青稞酒灌装包装生产线及青稞酒灌装包装方法与流程
- 国知局
- 2024-10-15 10:19:40
本发明涉及酒类生产,特别是青稞酒灌装包装生产线及青稞酒灌装包装方法。
背景技术:
1、青稞酒是一种以青藏高原出产的青稞为主要原料酿制的酒,具有清香醇厚、绵甜爽净,饮后头不痛、口不渴等独特风格。传统青稞酒的灌装和包装方式主要有两种,一种是人工将青稞酒灌装入酒瓶中,之后再进行包装,该方式生产效率低,产能有限;另一种是采用灌装设备将青稞酒灌装入酒瓶中,之后再进行人工或机器打包包装,以实现青稞酒的批量生产。但由于批量生产的青稞酒,往往还需要进行酒瓶清洗、消毒、贴标等工序,因此所需设备较多。目前,酒企厂房中,这些设备基本上相对独立地布设,并未形成生产线,自动化程度较低,不仅需要大量的工人来输送物料进入下一工序,而且人工劳动强度较高,生产效率较低,还存在安全风险。
技术实现思路
1、本发明提供了一种青稞酒灌装包装生产线及青稞酒灌装包装方法,旨在提高青稞酒灌装包装的自动化程度。
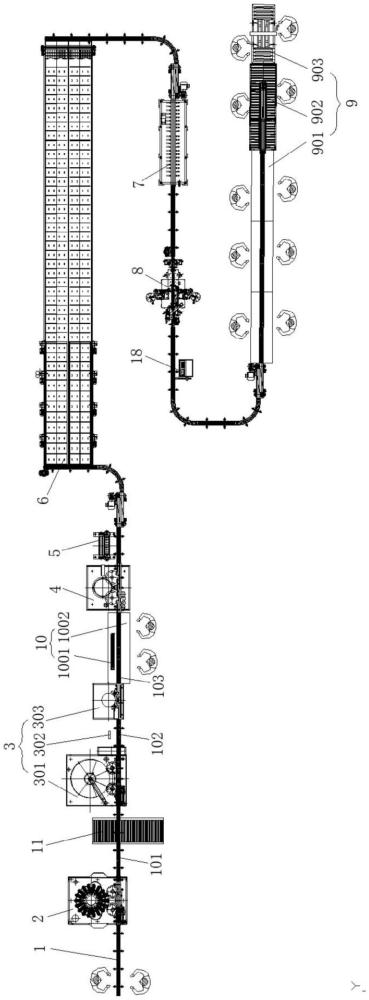
2、本发明解决其技术问题所采用的技术方案是:青稞酒灌装包装生产线,包括具有连续输送带的输送机构,以及通过连续输送带依次衔接起来的酒瓶清洗设备、灌装设备、旋盖机、防伪盖压盖机、巴氏灭菌机、烘干机、贴标机和装盒装箱操作台。
3、进一步的,所述灌装设备包括第一灌装机、监测装置、第二灌装机和控制器;
4、所述第一灌装机与第二灌装机之间的输送带为第二段输送带;
5、所述监测装置和第二灌装机均与控制器电连接;
6、所述监测装置的监测范围至少能够覆盖到第二段输送带的传送区域的一部分,用于监测经过该传送区域的瓶装酒是否灌装合格;
7、所述控制器能够控制第二灌装机对监测装置监测到的灌装不合格的瓶装酒进行补灌。
8、进一步的,所述第二灌装机与旋盖机之间的输送带为第三段输送带;所述第二灌装机与旋盖机之间设置有灯检工位,所述灯检工位包括检验灯和观测位置,所述检验灯和观测位置分别位于第三段输送带的两侧;
9、所述检验灯呈长条状,且所述检验灯沿第三段输送带的传送方向布设;
10、所述观测位置用于供检测人员站位,以便检测人员观测检验灯照射到的瓶装酒。
11、进一步的,所述检验灯的长度为第三段输送带长度的1/2-2/3。
12、进一步的,所述酒瓶清洗设备与第一灌装机之间的输送带为第一段输送带,横跨所述第一段输送带设置有跨线梯。
13、进一步的,青稞酒灌装包装生产线的布置形态为由“一”字形与“s”字形首尾衔接组成的形态;
14、所述“一”字形形态段是由连续输送带依次衔接的酒瓶清洗设备、灌装设备、灯检工位、旋盖机和防伪盖压盖机沿第一方向布设,形成的直线形态;
15、所述“s”字形形态段是由连续输送带依次衔接的巴氏灭菌机、烘干机、贴标机和装盒装箱操作台沿“s”字形路径布设,形成的蜿蜒形态;
16、所述“一”字形形态段的尾端与“s”字形形态段的首端通过第一过渡段相连,所述第一过渡段是由衔接防伪盖压盖机和巴氏灭菌机的输送带形成的弧线形态。
17、进一步的,所述“s”字形形态段包括彼此平行的第一段、第二段和第三段,以及将第一段和第二段首尾衔接起来的第二过渡段,将第二段和第三段首尾衔接起来的第三过渡段;所述第一段是由巴氏灭菌机沿第一方向布设形成的直线形态;所述第二段是由连续输送带依次衔接的烘干机和贴标机沿第二方向布设形成的直线形态,所述第二方向与第一方向相反;所述第三段是由装盒装箱操作台沿第一方向布设形成的直线形态;所述第二过渡段是由衔接巴氏灭菌机和烘干机的输送带形成的弧线形态;所述第三过渡段是由衔接贴标机和装盒装箱操作台的输送带形成的弧线形态;所述“一”字形形态段沿第一方向的延长线位于第一段和第二段之间。
18、进一步的,青稞酒灌装包装生产线还包括打码设备,所述打码设备的进料端与贴标机的出料端衔接,所述打码设备的出料端与装盒装箱操作台的进料端衔接,所述打码设备用于对从贴标机出来的瓶装酒进行打码。
19、进一步的,所述装盒装箱操作台包括沿第一方向依次衔接起来的装盒操作台、装箱操作台和封箱台;
20、所述装盒操作台为两个,且两个所述装盒操作台设置在该段输送带的两侧;
21、所述装箱操作台为两个,且两个所述装箱操作台设置在该段输送带的两侧;
22、所述封箱台为一个,且所述封箱台位于装箱操作台的出料端,所述封箱台用于对装箱后的箱子进行封箱。
23、青稞酒灌装包装方法,基于青稞酒灌装包装生产线进行灌装和包装,包括以下步骤:
24、s1将空酒瓶放置在连续输送带前端,由连续输送带输送至酒瓶清洗设备进行清洗;
25、s2清洗后的空酒瓶继续被输送至灌装设备进行青稞酒灌装,形成瓶装酒;
26、s3灌装后的瓶装酒继续被输送至灯检工位进行检测,剔除次品;
27、s4检测后的良品瓶装酒继续被输送至旋盖机进行旋盖;
28、s5旋盖后的瓶装酒继续被输送至防伪盖压盖机进行加盖防伪盖;
29、s6加盖防伪盖后的瓶装酒继续被输送至巴氏灭菌机内灭菌;
30、s7灭菌后的瓶装酒继续被输送至烘干机烘干酒瓶外壁;
31、s8烘干后的瓶装酒继续被输送至贴标机进行贴标;
32、s9贴标后的酒瓶继续被输送至装盒装箱操作台,进行包装形成青稞酒装箱产品。
33、本发明的有益效果是:该青稞酒灌装包装生产线包括具有连续输送带的输送机构,以及通过连续输送带依次衔接起来的酒瓶清洗设备、灌装设备、旋盖机、防伪盖压盖机、巴氏灭菌机、烘干机、贴标机和装盒装箱操作台,通过各设备协作能够实现以下工艺流程:“清洗空酒瓶→对空酒瓶进行青稞酒灌装→对灌装有青稞酒的瓶装酒旋盖→对旋盖后的瓶装酒加盖防伪盖→对加盖防伪盖后的瓶装酒进行巴氏灭菌处理→对灭菌处理后的瓶装酒酒瓶外壁进行烘干→对烘干后的瓶装酒进行贴标→对贴标后的瓶装酒进行装盒装箱操作”,从而完成对青稞酒的灌装和包装。该生产线提高了整个生产过程的自动化程度,生产效率较高,青稞酒的产能较高,且整个生产过程中所需工作人员较少,利于节省人力资源,并大大降低了人工劳动强度;另外,整个生产线的布置形态为“一”字形与“s字形”首尾衔接组成的形态,使得组成该生产线上各设备布置紧凑、合理,能充分利用厂房空间。
技术特征:1.青稞酒灌装包装生产线,其特征在于,包括具有连续输送带(1)的输送机构,以及通过连续输送带(1)依次衔接起来的酒瓶清洗设备(2)、灌装设备(3)、旋盖机(4)、防伪盖压盖机(5)、巴氏灭菌机(6)、烘干机(7)、贴标机(8)和装盒装箱操作台(9)。
2.根据权利要求1所述的青稞酒灌装包装生产线,其特征在于,所述灌装设备(3)包括第一灌装机(301)、监测装置(302)、第二灌装机(303)和控制器;
3.根据权利要求2所述的青稞酒灌装包装生产线,其特征在于,所述第二灌装机(303)与旋盖机(4)之间的输送带为第三段输送带(103);所述第二灌装机(303)与旋盖机之间设置有灯检工位(10),所述灯检工位(10)包括检验灯(1001)和观测位置(1002),所述检验灯(1001)和观测位置(1002)分别位于第三段输送带(103)的两侧;
4.根据权利要求3所述的青稞酒灌装包装生产线,其特征在于,所述检验灯(1001)的长度为第三段输送带(103)长度的1/2-2/3。
5.根据权利要求4所述的青稞酒灌装包装生产线,其特征在于,所述酒瓶清洗设备(2)与第一灌装机(301)之间的输送带为第一段输送带(101),横跨所述第一段输送带(101)设置有跨线梯(11)。
6.根据权利要求1-3任意一项所述的青稞酒灌装包装生产线,其特征在于,青稞酒灌装包装生产线的布置形态为由“一”字形与“s”字形首尾衔接组成的形态;
7.根据权利要求6所述的青稞酒灌装包装生产线,其特征在于,所述“s”字形形态段包括彼此平行的第一段(12)、第二段(13)和第三段(14),以及将第一段(12)和第二段(13)首尾衔接起来的第二过渡段(15),将第二段(13)和第三段(13)首尾衔接起来的第三过渡段(16);所述第一段(12)是由巴氏灭菌机(6)沿第一方向布设形成的直线形态;所述第二段(13)是由连续输送带(1)依次衔接的烘干机(7)和贴标机(8)沿第二方向布设形成的直线形态,所述第二方向与第一方向相反;所述第三段(14)是由装盒装箱操作台(9)沿第一方向布设形成的直线形态;所述第二过渡段(15)是由衔接巴氏灭菌机(6)和烘干机(7)的输送带形成的弧线形态;所述第三过渡段(16)是由衔接贴标机(8)和装盒装箱操作台(9)的输送带形成的弧线形态;所述“一”字形形态段沿第一方向的延长线位于第一段(12)和第二段(13)之间。
8.根据权利要求7所述的青稞酒灌装包装生产线,其特征在于,青稞酒灌装包装生产线还包括打码设备(18),所述打码设备(18)的进料端与贴标机(8)的出料端衔接,所述打码设备(18)的出料端与装盒装箱操作台(9)的进料端衔接,所述打码设备(18)用于对从贴标机(8)出来的瓶装酒进行打码。
9.根据权利要求8所述的青稞酒灌装包装生产线,其特征在于,所述装盒装箱操作台(9)包括沿第一方向依次衔接起来的装盒操作台(901)、装箱操作台(902)和封箱台(903);
10.青稞酒灌装包装方法,基于权利要求3-9任意一项所述的青稞酒灌装包装生产线进行灌装和包装,其特征在于,包括以下步骤:
技术总结本发明属于酒类生产技术领域,具体公开了一种青稞酒灌装包装生产线及青稞酒灌装包装方法。青稞酒灌装包装生产线包括具有连续输送带的输送机构,以及通过连续输送带依次衔接起来的酒瓶清洗设备、灌装设备、旋盖机、防伪盖压盖机、巴氏灭菌机、烘干机、贴标机和装盒装箱操作台。本发明通过各设备间的协作实现青稞酒的灌装和包装,提高了整个生产过程的自动化程度,生产效率较高,青稞酒的产能较高,且整个生产过程中所需工作人员较少,利于节省人力资源,并大大降低了人工劳动强度;另外,整个生产线的布置形态为“一”字形与“S字形”首尾衔接组成的形态,使得组成该生产线上各设备布置紧凑、合理,能充分利用厂房空间。技术研发人员:赵贵安,李成吉,吴志川受保护的技术使用者:四川雅安五彩碧峰酒业有限公司技术研发日:技术公布日:2024/10/10本文地址:https://www.jishuxx.com/zhuanli/20241014/317274.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表