一种控制光圆钢筋组织均匀性的轧制方法与流程
- 国知局
- 2024-11-06 14:28:28
本发明涉及钢铁冶金轧制,更具体地说,它涉及一种控制光圆钢筋组织均匀性的轧制方法。
背景技术:
1、线棒材在钢铁材料中属于常见的形式,线棒材的用途可分为两大类:一类是将线棒材产品直接使用,主要用在钢筋混凝土的配筋和焊接结构件方面。另一类是将线棒材作为原料,经再加工后使用。如经过热锻或冷锻成铆钉,经过冷锻及滚压成螺栓,以及经过各种切削加工及热处理制成机器零件或工具等。线棒材不仅用途广泛,而且用量极大,在国民经济中占有较为重要的地位。
2、但是现有技术中关于钢筋轧制易产生性能不稳定、组织不均匀等问题。因此,有必要研究一种控制光圆钢筋组织均匀性的轧制方法,来应对现有技术的不足,以解决钢筋性能不稳定等问题,提高钢筋质量。
技术实现思路
1、本发明要解决的技术问题是针对现有技术的上述不足,本发明的目的是提供一种可以提高钢筋质量的控制光圆钢筋组织均匀性的轧制方法。
2、本发明的技术方案是:一种控制光圆钢筋组织均匀性的轧制方法,包括以下步骤:
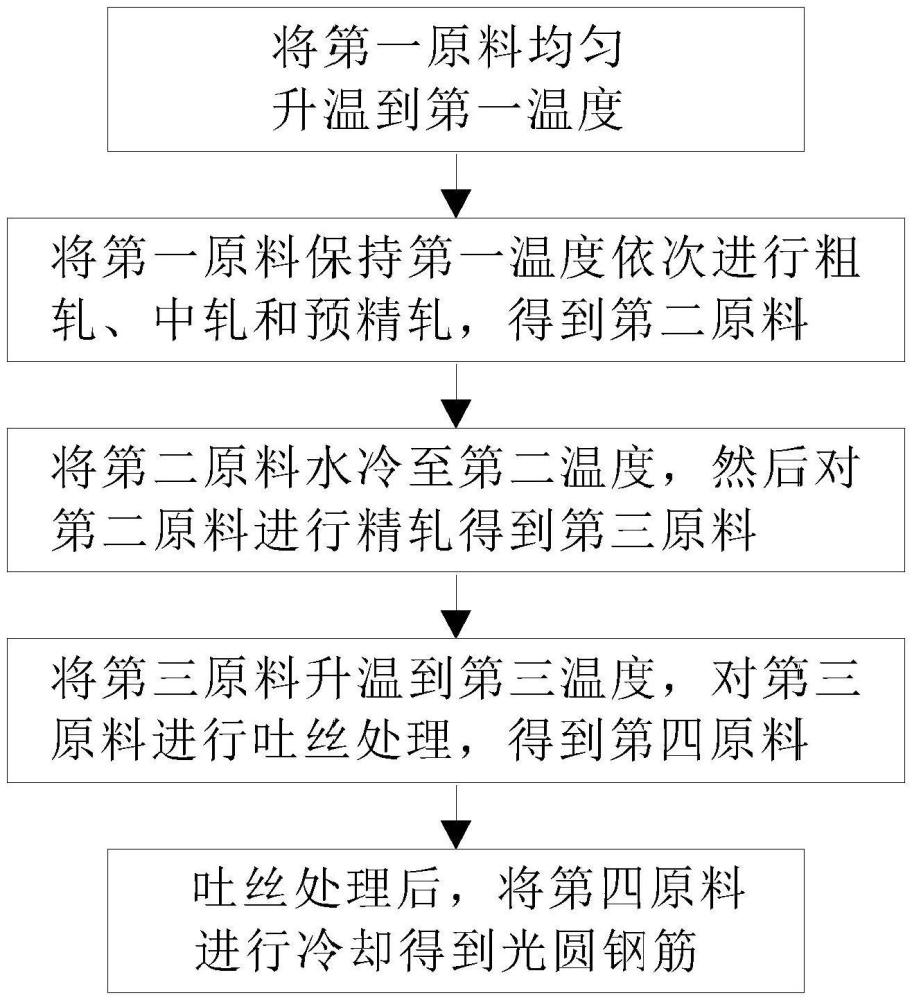
3、步骤s1.将第一原料均匀升温到第一温度;
4、步骤s2.将所述第一原料保持第一温度依次进行粗轧、中轧和预精轧,得到第二原料;
5、步骤s3.将所述第二原料水冷至第二温度,然后对所述第二原料进行精轧得到第三原料;
6、步骤s4.将所述第三原料升温到第三温度,然后对所述第三原料进行吐丝处理,得到第四原料;
7、步骤s5.吐丝处理后,将所述第四原料进行冷却得到光圆钢筋。
8、作为进一步地改进,所述步骤s1中第一原料的成分为:c≤0.25、si≤0.55、mn≤1.50、p≤0.045、s≤0.045。
9、进一步地,所述步骤s2中的第一温度为1100-1115℃,粗轧速度为1-1.5m/s,中轧速度4-4.5m/s,预精轧速度9-9.5m/s。
10、进一步地,所述步骤s2中的第一温度为1108℃,粗轧速度为1.2m/s,中轧速度4.2m/s,预精轧速度9.2m/s。
11、进一步地,所述步骤s3中的第二温度为850-860℃,精轧速度80-85m/s。
12、进一步地,所述步骤s3中的第二温度为855℃,精轧速度82m/s。
13、进一步地,所述步骤s4中的第三温度为930-940℃。
14、进一步地,所述步骤s4中的第三温度为935℃。
15、进一步地,所述步骤s5中通过斯太尔摩风冷辊道进行冷却,冷却辊道共12道次,辊道速度为0.5-0.7m/s。
16、进一步地,在进行粗轧、中轧和预精轧之前,均对所述第一原料进行保温处理,所述保温处理为通过火焰进行加热或通过高频加热。
17、有益效果
18、本发明与现有技术相比,具有的优点为:
19、应用本发明的方法生产的钢筋组织均匀,表面光洁,性能稳定,钢筋质量高,且本发明的方法不需要新的设备投入,工艺简单,适合广泛推广。
技术特征:1.一种控制光圆钢筋组织均匀性的轧制方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种控制光圆钢筋组织均匀性的轧制方法,其特征在于,所述步骤s1中第一原料的成分为:c≤0.25、si≤0.55、mn≤1.50、p≤0.045、s≤0.045。
3.根据权利要求1所述的一种控制光圆钢筋组织均匀性的轧制方法,其特征在于,所述步骤s2中的第一温度为1100-1115℃,粗轧速度为1-1.5m/s,中轧速度4-4.5m/s,预精轧速度9-9.5m/s。
4.根据权利要求3所述的一种控制光圆钢筋组织均匀性的轧制方法,其特征在于,所述步骤s2中的第一温度为1108℃,粗轧速度为1.2m/s,中轧速度4.2m/s,预精轧速度9.2m/s。
5.根据权利要求1所述的一种控制光圆钢筋组织均匀性的轧制方法,其特征在于,所述步骤s3中的第二温度为850-860℃,精轧速度80-85m/s。
6.根据权利要求5所述的一种控制光圆钢筋组织均匀性的轧制方法,其特征在于,所述步骤s3中的第二温度为855℃,精轧速度82m/s。
7.根据权利要求1所述的一种控制光圆钢筋组织均匀性的轧制方法,其特征在于,所述步骤s4中的第三温度为930-940℃。
8.根据权利要求7所述的一种控制光圆钢筋组织均匀性的轧制方法,其特征在于,所述步骤s4中的第三温度为935℃。
9.根据权利要求1所述的一种控制光圆钢筋组织均匀性的轧制方法,其特征在于,所述步骤s5中通过斯太尔摩风冷辊道进行冷却,冷却辊道共12道次,辊道速度为0.5-0.7m/s。
10.根据权利要求1所述的一种控制光圆钢筋组织均匀性的轧制方法,其特征在于,在进行粗轧、中轧和预精轧之前,均对所述第一原料进行保温处理,所述保温处理为通过火焰进行加热或通过高频加热。
技术总结本发明公开了一种控制光圆钢筋组织均匀性的轧制方法,属于钢铁冶金轧制技术领域,解决钢筋轧制易产生性能不稳定、组织不均匀的技术问题。方法为:步骤S1.将第一原料均匀升温到第一温度;步骤S2.将第一原料保持第一温度依次进行粗轧、中轧和预精轧,得到第二原料;步骤S3.将第二原料水冷至第二温度,然后对第二原料进行精轧得到第三原料;步骤S4.将第三原料升温到第三温度,然后对第三原料进行吐丝处理,得到第四原料;步骤S5.吐丝处理后,将第四原料进行冷却得到光圆钢筋。应用本发明的方法生产的钢筋组织均匀,表面光洁,性能稳定,钢筋质量高,且本发明的方法不需要新的设备投入,工艺简单,适合广泛推广。技术研发人员:郝飞翔,张晗,张阳荣,郭福建,张钢平,李秀程,罗培根,梁伟佳受保护的技术使用者:阳春新钢铁有限责任公司技术研发日:技术公布日:2024/11/4本文地址:https://www.jishuxx.com/zhuanli/20241106/322289.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表