一种污泥焚烧炉自动化控制系统及方法与流程
- 国知局
- 2024-10-21 14:55:18
本发明涉及污水处理中污泥干化焚烧技术,更具体地说,涉及一种污泥焚烧炉自动化控制系统及方法。
背景技术:
1、污水处理厂的污泥干化焚烧炉一般采用pcs7控制系统,操作人员需要对控制系统内多个界面翻看监控,由于车间内设施设备多,数据量大,导致了操作人员的工作量非常大。日常工作时,如忽略了某些数据的变化,则无法对工况进行及时的调整,致使运行情况不稳定,设备处理量无法满足需求。如尿素投加量及碱液投加量会影响排放烟气的nox及so2指标、焚烧炉含氧量会影响排放烟气的一氧化碳指标,排放烟气的污染物超标将导致二次污染危害环境;干泥及湿泥的投加量变化会影响焚烧炉炉温控制,炉温变化超过正常范围将导致焚烧炉运行不稳定、结焦、生成烟气污染物等;汽包的水位控制会影响汽包正常的汽水变化,汽包液位变化超过正常范围将导致汽包发生缺水或满水事故,甚至可能导致汽包爆炸;干燥机水冷螺旋的冷却水流量会影响水冷螺旋内灰料的输送,灰料受潮后将导致水冷螺旋堵转,降低处理量;布袋除尘器的吹灰装置会影响布袋的除尘效果,布袋长期工作后没有及时吹灰会导致除尘效果下降,甚至损坏布袋。另有其他大量主关键设备的运行情况,都关系到整个干化焚烧生产线,一旦发生某一处异常没有及时处理,都会使整个干化焚烧生产线停产,降低处理量。
2、因此目前控制系统存在部分不合理的控制逻辑,增加了运行人员的工作量,许多的控制需要人为监控,手动操作,不够智能,也存在隐患。
技术实现思路
1、针对现有技术中存在的缺陷,本发明的目的是提供一种污泥焚烧炉自动化控制系统及方法,能对部分数据进行监控报警,在数据超限时能及时发现,对部分逻辑进行优化,在前置条件变化时能自动调整后端设备运行情况。
2、为实现上述目的,本发明采用如下技术方案:
3、本发明第一方面提供了一种污泥焚烧炉自动化控制系统,包括:
4、污泥自动投加模块,根据炉温的变化自动调整各类污泥的投加量;
5、液碱自动投加模块,根据烟气排放中二氧化硫的含量自动调整氢氧化钠的投加量;
6、汽包自动充氮模块,根据过热器出口的蒸汽温度为汽包持续充氮;
7、外部污泥投加模块,根据板链输送机的频率控制所述板链输送机上前端螺旋的启停;
8、水冷螺旋水量控制模块,根据螺旋出泥温度控制冷却水阀门的水流量;
9、制氮报警模块,当制氮装置出现异常时自动报警;
10、自动喷吹模块,对布袋除尘器进出口的积灰进行自动喷吹;
11、卸灰自动喷吹模块,以控制所述布袋除尘器上吹灰器的喷吹频次。
12、本发明第二方面提供了根据本发明第一方面提供的所述的污泥焚烧炉自动化控制系统的污泥焚烧炉自动化控制方法,所述污泥自动投加模块包括干污泥投加量自动控制流程和湿污泥投加量自动控制流程;
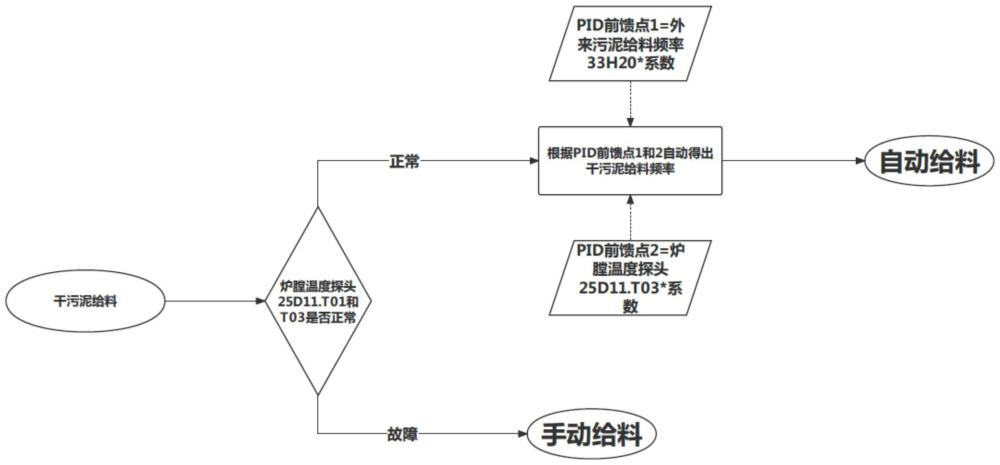
13、所述干污泥投加量自动控制流程具体包括以下步骤:
14、s11、判断两个炉膛温度探头t01和t03是否正常,若正常,则进入步骤s12,若故障(任何一个炉膛温度探头检测到温度过高),则执行手动给料;
15、s12、根据pid前馈点a和pid前馈点b自动得出干污泥给料机频率;
16、s13、执行干污泥自动给料;
17、所述湿污泥投加量自动控制流程具体包括以下步骤:
18、s21、判断上层床温探头t92是否正常,若正常则进入步骤s22,若故障,则执行手动给料;
19、s22、根据pid前馈点c和pid前馈点d调节湿污泥泵的给料频率;
20、s23、执行湿污泥自动给料。
21、较佳的,所述pid前馈点a=外来干污泥给料机的频率×系数;
22、所述pid前馈点b=炉膛温度探头t03×系数;
23、所述pid前馈点c=干污泥给料频率变化量×系数;
24、所述pid前馈点d=上层床温变化率。
25、较佳的,所述液碱自动投加模块自动调整氢氧化钠的投加量具体包括以下步骤:
26、s31、测得烟气排放中二氧化硫的含量;
27、s32、根据前馈得到pid反馈值;
28、s33、得出碱液流量自动反馈值;
29、s34、自动调整碱液泵的频率,并执行投药。
30、较佳的,所述pid反馈值包括干污泥给料机的频率、外来污泥给料机的频率、二氧化硫的变化率。
31、较佳的,所述污泥焚烧炉自动化控制系统上任一根排污管上连接氮气管,所述氮气管上连接汽包自动充氮装置,所述汽包自动充氮装置与所述汽包自动充氮模块相连,所述汽包自动充氮模块为汽包持续充氮具体包括:
32、当主蒸汽分汽缸的压力<0.2bar,且所述主蒸汽分汽缸的温度<100℃时,自动打开所述汽包自动充氮装置的氮气阀门;
33、当所述主蒸汽分汽缸的压力>1.0bar,且所述主蒸汽分汽缸的温度<100℃时,自动关闭所述汽包自动充氮装置的氮气阀门。
34、较佳的,所述外部污泥投加模块控制所述板链输送机的前端螺旋具体包括以下步骤:
35、s41、启动所述板链输送机;
36、s42、判断所述板链输送机的设定频率与频率反馈差值是否<2,若是,则进入步骤s43,若否,则停止所述板链输送机的前端螺旋;
37、s43、启动所述板链输送机的前端螺旋;
38、s44、重复步骤s42至s43。
39、较佳的,所述水冷螺旋水量控制模块控制冷却水阀门的水流量具体包括以下步骤:
40、s51、测得出泥温度;
41、s52、冷却水流量自动设定值;
42、s53、所述冷却水按设定值出水运行。
43、较佳的,所述步骤s52中自动设定值进一步包括:
44、所述冷却水流量与所述出泥温度成正比,所述冷却水流量≤14m3/h。
45、较佳的,所述制氮报警模块具有声光报警装置,执行自动报警设置如下:
46、当所述制氮装置上两台空压机同时停止,或两套所述制氮装置同时停止,或所述制氮装置的氮气储罐压力<0.3bar时,触发所述声光报警装置进行报警。
47、较佳的,所述自动喷吹模块对所述布袋除尘器进出口的积灰进行自动喷吹具体包括以下步骤:
48、s61、启动所述布袋除尘器;
49、s62、判断所述布袋除尘器进出口的压差是否>9mbar,若是,则进入步骤s64,若否,则维持原状;
50、s63、启动所述布袋除尘器上吹灰器;
51、s64、判断所述布袋除尘器进出口的压差是否>5mbar,若是,则返回步骤s63,若否,则停止所述布袋除尘器上吹灰器。
52、较佳的,所述卸灰自动喷吹模块控制所述吹灰器的喷吹频次具体包括:
53、当开始卸灰2秒钟后,启动所述布袋除尘器上吹灰器;
54、当卸灰停止后,关闭所述布袋除尘器上吹灰器。
55、本发明所提供的一种污泥焚烧炉自动化控制系统及方法,具有以下几点有益效果:
56、1)修改部分不合理的逻辑,增加系统运行稳定性;
57、2)添加自动控制逻辑,对部分设备设施进行自动化控制;
58、3)对部分主关键数据进行监控报警,提醒运行人员及时干预。
本文地址:https://www.jishuxx.com/zhuanli/20241021/319792.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表