一种石油套管与接箍拧紧J值的在线测量方法与流程
- 国知局
- 2024-10-09 15:17:18
本发明属于钢管生产过程测量,更具体地说,是涉及一种石油套管与接箍拧紧j值的在线测量方法。
背景技术:
1、按照石油套管生产相关质量控制标准(api),圆螺纹石油套管接箍与管体机紧完成后需要对“j”值进行测量。
2、在api标准中,j值定义为“机器拧紧状态下管端到接箍中心面的距离”并规定了j值的理论值。j值是管端螺纹与接箍螺纹配合的装配尺寸。实际上反映了内、外螺纹的啮合长度,拧紧时的过盈量等。j值的大小与套管内、外螺纹加工的尺寸精度、公差配合以及接箍上紧力矩的大小均有直接关系,是这些因素的综合反映,对于反映套管连接质量有重要意义。
3、目前,对于j值的测量包括两种方式,其一为传统方式,即为采用人工将深度尺测量接箍现场端端面到管端的距离,然后根据相关公式进行计算,全部操作为人工完成,效率低;其二为采用3d相机成像、激光测距方式进行自动测量,但由于测量轴线与装配轴线的偏差等因素影响存在测量误差值高的缺点,设备抗环境干扰能力差,难以稳定运行。
技术实现思路
1、本发明的目的在于提供一种石油套管与接箍拧紧j值的在线测量方法,旨在降低j值的测量误差,提高测量效率。
2、为实现上述目的,本发明采用的技术方案是:提供一种石油套管与接箍拧紧j值的在线测量方法,包括以下步骤:
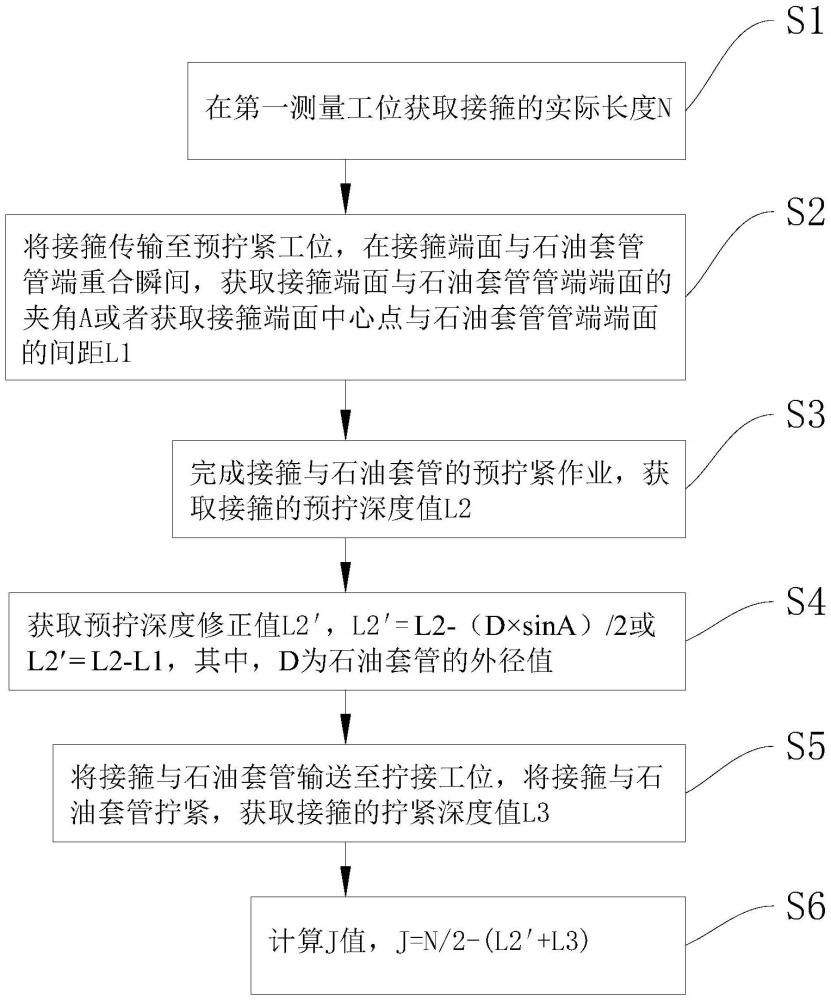
3、s1、在第一测量工位获取接箍的实际长度n;
4、s2、将接箍传输至预拧紧工位,在接箍端面与石油套管管端重合瞬间,获取接箍端面与石油套管管端端面的夹角a或者获取接箍端面中心点与石油套管管端端面的间距l1;
5、s3、完成接箍与石油套管的预拧紧作业,获取接箍的预拧深度值l2;
6、s4、获取预拧深度修正值l2′,l2′=l2-(d×sina)/2或l2′=l2-l1,其中,d为石油套管的外径值;
7、s5、将接箍与石油套管输送至拧接工位,将接箍与石油套管拧紧,获取接箍的拧紧深度值l3;
8、s6、计算j值,j=n/2-(l2′+l3)。
9、在一种可能的实现方式中,所述步骤s1中,接箍的实际长度采用测长装置进行测量,所述测长装置包括测量台,所述测量台的一侧设有挡板,所述测量台的另一侧设有测长气缸,所述测长气缸上设有测长传感器,所述测长传感器用于感应所述测长气缸动作端的行程,被测接箍设于所述测量台上,并位于所述挡板与所述测长气缸之间。
10、在一种可能的实现方式中,接箍的实际长度测量包括以下步骤:获取所述测长气缸动作端位于初始位置时,所述测长气缸动作端与挡板的间距l,将被测接箍放置在所述挡板与所述测长气缸之间,启动所述测长气缸,所述测长气缸的动作端推动被测接箍,使被测接箍抵压在所述挡板上,观测所述测长传感器的示数,当所述示数保持不变并稳定在1秒以上时,得到所述测长气缸动作端的行程s,计算接箍的实际长度n=l-s。
11、在一种可能的实现方式中,所述步骤s2具体包括:
12、在预拧紧工位,先将接箍与石油套管分别夹紧固定,预拧机带着接箍向石油套管管端方向前进,对射光电开关在接箍端面与石油套管管端端面的重合瞬间,获取到重合信号,并将重合信号发送到控制器,控制器控制工业摄像机拍摄下接箍端面与石油套管管端端面重合瞬间的轮廓图像,工业摄像机将获得的所述轮廓图像发送至控制器,控制器通过分析得到接箍端面与石油套管管端重合瞬间,接箍端面与石油套管管端端面的夹角a或者接箍端面中心点与石油套管管端端面的间距l1。
13、在一种可能的实现方式中,所述步骤s3具体包括:
14、在控制器收到所述重合信号时,控制器控制设置在预拧机上第一旋转编码器开始计数,当预拧机前进到达设定预拧长度或者扭矩时,预拧机停止,获取第一旋转编码器的计数值m1,通过计算得到接箍的预拧深度值l2=m1*p,其中,p为石油套管管端螺纹的螺距。
15、在一种可能的实现方式中,所述步骤s5具体包括:
16、在拧接工位,将接箍与石油套管固定,启动拧接机对接箍与石油套管开始拧接,同时设置在拧接机上的第二旋转编码器开始计数,当拧接扭矩达到api按标准后,拧接机停止,第二旋转编码器停止计数并获取计数值m2,通过计算得到接箍的拧紧深度值l3=m2*p,其中,p为石油套管管端螺纹的螺距。
17、在一种可能的实现方式中,获取接箍端面与石油套管管端端面重合瞬间的轮廓图像的具体步骤包括:
18、在控制器收到所述重合信号时,控制器控制预拧机停止前进,并通过夹具同时控制接箍和石油套管同步转动,工业摄像机进行拍摄,获取接箍与石油套管的周向轮廓图像。
19、在一种可能的实现方式中,获取接箍端面与石油套管管端端面的夹角a的具体步骤包括:
20、根据接箍端面与石油套管管端端面重合瞬间的轮廓图像,设定轮廓图像中接箍端面与石油套管管端端面的重合点为a,设定轮廓图像中在接箍端面与石油套管管端端面偏离最大位置处,石油套管管端端面上对应的点为b,接箍端面上对应的点为c,所述夹角a为线段ab与线段ac的夹角。
21、在一种可能的实现方式中,获取接箍端面中心点与石油套管管端端面的间距l1的具体步骤包括:
22、根据接箍端面与石油套管管端端面重合瞬间的轮廓图像,设定轮廓图像中接箍端面与石油套管管端端面的重合点为a,设定轮廓图像中在接箍端面与石油套管管端端面偏离最大位置处,石油套管管端端面上对应的点为b,接箍端面上对应的点为c,设定线段ab的中点为d,线段ab上经过d点的垂线与线段ac相交于e点,所述间距l1为线段de的长度值。
23、本发明提供的一种石油套管与接箍拧紧j值的在线测量方法的有益效果在于:与现有技术相比,本发明一种石油套管与接箍拧紧j值的在线测量方法,在对石油套管与接箍拧紧j值的测量过程中,通过对预拧紧工序得到的预拧深度值进行修正,得到预拧深度修正值,并通过预拧深度修正值计算得到j值,从而提高j值测量精度,满足产品质量标准。
技术特征:1.一种石油套管与接箍拧紧j值的在线测量方法,其特征在于,包括以下步骤:
2.如权利要求1所述的一种石油套管与接箍拧紧j值的在线测量方法,其特征在于,所述步骤s1中,接箍的实际长度采用测长装置进行测量,所述测长装置包括测量台,所述测量台的一侧设有挡板,所述测量台的另一侧设有测长气缸,所述测长气缸上设有测长传感器,所述测长传感器用于感应所述测长气缸动作端的行程,被测接箍设于所述测量台上,并位于所述挡板与所述测长气缸之间。
3.如权利要求2所述的一种石油套管与接箍拧紧j值的在线测量方法,其特征在于,接箍的实际长度测量包括以下步骤:获取所述测长气缸动作端位于初始位置时,所述测长气缸动作端与挡板的间距l,将被测接箍放置在所述挡板与所述测长气缸之间,启动所述测长气缸,所述测长气缸的动作端推动被测接箍,使被测接箍抵压在所述挡板上,观测所述测长传感器的示数,当所述示数保持不变并稳定在1秒以上时,得到所述测长气缸动作端的行程s,计算接箍的实际长度n=l-s。
4.如权利要求1所述的一种石油套管与接箍拧紧j值的在线测量方法,其特征在于,所述步骤s2具体包括:
5.如权利要求4所述的一种石油套管与接箍拧紧j值的在线测量方法,其特征在于,所述步骤s3具体包括:
6.如权利要求1所述的一种石油套管与接箍拧紧j值的在线测量方法,其特征在于,所述步骤s5具体包括:
7.如权利要求4所述的一种石油套管与接箍拧紧j值的在线测量方法,其特征在于,获取接箍端面与石油套管管端端面重合瞬间的轮廓图像的具体步骤包括:
8.如权利要求7所述的一种石油套管与接箍拧紧j值的在线测量方法,其特征在于,获取接箍端面与石油套管管端端面的夹角a的具体步骤包括:
9.如权利要求7所述的一种石油套管与接箍拧紧j值的在线测量方法,其特征在于,获取接箍端面中心点与石油套管管端端面的间距l1的具体步骤包括:
技术总结本发明提供了一种石油套管与接箍拧紧J值的在线测量方法,属于钢管生产过程测量技术领域,包括以下步骤,首先获取接箍的实际长度N,在预拧紧工序中,在接箍端面与石油套管管端重合瞬间,获取接箍端面与石油套管管端端面的夹角A或者获取接箍端面中心点与石油套管管端端面的间距L1,获取接箍的预拧深度值L2,计算获取预拧深度修正值L2′,L2′=L2‑(D×sinA)/2或L2′=L2‑L1,其中,D为石油套管的外径值,拧接接箍与石油套管,获取接箍的拧紧深度值L3,计算J值,J=N/2‑(L2′+L3)。本发明提供的一种石油套管与接箍拧紧J值的在线测量方法,降低J值的测量误差,提高测量效率。技术研发人员:闫东成受保护的技术使用者:达力普石油专用管有限公司技术研发日:技术公布日:2024/9/29本文地址:https://www.jishuxx.com/zhuanli/20241009/308215.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表