一种竹凉席加工设备及加工工艺的制作方法
- 国知局
- 2024-10-21 15:21:13
本发明涉及竹凉席,具体为一种竹凉席加工设备及加工工艺。
背景技术:
1、竹席一般以水竹、毛竹、油竹等竹子为原料,通过编织成席,由于水竹凉席不便于进行机械化操作,竹业加工企业者就发明了一种麻将凉席,这种凉席用竹片,牛筋线串起来的,因竹片象像麻将块,因此多称为麻将凉席,目前麻将凉席的加工工艺如下:将楠竹除去两端,通过切割制成竹筒,再将竹筒通过冲条、切粒制成竹片毛坯,然后,在竹片毛坯边缘加工出花边,俗称插花,在竹片毛坯的长度方向加工两个通孔,最后,通过水磨的方式去除掉竹片加工过程中的产生的毛刺、棱角等,如过要加工原色竹片,则进行水煮、漂白清洗、晒干等步骤;如过要加工成深色,则进行水煮染色、清洗、烘干、炭化等步骤;例如,授权公告号为cn101637344a的中国发明专利公开了一种麻将席,包括竹片,在竹片左右或上下两侧都设有至少一个凹槽,竹片的侧面纵向或横向设有至少一个穿绳孔,多个竹片通过线纵向或横向顺序排列,相邻两个竹片之间设有间隙;但是目前的麻将凉席在生产时有以下缺陷:
2、麻将凉席需要采用竹筒加工成竹片,需要对楠竹进行切筒,切筒时要去除掉竹节部分,楠竹的竹节位置并不均匀,再加上楠竹本身直径不均匀,也难以采用传感器检测竹节位置,并且楠竹长度长,切割时通常在水平和垂直方向产生位移,这样也难以采用工业视觉系统判断竹节的位置,因为工业视觉系统判断完竹节位置后,在楠竹移动时会在水平和垂直方向产生位移,导致竹节位置产生偏差,基于上述原因,楠竹切割成竹筒的工作难以实现自动化,需要手动切割,由工人操作圆锯下压切出竹筒,并切除竹节,劳动强度大,并且危险性较高;竹片在插花打孔后需要进行水磨,目前的水磨机采用单筒式,金刚石粉与竹片在筒内摩擦实现打磨,但筒的转向单一,导致竹片和金刚石粉运动方式单一,影响打磨的速度,打磨效率较低;并且在深色麻将凉席生产时经常采用染色剂,染色剂气味与竹子气味叠加,导致成品有异味。
3、为此我们提出一种竹凉席加工设备及加工工艺用于解决上述问题。
技术实现思路
1、本发明的目的在于提供一种竹凉席加工设备及加工工艺,以解决上述背景技术中提出的问题。
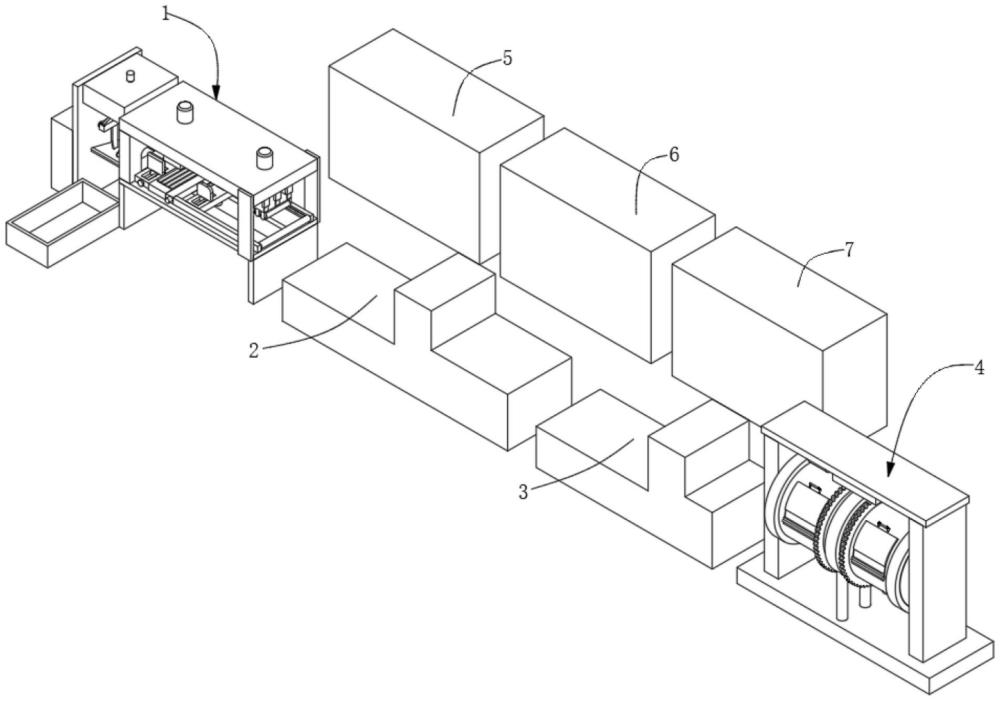
2、为实现上述目的,本发明提供如下技术方案:一种竹凉席加工设备,包括切筒装置、切粒机、插花打孔机、水磨装置、烘干机、炭化炉及上蜡机,所述切筒装置包括工作台、顶板、集料槽、废料槽,所述顶板位于工作台正上方,所述顶板与工作台一端之间垂直固接进料板,所述进料板上水平开设进料口,所述进料口顶面固定嵌接视觉ccd相机,所述工作台顶面远离进料板的位置设置有上料机构,所述工作台顶面靠近进料板的位置设置有横向校准组件,所述工作台及顶板上位于上料机构与横向校准组件之间设置有径向校准组件,所述顶板靠近进料板的一端设置有拖拽组件;
3、所述横向校准组件包括固接在工作台顶面的横板,所述横板顶面两侧开设两个第二燕尾滑槽,两个所述第二燕尾滑槽内水平滑动连接两个第二燕尾滑块,两个所述第二燕尾滑块顶面固接两个校准板,两个所述校准板相互靠近一侧均转动连接多个竖辊,所述径向校准组件包括底台及顶台,所述底台固接在工作台顶面,所述顶台位于底台正上方,所述底台顶面转动连接多个下辊,所述顶台底面转动连接多个上辊,所述顶板位于顶台正上方位置固定套接第一气动推杆,所述第一气动推杆输出端底端固接顶台顶面。
4、优选的,所述水磨装置包括底架,所述底架两端顶面垂直固接两个立板,两个所述立板相互靠近一侧固接两个套环,两个所述套环相互内转动连接两个横筒体,两个所述横筒体端部滑动接触,两个所述横筒体相互靠近一端为开口结构,两个所述立板顶面固接顶架,所述顶架底面固接传动仓,所述传动仓内两侧水平转动连接两个动力杆,两个所述动力杆上固定套接两个动力齿轮,两个所述动力齿轮贯穿传动仓底面,两个所述横筒体上固定套接两个从动齿环,所述动力齿轮啮合连接从动齿环,两个所述动力杆相互靠近一端固接两个第七锥齿轮,所述传动仓内部顶面转动连接第八锥齿轮,所述第八锥齿轮两侧啮合连接两个第七锥齿轮,所述顶架底面固接驱动电机,所述驱动电机转轴端贯穿传动仓侧壁并固接其中一个动力杆端部,所述横筒体侧壁转动连接密封门。
5、优选的,两个所述第二燕尾滑槽内水平转动连接两个第二丝杆,所述第二燕尾滑块上固接第二螺纹套筒,所述第二丝杆螺纹连接第二螺纹套筒,所述横板内位于两个第二燕尾滑槽之间位置开设换向腔,两个所述第二丝杆相互靠近一端位于换向腔内部并固接两个第四锥齿轮,所述换向腔中心位置水平转动连接横柱,所述横柱上固定套接第三锥齿轮,所述第三锥齿轮两侧啮合连接两个第四锥齿轮,所述横板端部固接第五伺服减速电机,所述第五伺服减速电机转轴端固接其中一个第二丝杆端部,所述顶板底面位于顶台上方位置垂直固接多个第一套管,多个所述第一套管内滑动套接多个第一导杆,多个所述第一导杆底端固接顶台顶面。
6、优选的,所述上料机构包括两个条板,两个所述条板固接在工作台顶面,两个所述条板远离进料板一端之间转动连接端辊,两个所述条板另一端固接端板,两个所述条板之间水平滑动设置有滑台,所述滑台顶面两侧开设两个第一燕尾滑槽,两个所述第一燕尾滑槽内水平滑动连接两个第一燕尾滑块,两个所述第一燕尾滑块顶面固接两个夹板。
7、优选的,两个所述条板相互靠近一侧开设两个侧滑槽,所述滑台两端固接两个侧滑块,两个所述侧滑块水平滑动连接在两个侧滑槽内,所述端板内部水平转动连接长杆,两个所述长杆位于两个条板端部位置固定套接两个第一主动带轮,两个所述条板远离端板一端内部转动连接两个第一从动带轮,所述第一主动带轮及第一从动带轮上套接第一同步带,所述第一同步带与侧滑块固接,所述端板一端固接第三伺服减速电机,所述第三伺服减速电机转轴端固接长杆端部,所述滑台内部位于两个第一燕尾滑槽之间位置开设内腔,所述滑台底面中心固接第四伺服减速电机,所述第四伺服减速电机转轴端位于内腔内并固接第一锥齿轮,两个所述第一燕尾滑槽内转动连接两个第一丝杆,所述第一燕尾滑块上固接第一螺纹套筒,所述第一丝杆螺纹连接第一螺纹套筒,两个所述第一丝杆的端部位于内腔内并固接两个第二锥齿轮,所述第一锥齿轮两侧啮合连接两个第二锥齿轮,所述工作台底面位于两个条板之间中心位置开设通槽,所述第四伺服减速电机位于通槽内。
8、优选的,所述顶板位于上料机构正上方位置设置有下压组件,所述下压组件包括固定套接在顶板上的第二气动推杆,所述第二气动推杆输出端底端固接压板顶面中心,所述压板底面转动连接多个下压辊,所述顶板底面位于压板上方位置垂直固接多个第二套管,多个所述第二套管内垂直滑动套接多个第二导杆,多个所述第二导杆底端固接压板顶面。
9、优选的,所述拖拽组件包括固接在顶板端部的横仓,所述横仓底面开设t型滑槽,所述t型滑槽内水平滑动连接t型滑块,所述t型滑块底端固接联接块,所述联接块底端固接底杆,所述底杆底面两侧开设两个底滑槽,其中一个所述底滑槽内水平滑动连接第一底滑块,另一个所述底滑槽内水平滑动连接第二底滑块,所述第一底滑块及第二底滑块底面均固接有夹块,所述第一底滑块顶部水平开设第一通口,所述第二底滑块底部水平开设第二通口。
10、优选的,所述t型滑槽内水平转动连接第三丝杆,所述t型滑块内固接第三螺纹套筒,所述第三丝杆螺纹连接第三螺纹套筒,所述横仓内部一端垂直转动连接竖杆,所述竖杆底端固接第五锥齿轮,所述第三丝杆靠近竖杆一端固接第六锥齿轮,所述第五锥齿轮啮合连接第六锥齿轮,所述横仓顶面中心固接第七伺服减速电机,所述第七伺服减速电机转轴端底端位于横仓内部并固接第二主动带轮,所述竖杆顶端固接第二从动带轮,所述第二主动带轮及第二从动带轮上套接第二同步带,所述底杆内部两端转动连接两个同步带轮,两个所述同步带轮上套接第三同步带,所述第三同步带上部一股贯穿第一通口并固接第二底滑块,所述第三同步带下部一股贯穿第二通口并固接第一底滑块,所述底杆一端侧壁固接第六伺服减速电机,所述第六伺服减速电机转轴端固接其中一个同步带轮转轴处。
11、优选的,所述工作台底面两端垂直固接两个第一支撑板,所述横仓远离顶板一端固接第二支撑板顶部侧壁,靠近所述第二支撑板的第一支撑板与第二支撑板之间转动连接落料导板,靠近所述落料导板的第一支撑板侧壁固接第二伺服减速电机,所述第二伺服减速电机转轴端固接落料导板转轴处端部,所述集料槽及废料槽位于落料导板两侧,所述第二支撑板侧壁固接plc控制器,所述进料板顶部侧壁固定嵌接第一伺服减速电机,所述第一伺服减速电机转轴端固定套接主动齿轮,所述进料板远离工作台一侧的顶部转动连接转柱,所述转柱端部固接动力电锯,所述转柱端部固接从动齿轮,所述主动齿轮啮合连接从动齿轮,所述工作台端部及顶板端部两侧之间固接两个支板。
12、本发明还提供了一种竹凉席加工设备的加工工艺,包括以下步骤:
13、步骤一切筒:将楠竹端部架在端辊上,之后滑台移动至端部,利用两个夹板夹住楠竹然后拖动楠竹,同时压板下压压住楠竹,滑台移动至端部后,两个夹板松开楠竹,滑台再次移动至端部,利用夹板夹住楠竹再次拖动,使得楠竹端部位于横向校准组件及径向校准组件处,径向校准组件中顶台下压压住楠竹,横向校准组件中两个校准板向内侧移动夹紧楠竹,之后滑台带动楠竹继续移动,楠竹端部穿过进料口,之后拖拽组件中夹块夹住楠竹端部并拖动楠竹,之后动力电锯摆动将楠竹端部切除,之后夹块继续夹住楠竹切口位置拖动,视觉ccd相机开设检测,检测到竹节位置时,夹块停止,动力电锯摆动切下竹筒,完成后夹块将竹节处拖出,动力电锯再次摆动切下竹节,往复循环,即可将楠竹切成竹筒,在切割过程中,竹筒切除落下时,落料导板向着集料槽一侧倾斜,这样竹筒落入集料槽内,在楠竹端部以及竹节部分落下时,落料导板向着废料槽一侧倾斜,这样楠竹端部以及竹节部分落入废料槽内,即可在集料槽中获得竹筒;
14、步骤二制片:将竹筒投入切粒机中,先切成条,再切成片,得到竹片;
15、步骤三插花打孔:将竹片投入插花打孔机中,利用插刀截除竹片边缘部位形成花型,在利用钻孔机构在竹片上钻出两个穿线孔,得到坯片;
16、步骤四水磨:打开密封门,将坯片投入横筒体内,加入金刚石粉及水,关闭密封门,横筒体转动,对坯片进行打磨,得到打磨后坯片;
17、步骤五一次烘干:将打磨后坯片投入烘干机中加热烘干,得到烘干后坯片;
18、步骤六炭化:将烘干后坯片投入炭化炉中,加热至-℃,直至炭化炉中冒出浓烟,此时停止加热,并向炭化炉内加入艾草水,得到炭化后坯片;
19、步骤七二次烘干:将炭化后坯片加入烘干机中加热烘干,得到籽片坯料;
20、步骤八上蜡:将籽片坯料投入上蜡机中在表面进行打蜡处理,得到籽片;
21、步骤九制席:利用牛筋线将籽片穿起并编织,得到麻将凉席。
22、与现有技术相比,本发明的有益效果是:
23、本发明切筒装置利用横向校准组件的两个校准板夹紧楠竹,避免楠竹出现横向位移,利用径向校准组件上的底台和顶台夹紧楠竹,避免楠竹出现径向位移,这样楠竹在进入进料口时,不会在水平和垂直方向产生位移,这样进料口内的视觉ccd相机可以准确判断出楠竹竹节的位置,实现自动化的识别竹节,进而实现了自动化的切竹筒工作,无需采用人工切竹筒,本发明水磨装置采用两个横筒体进行水磨工作,并且两个横筒体转向相反,这样筒内的竹片、金刚石粉的运动方式更加复杂,提升打磨效率;采用艾草水代替染色剂使得竹片呈深色,并且艾草水气味与竹子异味中和,使得成品无异味。
本文地址:https://www.jishuxx.com/zhuanli/20241021/321299.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
木薄板的涂胶机的制作方法
下一篇
返回列表