一种适合于VC辊制造过程中套筒和芯轴应力校核方法与流程
- 国知局
- 2024-10-15 09:20:29
本发明涉及vc轧机技术,更具体地说,涉及一种适合于vc辊制造过程中套筒和芯轴应力校核方法。
背景技术:
1、随着汽车、航空航天、精密仪器行业的飞速发展,对高质量钢材的需求越来越大,要求越来越高。在轧制高质量钢材过程中,主要是对带材的平直度和厚度精度进行控制,其中的关键就在于对轧制时所产生的轧辊辊凸度给予正确补偿。以往人们通过改变轧辊原始的辊凸度和轧辊的热凸度来控制轧辊凸度,但是这种方法的效果是有限的,所以针对这个问题采用引进vc轧机并加以改进工艺的方法来解决。vc轧机的vc辊主要是由套筒和芯轴两部分组成,中间填充液压油来控制vc辊的辊凸度。在vc辊制造的过程中,vc辊套筒和芯轴的受热膨胀冷却收缩情况较为复杂,使得vc辊套筒和芯轴的实际过盈量和过盈力的计算难度提高。原始情况下,vc辊芯轴直径和套筒内径在过盈部位的直径差称为原始过盈量,由此过盈量产生的压力称为原始过盈力。对于套筒和芯轴而言,由于原始设计过程中套筒和芯轴直径导致的原始过盈量的存在,套筒和芯轴之间一直存在相互作用的过盈力。为保证vc辊在制造过程的顺利进行,需对vc辊套筒和芯轴过盈量及过盈力进行校核,使其满足轧辊的强度条件。
技术实现思路
1、针对现有技术中存在的缺陷,本发明的目的是提供一种适合于vc辊制造过程中套筒和芯轴应力校核方法,针对套筒和芯轴之间一直存在相互作用的过盈力,建立了vc辊套筒和芯轴应力校核方法模型,对套筒和芯轴的辊间压力进行校核。
2、为实现上述目的,本发明采用如下技术方案:
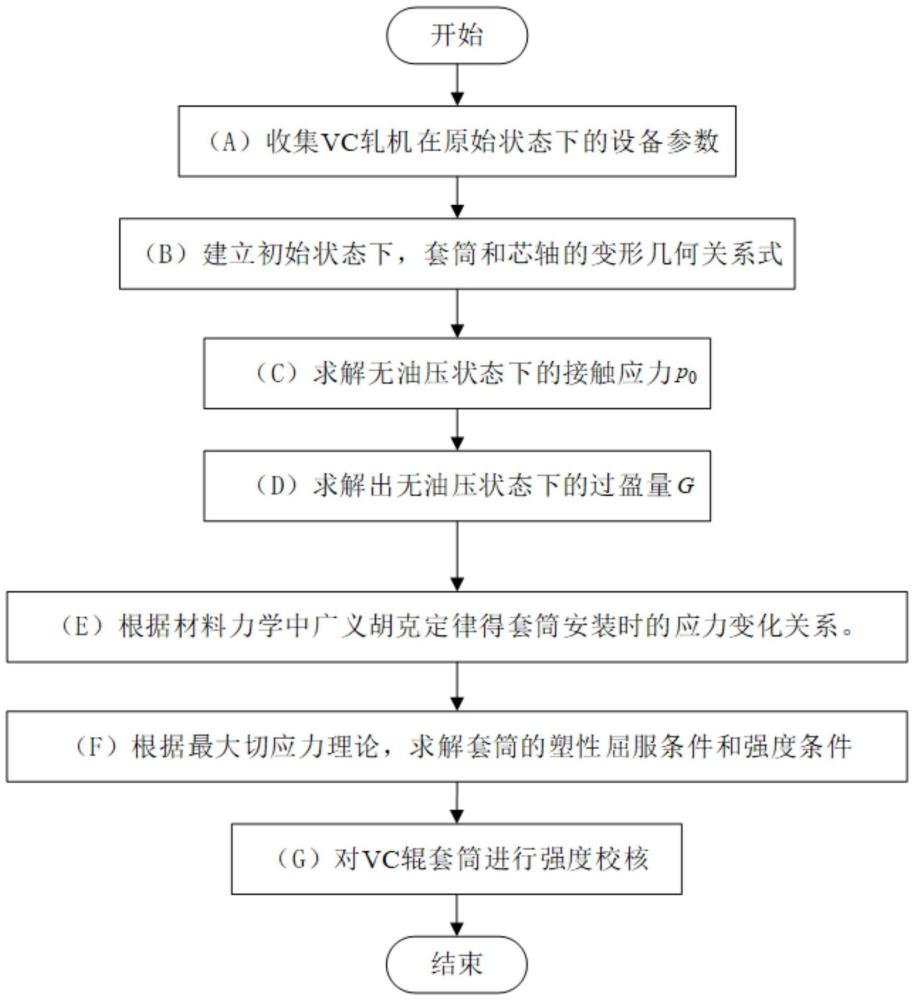
3、一种适合于vc辊制造过程中套筒和芯轴应力校核方法,包括以下步骤:
4、s1、收集vc轧机在原始状态下的设备参数;
5、s2、建立初始状态下,套筒和芯轴的变形几何关系式;
6、s3、求解出无油压状态下的过盈力p0;
7、s4、求解出无油压状态下的过盈量g;
8、s5、获得套筒安装后径向和周向应力的变化关系;
9、s6、求解套筒的塑性屈服条件和强度条件;
10、s7、对套筒进行强度校准。
11、较佳的,步骤s1中所述设备参数包括:套筒的内径d1、套筒的外径d2、芯轴的直径dx、工作辊弹性模量e、工作辊泊松比ν、套筒的屈服强度[σ]。
12、较佳的,步骤s2进一步包括:
13、建立一个未知量,即过盈力p0的函数:
14、
15、式中,r1为vc辊的套筒内径的一半,r1=d1/2;r2为vc辊的套筒内径的一半,r2=d2/2。
16、较佳的,步骤s3无油压状态下的过盈力p0的求解如下:
17、
18、较佳的,步骤s4无油压状态下的过盈量g的求解如下:
19、
20、较佳的,步骤s5套筒安装后径向和周向应力的的变化关系如下:
21、根据材料力学中广义胡克定律获得表达式:
22、
23、式中,σρ为沿vc辊的套筒的径向应力,单位:mpa;为沿vc辊的套筒的周向应力,单位:mpa。
24、较佳的,步骤s6套筒的塑性屈服条件和强度条件如下:
25、σρ为恒定压应力,为恒定拉应力并沿筒壁周向分布,σρ、同为主应力,顾客记为σρ=σ3;
26、根据最大切应力理论,套筒的强度条件为σ1-σ3≤[σ]。
27、较佳的,步骤s7的校准如下:
28、若σ1-σ3≤[σ],则套筒的强度满足强度条件;
29、若σ1-σ3>[σ],则套筒的强度不满足强度条件,需要增大套筒的厚度或更换强度更高的材料。
30、本发明所提供的一种适合于vc辊制造过程中套筒和芯轴应力校核方法,结合无油压状态下的vc轧机设备参数,首先计算了无油压状态下vc辊套筒和芯轴的过盈力和过盈量,然后根据广义胡克定律确定套筒安装之后的径向和周向应力,根据最大切应力理论确定了套筒的强度条件并给出了校核方法。本发明提出的校核方法可以有针对性的对某一vc辊套筒进行校核,有效提升了vc辊设计和使用的安全性,为vc辊套筒的校核过程提供了理论参考。
技术特征:1.一种适合于vc辊制造过程中套筒和芯轴应力校核方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的适合于vc辊制造过程中套筒和芯轴应力校核方法,其特征在于:步骤s1中所述设备参数包括:套筒的内径d1、套筒的外径d2、芯轴的直径dx、工作辊弹性模量e、工作辊泊松比ν、套筒的屈服强度[σ]。
3.根据权利要求2所述的适合于vc辊制造过程中套筒和芯轴应力校核方法,其特征在于,步骤s2进一步包括:
4.根据权利要求3所述的适合于vc辊制造过程中套筒和芯轴应力校核方法,其特征在于,步骤s3无油压状态下的过盈力p0的求解如下:
5.根据权利要求4所述的适合于vc辊制造过程中套筒和芯轴应力校核方法,其特征在于,步骤s4无油压状态下的过盈量g的求解如下:
6.根据权利要求5所述的适合于vc辊制造过程中套筒和芯轴应力校核方法,其特征在于,步骤s5套筒安装后径向和周向应力的的变化关系如下:
7.根据权利要求6所述的适合于vc辊制造过程中套筒和芯轴应力校核方法,其特征在于,步骤s6套筒的塑性屈服条件和强度条件如下:
8.根据权利要求7所述的适合于vc辊制造过程中套筒和芯轴应力校核方法,其特征在于,步骤s7的校准如下:
技术总结本发明公开了一种适合于VC辊制造过程中套筒和芯轴应力校核方法,包括以下步骤:S1、收集VC轧机在原始状态下的设备参数;S2、建立初始状态下,套筒和芯轴的变形几何关系式;S3、求解出无油压状态下的过盈力p<subgt;0</subgt;;S4、求解出无油压状态下的过盈量G;S5、获得套筒安装后径向和周向应力的变化关系;S6、求解套筒的塑性屈服条件和强度条件;S7、对套筒进行强度校准。本发明针对套筒和芯轴之间一直存在相互作用的过盈力,建立了VC辊套筒和芯轴应力校核方法模型,对套筒和芯轴的辊间压力进行校核。技术研发人员:姚利松,张增良,瞿海霞,张国星,魏圣明受保护的技术使用者:宝山钢铁股份有限公司技术研发日:技术公布日:2024/10/10本文地址:https://www.jishuxx.com/zhuanli/20241015/313809.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。