一种用于超薄下风嘴的组对焊接装置及其使用方法与流程
- 国知局
- 2024-10-15 09:36:21
本发明涉及焊接装置,特别是指一种用于超薄下风嘴的组对焊接装置及其使用方法。
背景技术:
1、超薄下风嘴具体为超薄玻璃退火窑下风嘴,其是玻璃退火窑的重要组成部分,主要由2毫米厚的薄板折弯焊接而成,大型退火窑下风嘴长度达4384毫米,需要四个组件拼在一起组对焊接,在焊接过程中容易出现弯曲和扭曲,影响退火工艺的正常运行,进而造成玻璃生产的不合格。
2、专利文献cn109262158 a公开了一种超薄玻璃退火窑下风嘴组对焊接装置,通过方管芯和方形框体固定支撑下风嘴的待焊件(工件),在使用过程中,存在以下问题:1、工件焊接后,容易紧贴在方管芯的外侧,且整体长度较长,焊接后的工件不易取下,需要用夹子夹住工件,然后采用拉力装置取下;2、采用首尾相接的方形框体和楔形块板固定工件,方形框体容易遮挡部分直线焊缝,影响焊接的顺利进行;3、拆卸焊接后的工件,需要转动丝杠使其向下压端轴,从而使拖轴翘起,端轴、方管芯和拖轴的整体长度较长,且有一定的重量,下压翘起的过程费时费力。
技术实现思路
1、本发明提出一种用于超薄下风嘴的组对焊接装置及其使用方法,通过导向筒、顶杆、连杆和滑孔的配合,带动定位板撑开和收缩,方便直接取下焊接后的超薄下风嘴,省去了拉力装置。
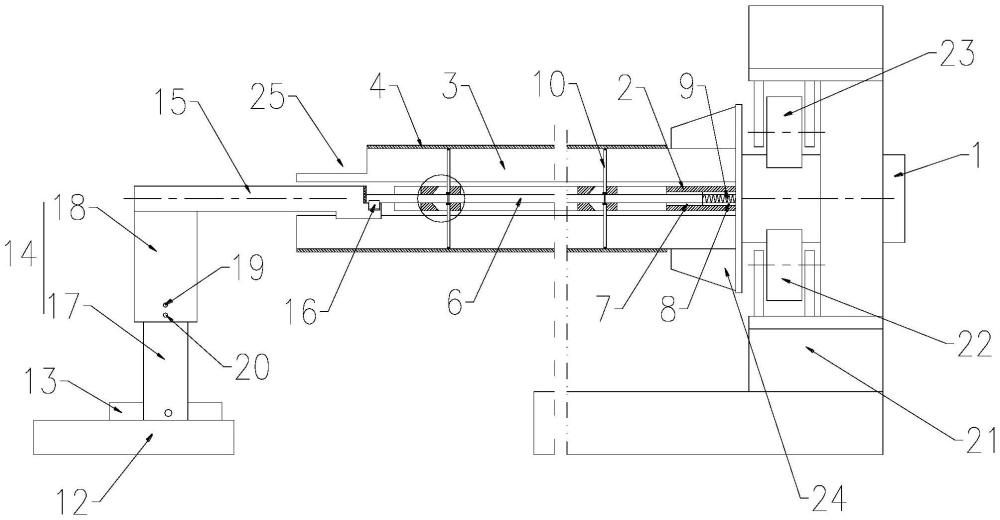
2、本发明的技术方案是这样实现的:一种用于超薄下风嘴的组对焊接装置,包括方管芯组件,方管芯组件包括右端轴,右端轴的左侧固定有水平的导向筒,导向筒的上方和下方均设置有定位板,定位板为开口朝向导向筒的u型直角板,定位板上对应超薄下风嘴的焊接处设置有陶瓷衬垫,导向筒的上下两侧沿轴向均间隔设有滑动孔,滑动孔的左端为倾斜面,右端为竖向面,导向筒内设置有水平滑动的顶杆,顶杆右端的导向筒内设置有复位弹簧,顶杆的上下两端均沿轴向间隔铰接有连杆,连杆与滑动孔一一对应,连杆的自由端穿过对应的滑动孔,且与对应的定位板铰接,连杆左侧的顶杆上固定有挡块,右端轴与右支架转动相连,顶杆的左端与左支架转动且可拆卸相连。
3、进一步地,左支架包括底座,底座上设置有导轨,导轨上滑动设置有高度可调的立柱,立柱的下端与导轨通过插销可拆卸相连,立柱的上端固定有左端轴,左端轴的右端与顶杆左端相抵,且设置两个用于支撑顶杆左端的左托辊。
4、进一步地,还包括多个方形框体,方形框体包括两个相向设置有半框体,两个半框体的端部之间间隔设置,半框体包括l型框体,l型框体的上端设置有连接孔,连接孔处设置有插接板,插接板上侧的连接孔处插接有楔形块。
5、进一步地,顶杆的右端沿周向均布有限位块,导向筒内设置有与限位块配合的限位槽。
6、进一步地,右支架包括支架座,支架座上设置有两个用于支撑右端轴的下托轮,右端轴上侧的支架座上还设置有两个用于限位右端轴的上托轮,右端轴与支架座还通过轴承相连。
7、进一步地,右端轴的左侧还固定有端部定位块。
8、进一步地,上方的定位板的左端设置有缺口。
9、所述组对焊接装置的使用方法,包括以下步骤:
10、(1)安装左支架,左支架推动顶杆和连杆右移,复位弹簧压缩,连杆在滑动孔竖向面的作用下从倾斜变为竖向,带动定位板撑开;
11、(2)将超薄下风嘴的待焊件组对套装在两个定位板的外侧,焊接完成后,拆卸左支架,复位弹簧伸展,推动顶杆和连杆左移,连杆在滑动孔倾斜面的作用下从竖向变为倾斜,带动定位板复位;
12、(3)从定位板上取下焊接完成后的超薄下风嘴。
13、进一步地,步骤(2)中,将超薄下风嘴的待焊件组对套装在两个定位板的外侧,然后在待焊件的两侧均间隔固定多个半框体,待焊件的直线焊缝位于半框体的间隔处,半框体的固定方法如下:将l型框体紧贴待焊件的下端和侧壁,然后将插接板置于待焊件的上端,并使插接板的端部穿过连接孔,最后将楔形块的尖端插入连接孔内。
14、本发明的有益效果:
15、本发明通过导向筒、顶杆、连杆和滑孔的配合,带动定位板撑开和收缩,当需要焊接超薄下风嘴的待焊件,定位板撑开,用于支撑待焊件,当需要取下焊接完成的超薄下风嘴时,定位板收缩,松开超薄下风嘴,方便直接取下焊接后的超薄下风嘴,省去了拉力装置;而且陶瓷衬垫的设置,保护焊接接头免受氧化、熔散等不良影响;防止焊接热量对母材造成影响,减少母材的热变形和焊接变形。
16、本发明的方形框体为两个相向且间隔设置的半框体,超薄下风嘴待焊件的直线焊缝位于半框体的间隔处,便于直线焊缝全部外露,确保焊接的顺利进行,提高焊接效率。
17、本发明的右支架通过下托轮、上托轮和轴承支撑右端轴,同时配合左支架支撑顶杆的左端,进而有利于保证方管芯件的水平度;而左支架的立柱竖向高度可调,也便于左托辊靠近或者远离顶杆,进而便于左支架的拆卸,无需使顶杆左端翘起,方便操作。
技术特征:1.一种用于超薄下风嘴的组对焊接装置,包括方管芯组件,方管芯组件包括右端轴,其特征在于:右端轴的左侧固定有水平的导向筒,导向筒的上方和下方均设置有定位板,定位板为开口朝向导向筒的u型直角板,定位板上对应超薄下风嘴的焊接处设置有陶瓷衬垫,导向筒的上下两侧沿轴向均间隔设有滑动孔,滑动孔的左端为倾斜面,右端为竖向面,导向筒内设置有水平滑动的顶杆,顶杆右端的导向筒内设置有复位弹簧,顶杆的上下两端均沿轴向间隔铰接有连杆,连杆与滑动孔一一对应,连杆的自由端穿过对应的滑动孔,且与对应的定位板铰接,连杆左侧的顶杆上固定有挡块,右端轴与右支架转动相连,顶杆的左端与左支架转动且可拆卸相连。
2.根据权利要求1所述的一种用于超薄下风嘴的组对焊接装置,其特征在于:左支架包括底座,底座上设置有导轨,导轨上滑动设置有高度可调的立柱,立柱的下端与导轨通过插销可拆卸相连,立柱的上端固定有左端轴,左端轴的右端与顶杆左端相抵,且设置两个用于支撑顶杆左端的左托辊。
3.根据权利要求1或2所述的一种用于超薄下风嘴的组对焊接装置,其特征在于:还包括多个方形框体,方形框体包括两个相向设置有半框体,两个半框体的端部之间间隔设置,半框体包括l型框体,l型框体的上端设置有连接孔,连接孔处设置有插接板,插接板上侧的连接孔处插接有楔形块。
4.根据权利要求1所述的一种用于超薄下风嘴的组对焊接装置,其特征在于:顶杆的右端沿周向均布有限位块,导向筒内设置有与限位块配合的限位槽。
5.根据权利要求1所述的一种用于超薄下风嘴的组对焊接装置,其特征在于:右支架包括支架座,支架座上设置有两个用于支撑右端轴的下托轮,右端轴上侧的支架座上还设置有两个用于限位右端轴的上托轮,右端轴与支架座还通过轴承相连。
6.根据权利要求1所述的一种用于超薄下风嘴的组对焊接装置,其特征在于:右端轴的左侧还固定有端部定位块。
7.根据权利要求1所述的一种用于超薄下风嘴的组对焊接装置,其特征在于:上方的定位板的左端设置有缺口。
8.权利要求1-7之一所述的组对焊接装置的使用方法,其特征在于,包括以下步骤:
9.根据权利要求8所述的使用方法,其特征在于,步骤(2)中,将超薄下风嘴的待焊件组对套装在两个定位板的外侧,然后在待焊件的两侧均间隔固定多个半框体,待焊件的直线焊缝位于半框体的间隔处,半框体的固定方法如下:将l型框体紧贴待焊件的下端和侧壁,然后将插接板置于待焊件的上端,并使插接板的端部穿过连接孔,最后将楔形块的尖端插入连接孔内。
技术总结本发明提出了一种用于超薄下风嘴的组对焊接装置及其使用方法,所述组对焊接装置,包括方管芯组件,方管芯组件包括右端轴,右端轴的左侧固定有导向筒,导向筒的上下方均设置有定位板,定位板上对应超薄下风嘴的焊接处设置有陶瓷衬垫,导向筒的上下两侧沿轴向均间隔设有滑动孔,滑动孔的左端为倾斜面,右端为竖向面,导向筒内设置有水平滑动的顶杆,顶杆右端的导向筒内设置有复位弹簧,顶杆的上下两端均铰接有连杆,连杆的自由端穿过滑动孔,且与定位板铰接,连杆左侧的顶杆上固定有挡块。本发明通过导向筒、顶杆、连杆和滑孔的配合,带动定位板撑开和收缩,方便直接取下焊接后的超薄下风嘴,省去了拉力装置。技术研发人员:黄绍民,王院利,陈志勇,潘雅男受保护的技术使用者:中国联合装备集团安阳机械有限公司技术研发日:技术公布日:2024/10/10本文地址:https://www.jishuxx.com/zhuanli/20241015/314685.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。