一种产品成型到位的方法、成型模具、产品与流程
- 国知局
- 2024-10-09 16:14:37
本发明涉及冲压件制造,更具体涉及一种产品成型到位的方法、成型模具、产品。
背景技术:
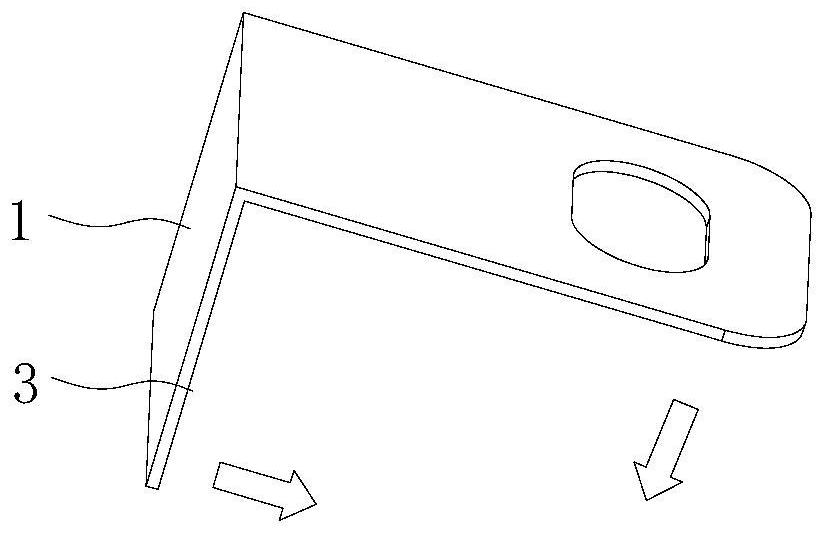
1、参阅图1、图2,制造产品一1和产品二2等此类产品的传统工艺方法包括如下步骤:
2、第一步:落料模具落料;
3、第二步:折弯并进行第一次整形;
4、第三步:通过第二次整形的整形模具来解决回弹导致成型不到位的问题。
5、产品前期开发时一般都会由cae仿真软件根据材质来分析如何设计模具才能达到让产品成型到位。然而理论分析与实际制造不同,实际生产时折弯后的产品内弧有向外弧回弹、外弧有向内弧回弹的趋势,很难一次性就能通过模具做出合格的产品,为了获得合格的产品,就得需要技术人员如钳工师傅通过他们手艺经验技能对整套模具进行多轮的焊接磨修,慢慢进行调试模具,才能最终获得合格的产品。且磨修的模具很难标准化,导致下次换配件时还得钳工师傅对模具进行磨修调试,这样的调试过程是非常耗时间和消耗材料的,导致投入成本很大,生产成本高且生产效率低下。
6、现有专利公开号为cn109675967b的专利文献公开了一种可调回弹矫正方法,通过将冲压成形后的冲压件放入由三组(前后、上下、左右)液压缸组合形成的空间中,调整六个方向上液压缸的位置,通过液压缸施加给冲压件一定大小的作用力,获得预期所需的冲压件形状,最终调整回弹;但其需要对冲压件多方位给力,消除回弹。
技术实现思路
1、本发明所要解决的技术问题在于,如何提供一种可降本增效的成型方法。
2、本发明通过以下技术手段实现解决上述技术问题的:一种产品成型到位的方法,包括如下步骤:
3、s1、将产品回弹区域设置于产品两端,并将其回弹控制在第一设定范围内,所述产品两端间的任意点能够形成产品最高点;
4、s2、在产品折弯时,控制产品两端内弧之间的夹角大于设计折弯角度,所述产品的回弹区域朝向内弧;
5、s3、将折弯后的工件安装在冲压模具的工作面上,对折弯件局部给力以带动产品最高点下降并致使两端内弧之间的夹角与设计折弯角度相同。
6、作为优选的技术方案,所述第一设定范围为回弹数值小于或等于0.8mm。
7、作为优选的技术方案,所述产品的折弯点形成最高点,所述最高点与产品两端连线的垂线距离形成垂线高度,所述s2中的垂线高度大于s3中的垂线高度,所述s3中的垂线高度与理论高度相同。
8、作为优选的技术方案,所述s3中对折弯件的最高点给力。
9、作为优选的技术方案,所述s2中的垂线高度与s3中的垂线高度的差值为0.5mm-1.5mm。
10、作为优选的技术方案,所述产品两端内弧之间的夹角为锐角。
11、采用产品成型到位的方法的成型模具,包括上模、下模,所述上模与下模之间通过导柱相连,所述上模能够相对于下模移动,且上模固定连接有与导柱相适配的导套,所述上模与下模的与产品相连的一端形成工作面。
12、作为优选的技术方案,所述上模包括固接的上模板、上面板,所述下模包括固接的下模板、下面板,所述上面板和下面板分别固定在上模板和下模板朝向产品的一端,所述上面板与下面板的粗糙度小于0.8μm。
13、作为优选的技术方案,所述上模与下模之间还设有限位柱。
14、采用产品成型到位的方法制造的产品,所述产品精度与理论值误差在±0.3mm之间。
15、本发明的优点在于:
16、(1)本发明中,通过将产品回弹区域设置于产品两端,在两端更容易控制精度,将产品两端内弧之间的夹角大于设计折弯角度,能够获得更好地塑性变形,即高出数模高度一定范围,通过对折弯件局部给力以带动产品最高点下降并致使两端内弧之间的夹角与设计折弯角度相同,能够消除高出数模范围的数值,在冲压的时候,产品两端受到挤压,会使两端回弹及工件型面最高点增高,使最高点下降,从而使两端原有回弹量下降,进而将难以控制的产品回弹转换成容易得到控制的高度尺寸,成功的解决了产品成型不到位的问题。
17、(2)本发明中,通过将上面板和下面板的粗糙度至少0.8μm以下,能够提高整形效果。
技术特征:1.一种产品成型到位的方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种产品成型到位的方法,其特征在于,所述第一设定范围为回弹数值小于或等于0.8mm。
3.根据权利要求1所述的一种产品成型到位的方法,其特征在于,所述产品的折弯点形成最高点,所述最高点与产品两端连线的垂线距离形成垂线高度,所述s2中的垂线高度大于s3中的垂线高度,所述s3中的垂线高度与理论高度相同。
4.根据权利要求1所述的一种产品成型到位的方法,其特征在于,所述s3中对折弯件的最高点给力。
5.根据权利要求3所述的一种产品成型到位的方法,其特征在于,所述s2中的垂线高度与s3中的垂线高度的差值为0.5mm-1.5mm。
6.根据权利要求1所述的一种产品成型到位的方法,其特征在于,所述产品两端内弧之间的夹角为锐角。
7.采用权利要求1-6任意一项所述的产品成型到位的方法的成型模具,其特征在于,包括上模、下模,所述上模与下模之间通过导柱相连,所述上模能够相对于下模移动,且上模固定连接有与导柱相适配的导套,所述上模与下模的与产品相连的一端形成工作面。
8.根据权利要求7所述的一种产品成型到位的方法,其特征在于,所述上模包括固接的上模板、上面板,所述下模包括固接的下模板、下面板,所述上面板和下面板分别固定在上模板和下模板朝向产品的一端,所述上面板与下面板的粗糙度小于0.8μm。
9.根据权利要求7所述的一种产品成型到位的方法,其特征在于,所述上模与下模之间还设有限位柱。
10.采用权利要求1-6任意一项所述的产品成型到位的方法制造的产品,其特征在于,所述产品精度与理论值误差在±0.3mm之间。
技术总结本发明公开了一种产品成型到位的方法、成型模具、产品,包括如下步骤:S1、将产品回弹区域设置于产品两端,并将其回弹控制在第一设定范围内,所述产品两端间的任意点能够形成产品最高点;S2、在产品折弯时,控制产品两端内弧之间的夹角大于设计折弯角度,所述产品的回弹区域朝向内弧。本发明中,通过将产品回弹区域设置于产品两端,在两端更容易控制精度,将产品两端内弧之间的夹角大于设计折弯角度,能够获得更好地塑性变形,即高出数模高度一定范围,进而将难以控制的产品回弹转换成容易得到控制的高度尺寸,成功的解决了产品成型不到位的问题。技术研发人员:葛刚,饶建,朱喜双,雷陈皓,戴慧君,帅秋霞受保护的技术使用者:保隆(安徽)汽车配件有限公司技术研发日:技术公布日:2024/9/26本文地址:https://www.jishuxx.com/zhuanli/20240929/312353.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种双头倒棱机的制作方法
下一篇
返回列表