数字化工厂管理系统的制作方法
- 国知局
- 2024-10-21 14:52:24
本发明涉及工厂管理,具体涉及一种数字化工厂管理系统。
背景技术:
1、随着工业和智能制造的快速发展,现代自动化工厂正在经历数字化转型。在这个过程中,自动化工厂中设备的健康状态监测和加工质量控制变得越来越重要。传统的人工检测方法往往存在效率低下、精度不足和成本高昂等问题,这些问题在追求高效率和高精度的自动化工厂中尤为突出。
2、在工业生产和自动化工厂环境中,设备的振动信号包含了大量关于其运行状态和加工质量的信息。然而,这些信号通常很复杂,包含了大量噪声和干扰,直接分析困难。此外,不同类型的故障和质量问题可能表现在信号的不同方面,如边缘特征、内部结构等。这种复杂性对自动化工厂的监控和管理系统提出了更高的要求。传统的信号分析方法往往只关注时域或频域的某些特定特征,难以捕捉到信号的全面信息,因此,在自动化工厂中存在加工质量评估精度低的问题。
技术实现思路
1、针对现有技术中的上述不足,本发明提供的一种数字化工厂管理系统解决了现有技术存在加工质量评估精度低的问题。
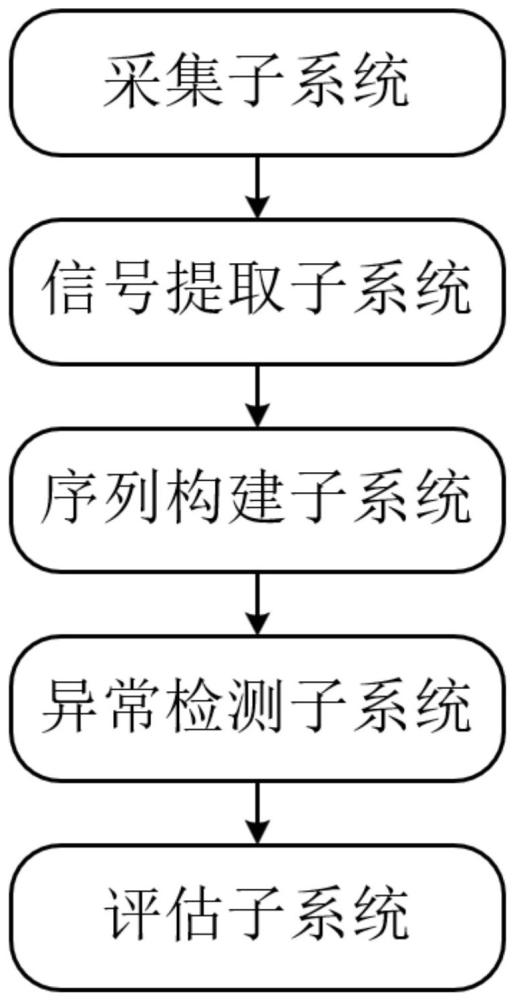
2、为了达到上述发明目的,本发明采用的技术方案为:一种数字化工厂管理系统,包括:采集子系统、信号提取子系统、序列构建子系统、异常检测子系统和评估子系统;
3、所述采集子系统用于采集工厂中设备加工时各部件的振动信号;
4、所述信号提取子系统用于对振动信号进行提取边缘增强信号、内部边缘信号和外部边缘信号;
5、所述序列构建子系统用于对边缘增强信号、内部边缘信号和外部边缘信号分别提取瞬时幅值特征、瞬时频率特征和瞬时相位特征,并分别构建边缘增强信号、内部边缘信号和外部边缘信号的信号成分序列;
6、所述异常检测子系统用于根据每个部件的边缘增强信号、内部边缘信号和外部边缘信号的信号成分序列,基于多层输入异常检测模型,得到异常值;
7、所述评估子系统用于根据设备各部件的异常值,得到加工质量评分。
8、进一步地,所述信号提取子系统包括:腐蚀运算单元、膨胀运算单元、第一信号提取单元、第二信号提取单元和第三信号提取单元;
9、所述腐蚀运算单元用于对振动信号进行腐蚀运算,得到腐蚀结果;
10、所述膨胀运算单元用于对振动信号进行膨胀运算,得到膨胀结果;
11、所述第一信号提取单元用于将膨胀结果与腐蚀结果相减,得到边缘增强信号;
12、所述第二信号提取单元用于将振动信号与腐蚀结果相减,得到内部边缘信号;
13、所述第三信号提取单元用于将膨胀结果与振动信号相减,得到外部边缘信号。
14、进一步地,所述序列构建子系统包括:分解单元、瞬时特征计算单元、成分特征计算单元和序列构建单元;
15、所述分解单元用于采用经验模态分解emd对原始信号进行处理,得到多个本征模态函数,其中,原始信号为边缘增强信号、内部边缘信号或外部边缘信号;
16、所述瞬时特征计算单元用于计算每个本征模态函数的瞬时幅值、瞬时频率和瞬时相位;
17、所述成分特征计算单元用于根据每个本征模态函数的瞬时幅值、瞬时频率和瞬时相位,计算每个本征模态函数的信号成分特征值;
18、所述序列构建单元用于将各个本征模态函数的信号成分特征值,构成信号成分序列。
19、进一步地,所述成分特征计算单元的表达式为:,其中,c为信号成分特征值,ami为本征模态函数上第i个瞬时幅值,fi为本征模态函数上第i个瞬时频率,θi为本征模态函数上第i个瞬时相位,i为正整数,n为瞬时幅值、瞬时频率或瞬时相位的数量。
20、进一步地,所述多层输入异常检测模型包括:第一一维特征提取单元、第二一维特征提取单元、第三一维特征提取单元、特征融合层、隐藏层和输出层;
21、所述第一一维特征提取单元的输入端用于输入边缘增强信号的信号成分序列;所述第二一维特征提取单元的输入端用于输入内部边缘信号的信号成分序列;所述第三一维特征提取单元的输入端用于输入外部边缘信号的信号成分序列;
22、所述特征融合层的输入端分别与第一一维特征提取单元的输出端、第二一维特征提取单元的输出端和第三一维特征提取单元的输出端连接,其输出端与隐藏层的输入端连接;所述输出层的输入端与隐藏层的输出端连接,其输出端作为多层输入异常检测模型的输出端。
23、进一步地,所述第一一维特征提取单元、第二一维特征提取单元和第三一维特征提取单元均包括:全连接层和特征增强层;
24、所述全连接层用于对信号成分序列中每个元素赋予权重和偏置,得到特征序列;
25、所述特征增强层用于对特征序列进行特征增强处理,得到增强特征序列。
26、进一步地,所述特征增强层的表达式为:,,其中,rn为增强特征序列中第n个元素,γn为第n个增强系数,| |为绝对值运算,xn为信号成分序列中第n个元素,hn为特征序列中第n个元素,为信号成分标准序列中第n个元素。
27、进一步地,所述特征融合层的表达式为:,其中,y为特征融合层的输出序列,r1为第一一维特征提取单元输出的增强特征序列,r2为第二一维特征提取单元输出的增强特征序列,r3为第三一维特征提取单元输出的增强特征序列,为按元素相乘。
28、进一步地,所述输出层的表达式为:,其中,y为输出层输出的异常值,hm为隐藏层第m个隐藏节点的输出,ωm为hm的权重,bm为hm的偏置,m为隐藏节点的数量,m为正整数。
29、本发明的有益效果为:本发明通过采集子系统负责实时采集设备加工各部件的振动信号,对采集到的振动信号进行深入处理,提取边缘增强信号、内部边缘信号和外部边缘信号,增强信号的边缘信息,突出信号的内部细节和外部轮廓,再分别对边缘增强信号、内部边缘信号和外部边缘信号,构建信号成分序列,体现每种信号的特征,采用多层输入异常检测模型分别对三种信号的信号成分序列进行处理,得到异常值,代表该部件工作的异常情况,结合设备各部件的异常值,得到加工质量评分,本发明通过对振动信号,构建边缘增强信号、内部边缘信号和外部边缘信号,使得构建的信号成分序列充分挖掘信号特征,捕捉信号的全面信息,提高异常值的检测精度,从而提高加工质量评估精度。
技术特征:1.一种数字化工厂管理系统,其特征在于,包括:采集子系统、信号提取子系统、序列构建子系统、异常检测子系统和评估子系统;
2.根据权利要求1所述的数字化工厂管理系统,其特征在于,所述信号提取子系统包括:腐蚀运算单元、膨胀运算单元、第一信号提取单元、第二信号提取单元和第三信号提取单元;
3.根据权利要求1所述的数字化工厂管理系统,其特征在于,所述序列构建子系统包括:分解单元、瞬时特征计算单元、成分特征计算单元和序列构建单元;
4.根据权利要求3所述的数字化工厂管理系统,其特征在于,所述成分特征计算单元的表达式为:,其中,c为信号成分特征值,ami为本征模态函数上第i个瞬时幅值,fi为本征模态函数上第i个瞬时频率,θi为本征模态函数上第i个瞬时相位,i为正整数,n为瞬时幅值、瞬时频率或瞬时相位的数量。
5.根据权利要求1所述的数字化工厂管理系统,其特征在于,所述多层输入异常检测模型包括:第一一维特征提取单元、第二一维特征提取单元、第三一维特征提取单元、特征融合层、隐藏层和输出层;
6.根据权利要求5所述的数字化工厂管理系统,其特征在于,所述第一一维特征提取单元、第二一维特征提取单元和第三一维特征提取单元均包括:全连接层和特征增强层;
7.根据权利要求6所述的数字化工厂管理系统,其特征在于,所述特征增强层的表达式为:,,其中,rn为增强特征序列中第n个元素,γn为第n个增强系数,| |为绝对值运算,xn为信号成分序列中第n个元素,hn为特征序列中第n个元素,为信号成分标准序列中第n个元素。
8.根据权利要求5所述的数字化工厂管理系统,其特征在于,所述特征融合层的表达式为:,其中,y为特征融合层的输出序列,r1为第一一维特征提取单元输出的增强特征序列,r2为第二一维特征提取单元输出的增强特征序列,r3为第三一维特征提取单元输出的增强特征序列,为按元素相乘。
9.根据权利要求5所述的数字化工厂管理系统,其特征在于,所述输出层的表达式为:,其中,y为输出层输出的异常值,hm为隐藏层第m个隐藏节点的输出,ωm为hm的权重,bm为hm的偏置,m为隐藏节点的数量,m为正整数。
技术总结本发明公开了一种数字化工厂管理系统,属于工厂管理技术领域,本发明针对自动化工厂需求,通过采集子系统实时采集设备加工各部件的振动信号。在自动化工厂环境中,对采集到的振动信号进行深入处理,提取边缘增强信号、内部边缘信号和外部边缘信号,增强信号的边缘信息,突出内部细节和外部轮廓。再分别对这三种信号构建信号成分序列,体现每种信号的特征。采用多层输入异常检测模型分别处理三种信号的成分序列,得到异常值,代表该部件工作的异常情况。结合设备各部件的异常值,得到自动化工厂设备的加工质量评分,从而提升自动化工厂的加工质量评估精度,显著提高生产效率和产品质量,推动自动化工厂的智能化发展。技术研发人员:王永峰,王冬冬,张代江,程志伟受保护的技术使用者:青岛凌峰自动化工程有限公司技术研发日:技术公布日:2024/10/17本文地址:https://www.jishuxx.com/zhuanli/20241021/319618.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表