱内部的原料只能进入中转筒,无法反向进入原料箱,中转筒内部的原料只能进入吹塑机构,无法反向进入中转筒的内部,从而使得原料添加的更加稳定;
22、2、通过安装机构、吹塑机构、搅拌机构、进料机构与散热机构等结构设置,在进料电机启动时,螺纹杆通过皮带带动搅拌杆转动,从而使得搅拌桨叶在原料箱的内部转动,对原料进行搅拌,从而不仅使得原料加热更加均匀,还通过弧形刮除板对原料箱的内壁进行刮除,避免了原料附着在原料箱的内壁上,造成原料的浪费,且通过驱动机构的设置,在密封盘移动时,同步带动了驱动齿板移动,从而使得驱动齿轮啮合转动,使得转动杆带动搅拌板进行转动,从而对中转筒内部的原料进行搅拌,避免了原料在中转筒内部沉淀,同时通过保温板的设置,避免了原料在中转筒的内部冷却,影响后续吹塑处理;
23、3、通过安装机构、吹塑机构、搅拌机构、进料机构与散热机构等结构设置,通过密封条与插接槽的设置,使得左模具与右模具在贴合时更加紧密,不仅避免了吹塑原料泄露,还避免了由于缝隙而导致吹塑成型后的物料质量降低,当吹塑结束后,通过驱动电机的设置,使得右模具与左模具脱离,从而使得密封条同步移动,通过复位弹簧的设置,使得滑动板复位,从而带动了弧形板同步复位,推动了吹塑成型后的物料自动弹出左模具,使得吹塑机构在进行加工后自动出料,从而避免了人工手动拿取成型后的物料;
24、4、通过安装机构、吹塑机构、搅拌机构、进料机构、驱动机构、与散热机构等结构设置,在吹塑结束后,启动散热扇,对左模具内部成型的物料进行散热,从而使得物料冷却速度提高,从而提高了模内注塑贴片吹塑模具的加工效率,且通过电加热管的设置,对进气管送入的气体进行加热,保证吹塑时的温度。
本文地址:https://www.jishuxx.com/zhuanli/20240929/310445.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表