一种高强铝合金及增材制造方法与流程
- 国知局
- 2024-10-21 14:43:54
本发明涉及铝合金增材制造领域,尤其涉及一种高强铝合金及增材制造方法。
背景技术:
1、增材制造具有良好的可设计性,能够满足复杂、薄壁、中空等零部件的快速精准成形,在航空航天等领域拥有广阔的应用前景。铝合金作为传统轻质结构材料,成为增材制造技术重点开发与应用的材料种类。然而,目前常用的增材制造铝合金材料为alsi10mg,其去应力退火后强度较低,仅为300mpa左右。传统高强铝合金材料的增材制造工艺性能差,成形后组织中存在大量热裂纹,无法满足增材制造技术的要求。因此,开发适用于增材制造的高强铝合金材料成为现阶段推进增材制造铝合金进一步发展的重要方向。
2、最早的增材制造专用高强铝合金为al-mg-sc系高强铝合金-scalmalloy合金,该合金化学成分为al-4.6mg-0.66sc-0.42zr-0.49mn(wt%),抗拉强度可达约500mpa。目前,该合金已被用于空客a320客机机舱结构件的增材制造。随着不断地发展,越来越多的人对al-mg-sc系高强铝合金进行改进。但是,改进后的al-mg-sc系高强铝合金的室温抗拉强度在600mpa以下,屈服强度在570mpa以下。
3、将上述高强铝合金进行增材制造后,低熔点合金元素的烧损会导致合金元素组成发生偏差,形成较多氧化物夹杂或孔洞、裂纹等缺陷,影响合金的组织连续性、完整性和强度。因此,亟需一种具有较高强度的、高致密度、低缺陷的高强铝合金及其制备方法,以满足高强、轻质结构件的增材制造需求。
技术实现思路
1、鉴于上述的分析,本发明旨在提供了一种高强铝合金及增材制造方法,用以解决现有铝合金强度低以及现有高强铝合金缺陷多的问题。
2、一方面,本发明提供了一种高强铝合金的增材制造方法,采用气雾化筛分和增材制造相结合进行制备,包括以下步骤:
3、s1:粉末制备,以铝锭、镁锭、铝基中间合金锭或合金预制锭为合金原材料,利用真空雾化炉在惰性气氛保护下进行熔炼,通过高压惰性气体破碎金属液制备成不同种类的合金粉末;
4、s2:粉末处理,将所得合金粉末进行筛分、混合和干燥处理;
5、s3:增材制造,利用激光粉末床熔融技术对处理后的合金粉末进行增材制造;
6、s4:经热处理后制得高强铝合金。
7、进一步地,在步骤s2中,合金粉末的粒径≤200μm。
8、进一步地,在步骤s2中,将筛分后的合金粉末进行混合,转速为1r/min~15r/min,持续时间为10min~60min。
9、进一步地,在步骤s2中,将混合后粉末装于托盘中平铺,平铺厚度不大于2cm,并装入防爆干燥箱中于60℃~150℃进行干燥,持续1~10h,随炉冷却。
10、进一步地,在步骤s3中,增材制造过程采用条带扫描策略,激光功率为235~295w,扫描速率为1500~1700mm/s,铺粉层厚为20~45μm,搭接间距为0.1~0.2mm。
11、进一步地,在步骤s3中,增材制造过程采用氩气进行保护,控制气氛氧含量低于100ppm,基板预热温度为50~250℃,重复扫描次数为0~1次。
12、进一步地,在步骤s4中,热处理的加热温度为300~360℃,保温时间为1.5~12h。
13、进一步地,所得高强铝合金的抗拉强度在610mpa以上,屈服强度在570mpa以上,以及弹性模量为79gpa左右。
14、进一步地,所述高强铝合金包括mn:4.0%~7.0%;mg:2.0%~4.0%;sc:0.55%~0.75%;zr:0.25%~0.55%;nd:0.1%~1.0%;al:余量。
15、另一方面,本发明提供了一种高强铝合金,通过本发明所述增材制造方法制备而成。
16、与现有技术相比,本发明至少可实现如下有益效果之一:
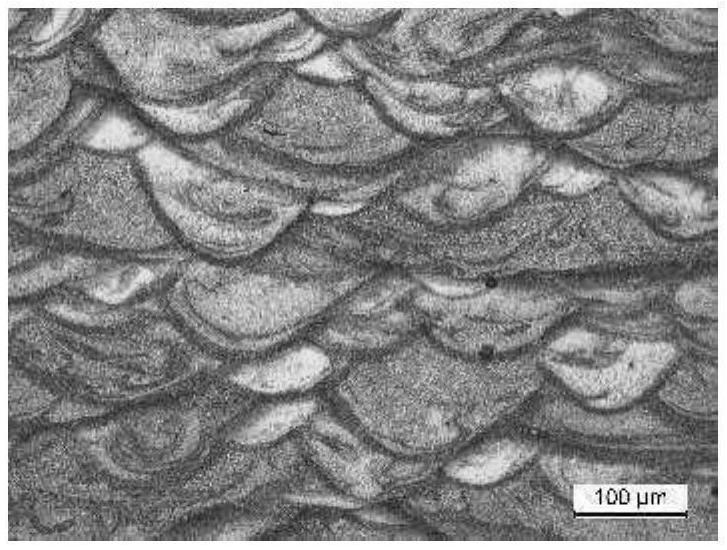
17、1、本发明采用气雾化筛分和增材制造的方法,所得高强铝合金中的内部组织为鱼鳞状熔池逐层堆叠的形貌,组织致密,且无明显裂纹、孔洞等缺陷;
18、2、本发明通过合金成分的搭配,并采用气雾化筛分和增材制造的方法,经过性能检测,室温下,所得高强铝合金的抗拉强度在610mpa以上,屈服强度在570mpa以上,以及弹性模量为79gpa左右,高于现有应用的增材制造高强铝合金的强度(500~600mpa)和弹性模量(69~72gpa),能够承受更高的冲击载荷;
19、3、本发明提供高强铝合金主要以mn、mg、sc和zr为基础元素,并严格控制元素的含量配比,且增加元素nd,可以形成al3nd或al11nd3等金属间化合物,阻碍位错迁移,发挥奥罗万强化效果;同时这些金属间化合物热稳定性良好,可以有效抑制热处理过程中再结晶和晶粒长大,确保晶界强化。
20、本发明中,上述各技术方案之间还可以相互组合,以实现更多的优选组合方案。本发明的其他特征和优点将在随后的说明书中阐述,并且,部分优点可从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过说明书以及附图中所特别指出的内容中来实现和获得。
技术特征:1.一种高强铝合金的增材制造方法,其特征在于,采用气雾化筛分和增材制造相结合进行制备,包括以下步骤:
2.根据权利要求1所述高强铝合金的增材制造方法,其特征在于,在步骤s2中,合金粉末的粒径≤200μm。
3.根据权利要求1所述高强铝合金的增材制造方法,其特征在于,在步骤s2中,将筛分后的合金粉末进行混合,转速为1r/min~15r/min,持续时间为10min~60min。
4.根据权利要求1所述高强铝合金的增材制造方法,其特征在于,在步骤s2中,将混合后粉末装于托盘中平铺,平铺厚度不大于2cm,并装入防爆干燥箱中于60℃~150℃进行干燥,持续1~10h,随炉冷却。
5.根据权利要求1所述高强铝合金的增材制造方法,其特征在于,在步骤s3中,增材制造过程采用条带扫描策略,激光功率为235~295w,扫描速率为1500~1700mm/s,铺粉层厚为20~45μm,搭接间距为0.1~0.2mm。
6.根据权利要求1所述高强铝合金的增材制造方法,其特征在于,在步骤s3中,增材制造过程采用氩气进行保护,控制气氛氧含量低于100ppm,基板预热温度为50~250℃,重复扫描次数为0~1次。
7.根据权利要求1所述高强铝合金的增材制造方法,其特征在于,在步骤s4中,热处理的加热温度为300~360℃,保温时间为1.5~12h。
8.根据权利要求1所述高强铝合金的增材制造方法,其特征在于,所得高强铝合金的抗拉强度在610mpa以上,屈服强度在570mpa以上,以及弹性模量为79gpa左右。
9.根据权利要求1所述高强铝合金的增材制造方法,其特征在于,所述高强铝合金包括mn:4.0%~7.0%;mg:2.0%~4.0%;sc:0.55%~0.75%;zr:0.25%~0.55%;nd:0.1%~1.0%;al:余量。
10.一种高强铝合金,其特征在于,通过权利要求1-9任一项所述增材制造方法制备而成。
技术总结本发明涉及一种高强铝合金及增材制造方法,属于铝合金材料领域。所述高强铝合金的增材制造方法,采用气雾化筛分和增材制造相结合进行制备。包括:粉末制备,以铝锭、镁锭、铝基中间合金锭或合金预制锭为合金原材料,利用真空雾化炉在惰性气氛保护下进行熔炼,通过高压惰性气体破碎金属液制备成不同种类的合金粉末;粉末处理,将所得合金粉末进行筛分、混合和干燥处理;增材制造,利用激光粉末床熔融技术对处理后的合金粉末进行增材制造;经热处理后制得高强铝合金。室温下,所得高强铝合金的抗拉强度在610MPa以上,屈服强度在570MPa以上,以及弹性模量为79GPa左右。技术研发人员:唐鹏钧,黄粒,王兴元,邵翠,李沛勇受保护的技术使用者:中国航发北京航空材料研究院技术研发日:技术公布日:2024/10/17本文地址:https://www.jishuxx.com/zhuanli/20241021/319093.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表