紧固装置和紧固方法与流程
- 国知局
- 2024-10-15 09:24:39
本发明涉及紧固装置和紧固方法。
背景技术:
1、在电动汽车的蓄电池组等产品的制造中,要求工序的自动化。对于要求自动化的工序之一,举出将螺栓或螺钉等紧固单元插入到工件上的紧固孔进行紧固的螺栓的紧固工序。
2、作为紧固工序的自动化的例子,例如具有日本特开2012-20345号公报。在日本特开2012-20345号公报中,公开了通过以紧固部件的移动轨迹成为螺旋状轨道的方式计算坐标来在宽范围内搜索紧固孔的位置的处理。
技术实现思路
1、日本特开2012-20345号公报公开了一种紧固装置,该紧固装置在螺钉未进入紧固孔内的情况下,以将某个地点作为中心向外扩展的螺旋状来搜索紧固孔。这样,通过以螺旋状进行搜索,存在紧固孔的搜索耗费时间这样的问题。
2、本发明的方案的目的之一在于,提供一种缩短螺栓的紧固处理所耗费的时间的紧固装置、紧固方法。
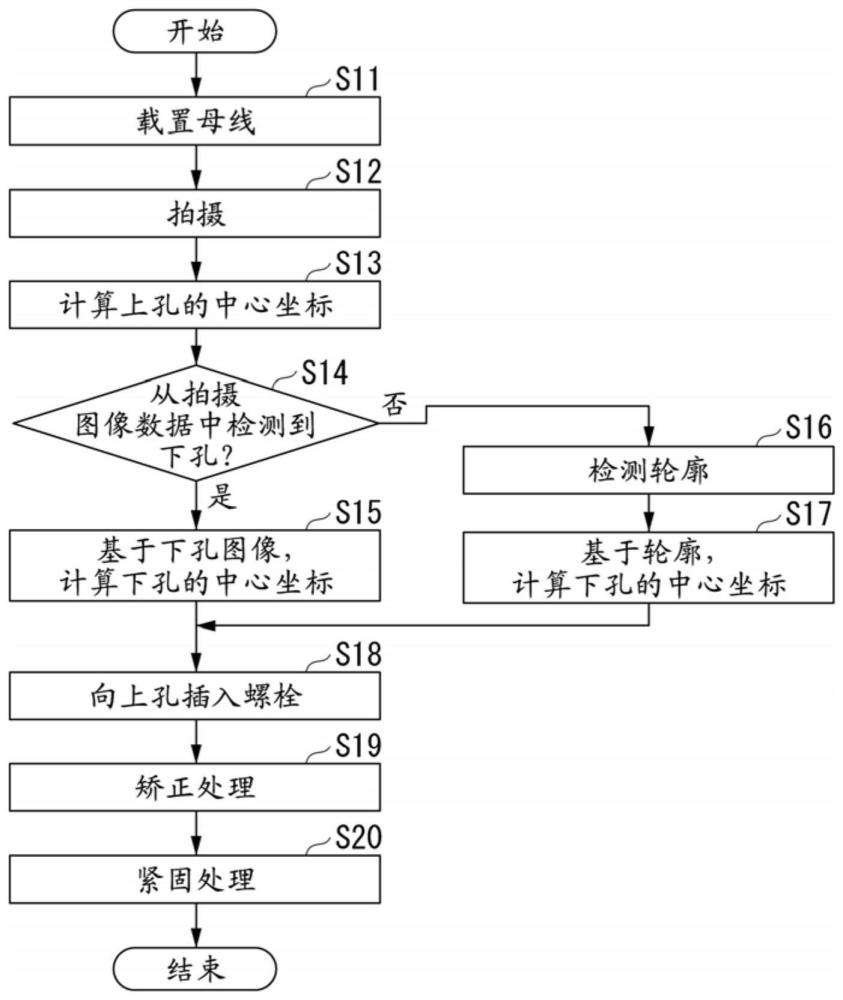
3、本发明的第一方案的紧固装置是通过对紧固构件进行紧固而将组装部件组装于被组装部件的紧固装置。紧固装置具备拍摄装置和控制装置。所述拍摄装置在具有第一紧固孔的所述组装部件被载置于具有第二紧固孔的所述被组装部件的上部的状态下,拍摄至少包含所述第一紧固孔在内的区域。所述控制装置基于拍摄图像,计算所述第一紧固孔的第一位置和所述第二紧固孔的第二位置。所述控制装置对机器人进行控制,基于所述第一位置使所述紧固构件移动并插入到所述第一紧固孔,并且,使所述紧固构件被插入到所述第一紧固孔的状态下的所述组装部件向所述第二位置的方向移动,根据检测到所述紧固构件被插入到所述第二紧固孔,对所述机器人进行控制,使所述紧固构件紧固。
4、第二方案在上述第一方案的紧固装置的基础上也可以是,所述控制装置在所述拍摄图像包含所述第二紧固孔的至少一部分图像的情况下,基于所述拍摄图像的所述第二紧固孔的图像,计算所述第二紧固孔的所述第二位置。
5、第三方案在上述第一方案或第二方案的紧固装置的基础上也可以是,所述紧固装置具备存储装置,该存储装置存储表示从所述被组装部件的轮廓到所述第二紧固孔的距离的距离信息,所述控制装置在所述拍摄图像不包含所述第二紧固孔的至少一部分图像的情况下,基于所述拍摄图像中的所述被组装部件的所述轮廓的位置和所述距离信息,计算所述第二位置。
6、第四方案在上述第一方案~第三方案中任一方案的紧固装置的基础上也可以是,所述紧固装置还具备力觉传感器,该力觉传感器计测向所述紧固构件施加的力,所述控制装置在使所述紧固构件被插入到所述第一紧固孔的状态下的所述组装部件向所述第二位置的方向移动时,在所述力觉传感器的传感器值超过第一阈值的情况下,使所述移动停止。
7、第五方案在上述第一方案~第四方案中任一方案的紧固装置的基础上也可以是,所述紧固装置具备计测向所述紧固构件施加的力的力觉传感器和计测所述紧固构件的移动量的位移传感器中的至少任一个传感器,所述控制装置在所述传感器的传感器值或所述传感器值的变化量超过第二阈值的情况下,检测到所述紧固构件被插入到所述第二紧固孔。
8、第六方案在上述第一方案~第五方案中任一方案的紧固装置的基础上也可以是,所述控制装置在使所述紧固构件被插入到所述第一紧固孔的状态下的所述组装部件向所述第二位置的方向移动之后未检测到所述紧固构件被插入到所述第二紧固孔的情况下,对所述机器人进行控制,使所述紧固构件被插入到所述第一紧固孔的状态下的所述组装部件一边变更移动方向一边进行往复运动。
9、第七方案在上述第一方案~第六方案中任一方案的紧固装置的基础上也可以是,所述控制装置在计算出的所述第一位置与所述第二位置的距离小于规定值的情况下,基于所述第一位置使所述紧固构件移动并插入到所述第一紧固孔,并且,不使所述紧固构件被插入到所述第一紧固孔的状态下的所述组装部件向所述第二位置的方向移动而使所述紧固构件紧固。
10、第八方案在上述第一方案~第七方案中任一方案的紧固装置的基础上也可以是,所述组装部件具有多个所述第一紧固孔,所述多个第一紧固孔中的一部分所述第一紧固孔在其他的所述第一紧固孔之后进行紧固处理,所述控制装置在放松了所述其他的第一紧固孔的所述紧固构件的紧固状态的状态下,使所述紧固构件被插入到所述一部分第一紧固孔的状态下的所述组装部件向所述第二位置的方向移动。
11、本发明的第九方案的紧固方法包括:在具有第一紧固孔的组装部件被载置于具有第二紧固孔的被组装部件的上部的状态下,拍摄至少包含所述第一紧固孔在内的区域;基于拍摄图像,计算所述第一紧固孔的第一位置和所述第二紧固孔的第二位置;对机器人进行控制,基于所述第一位置使紧固构件移动并插入到所述第一紧固孔,并且,使所述紧固构件被插入到所述第一紧固孔的状态下的所述组装部件向所述第二位置的方向移动;以及根据检测到所述紧固构件被插入到所述第二紧固孔,对所述机器人进行控制,使所述紧固构件紧固。
12、根据第一方案~第九方案,能够缩短螺栓的紧固处理所耗费的时间。
技术特征:1.一种紧固装置,其通过对紧固构件进行紧固而将组装部件组装于被组装部件,其中,
2.根据权利要求1所述的紧固装置,其中,
3.根据权利要求1或2所述的紧固装置,其中,
4.根据权利要求1或2所述的紧固装置,其中,
5.根据权利要求1或2所述的紧固装置,其中,
6.根据权利要求1或2所述的紧固装置,其中,
7.根据权利要求1或2所述的紧固装置,其中,
8.根据权利要求1或2所述的紧固装置,其中,
9.一种紧固方法,是通过对紧固构件进行紧固而将组装部件组装于被组装部件的紧固方法,
技术总结紧固装置通过对紧固构件进行紧固而将组装部件组装于被组装部件。紧固装置具备:拍摄装置,其在具有第一紧固孔的所述组装部件被载置于具有第二紧固孔的所述被组装部件的上部的状态下,拍摄至少包含所述第一紧固孔在内的区域;以及控制装置,其基于拍摄图像,计算所述第一紧固孔的第一位置和所述第二紧固孔的第二位置。所述控制装置对机器人进行控制,基于所述第一位置使所述紧固构件移动并插入到所述第一紧固孔,并且,使所述紧固构件被插入到所述第一紧固孔的状态下的所述组装部件向所述第二位置的方向移动,根据检测到所述紧固构件被插入到所述第二紧固孔,对所述机器人进行控制,使所述紧固构件紧固。技术研发人员:有光健,石塚康孝受保护的技术使用者:本田技研工业株式会社技术研发日:技术公布日:2024/10/10本文地址:https://www.jishuxx.com/zhuanli/20241015/313998.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。