激光增材制造近α钛基复合材料的热处理增塑方法
- 国知局
- 2024-10-15 09:39:54
本发明涉及金属基复合材料制备领域,具体涉及到钛基复合材料的热处理增塑工艺。
背景技术:
1、随着航空航天技术的迅猛发展,飞行器的速度越来越快,对轻质、高强、耐热合金材料的需求也越来越大。高温钛合金越来越多地用于制造航空航天发动机和飞行器高温热端构件。然而传统的高温钛合金存在“热障”温度,无法满足迅速发展的航空航天领域的需要。
2、钛基复合材料是指在钛或钛合金基体中加入高比模量、高强度、高硬度以及良好高温性能增强相的一种复合材料,相较于钛合金,钛基复合材料具有更高的强度,并且具有优异的高温性能和耐腐蚀性能。
3、现今,激光增材制造技术具有成型速度快、生产周期短、精度高,表面质量好、无需模具近净成型等优点,在航空航天领域中的发展前景越发明显。然而,增强相的添加在使强度提高的同时往往伴随着塑性的降低,这限制了钛基复合材料的服役条件。因此,如何提高激光增材制造钛基复合材料的塑性已然成为研究热点。
4、授权号为cn114774818b的中国发明专利公开了一种用于改善ti65合金铸件组织的热处理工艺,与传统热处理相比,该发明工艺最终得到双态组织,其室温延伸率较传统的热处理工艺大幅提高。然而由于制备工艺的不同以及钛合金与钛基复合材料在微观组织与力学性能方面有较大差异,该热处理工艺并不一定适用于激光增材制造近α钛基复合材料。
5、文献1“h.li,d.jia,z.yang,et al.effect of heat treatment onmicrostructure evolution and mechanical properties of selective laser meltedti–6al–4v and tib/ti–6al–4v composite:a comparative study[j].materialsscience and engineering a,2021,801:140415.”采用激光增材制造技术制备了2vol.%tib/ti6al4v复合材料,通过热处理使得复合材料塑性提高,然而强度却有一定下降。
6、综上,目前改善激光增材制造钛基复合材料塑性的方法大多都是通过后续热处理进行的,然而塑性的提高往往伴随着强度的降低,塑性的增加量越多,其强度的降低就越显著,如何能在强度损失小或不损失的情况下显著提高钛基复合材料的塑性成为本领域亟待解决的问题。
技术实现思路
1、本发明的目的在于避免现有技术的不足提供一种能在强度损失较小的基础上,显著提高钛基复合材料塑性的激光增材制造近α钛基复合材料的热处理增塑方法。
2、为实现上述目的,本发明采取的技术方案为:一种激光增材制造近α钛基复合材料的热处理增塑方法,包括以下步骤:
3、将真空热处理炉加热至500~800℃,然后将近α钛基复合材料试样置于真空热处理炉中,在真空或氩气环境下,以10~15℃/min的升温速率升温至近α钛基复合材料试样β转变温度以下20~100℃的温度,保温0.5~2h后,将近α钛基复合材料试样出炉空冷直至室温,即得到了热处理增塑后的近α钛基复合材料;
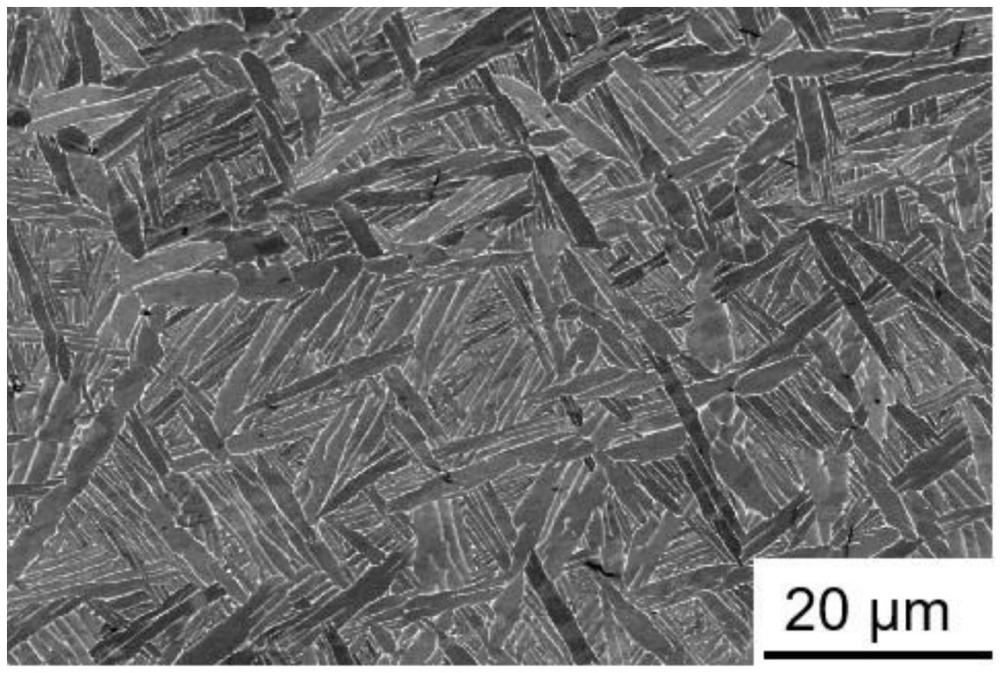
4、所述的近α钛基复合材料是由激光增材制造技术制备的具有片层组织的钛基复合材料,得到的热处理增塑后的近α钛基复合材料的基体组织为等轴α和片层α的混合组织,其中长径比小于等于3为等轴α,长径比大于3为片层α,等轴α的体积分数为25~40%。
5、进一步的,还包括所述热处理增塑后的近α钛基复合材料的金相试样的制备:
6、切取所述热处理增塑后的近α钛基复合材料试样,并将切取的近α钛基复合材料试样在240#、400#、600#、800#、1000#、1200#、1500#、2000#砂纸上逐级打磨,然后进行抛光后,再置于无水乙醇超声清洗5~15min并吹干,保证表面无污物及水渍,即获得表面光洁的热处理增塑后的近α钛基复合材料的金相试样,用于观察近α钛基复合材料试样的微观组织。
7、进一步的,所述金相试样是长、宽、高尺寸为3~15mm的块状试样。
8、进一步的,所述的真空环境是指:所述热处理炉的真空度小于等于500pa;所述的氩气环境是指:往真空环境中通入氩气至炉内气压达到1atm,并控制氩气流量为1~2l/min。
9、进一步的,所述近α钛基复合材料试样为块状试样,块状试样的长度为50~100mm,宽度为10~40mm,高度为10~40mm。
10、进一步的,所述的近α钛基复合材料的增强相为b4c,增强相的质量分数为0.05~0.4wt.%;近α钛基复合材料的钛合金基体为ti6242或ti65或ti55合金。
11、进一步的,所述的近α钛基复合材料为0.2wt.%b4c/ti65,β转变温度为1110℃。
12、进一步的,所述近α钛基复合材料为0.2wt.%b4c/ti65的热处理增塑方法为:
13、将真空热处理炉加热至800℃,然后将近α钛基复合材料试样置于真空热处理炉中,在真空或氩气环境下,以10℃/min的升温速率升温至1025~1075℃,保温1h后,将近α钛基复合材料试样出炉空冷直至室温,即得到了热处理增塑后的近α钛基复合材料。
14、本发明的有益效果是:本发明与传统热处理相比,本发明基于ti-c相图进行高温热处理,使得tic增强相溶解,c重新固溶于基体中提高了固溶强化作用,有利于强度的提高,能缓解基体组织粗大引起的强度下降。能在极限抗拉强度损失4~7%的情况下,使复合材料的室温延伸率提高115%~135%。实现了激光增材制造近α钛基复合材料的强塑性匹配。
技术特征:1.一种激光增材制造近α钛基复合材料的热处理增塑方法,其特征在于,包括以下步骤:
2.如权利要求1所述的激光增材制造近α钛基复合材料的热处理增塑方法,其特征在于,还包括所述热处理增塑后的近α钛基复合材料的金相试样的制备:
3.如权利要求4所述的激光增材制造近α钛基复合材料的热处理增塑方法,其特征在于,所述金相试样是长、宽、高尺寸为3~15mm的块状试样。
4.如权利要求1所述的激光增材制造近α钛基复合材料的热处理增塑方法,其特征在于,所述的真空环境是指:所述热处理炉的真空度小于等于500pa;所述的氩气环境是指:往真空环境中通入氩气至炉内气压达到1atm,并控制氩气流量为1~2l/min。
5.如权利要求1所述的激光增材制造近α钛基复合材料的热处理增塑方法,其特征在于,所述近α钛基复合材料试样为块状试样,块状试样的长度为50~100mm,宽度为10~40mm,高度为10~40mm。
6.如权利要求1-5任一项所述的激光增材制造近α钛基复合材料的热处理增塑方法,其特征在于,所述的近α钛基复合材料的增强相为b4c,增强相的质量分数为0.05~0.4wt.%;近α钛基复合材料的钛合金基体为ti6242或ti65或ti55合金。
7.如权利要求6所述的激光增材制造近α钛基复合材料的热处理增塑方法,其特征在于,所述的近α钛基复合材料为0.2wt.%b4c/ti65,β转变温度为1110℃。
8.如权利要求7所述的激光增材制造近α钛基复合材料的热处理增塑方法,其特征在于,所述近α钛基复合材料为0.2wt.%b4c/ti65的热处理增塑方法为:
技术总结本发明涉及一种激光增材制造近α钛基复合材料的热处理增塑方法,是将真空热处理炉加热至500~800℃,然后将近α钛基复合材料试样置于真空热处理炉中,在真空或氩气环境下,以10~15℃/min的升温速率升温至近α钛基复合材料试样β转变温度以下20~100℃的温度,保温0.5~2h后,将近α钛基复合材料试样出炉空冷直至室温,即得到了热处理增塑后的近α钛基复合材料。本发明能在极限抗拉强度损失4~7%的情况下,使复合材料的室温延伸率提高115%~135%,实现了激光增材制造近α钛基复合材料的强塑性匹配。技术研发人员:李淼泉,谭骁,李莲受保护的技术使用者:西北工业大学技术研发日:技术公布日:2024/10/10本文地址:https://www.jishuxx.com/zhuanli/20241015/314921.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表