电机铝压铸件压铸用气孔消除成型装置及操作方法与流程
- 国知局
- 2024-11-06 14:31:00
本发明涉及铝压铸件加工,具体为电机铝压铸件压铸用气孔消除成型装置及操作方法。
背景技术:
1、电机铝压铸件通常采用重力浇铸的工艺方法,在熔融态的铝液未赶出型腔内的空气或者说空气在铝液凝固之前未及时排出时,就会在成型的铝压铸件内部形成气孔,造成电机铝压铸件质量低下,存在影响后期正常使用的情况。
2、公开号为cn116833384a的中国专利公开了一种铝压铸件气孔消除成型装置,该发明中熔融态的铝液先通过流出孔,排出一部分铝液,后通过压液板进入浇铸流道内将另一部分铝液压出并抬升型腔内铝液的高度,在此过程,利用温度变化排出浇铸流道内的空气与型腔内的空气。该申请中通过单一的局部挤压排气,熔融态的铝液内部难以快速将气体排出,影响产品质量。
技术实现思路
1、本发明的目的在于提供电机铝压铸件压铸用气孔消除成型装置及操作方法,通过先后在投料时排气、合模时排气,经过两次不同范围和不同方式的排气,能够大幅降低铝液中气泡,实现气孔消除,提高电机铝压铸件压铸质量,解决了上述背景技术中提出的问题。
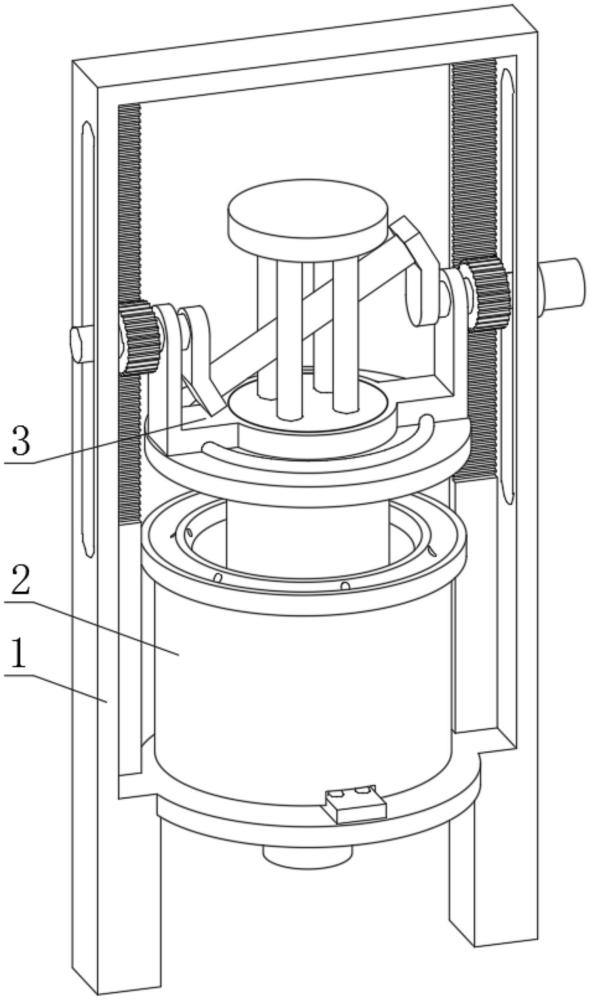
2、为实现上述目的,本发明提供如下技术方案:电机铝压铸件压铸用气孔消除成型装置,包括安装立架,所述安装立架上设置有支撑板,支撑板通过导向条活动连接有凹模,安装立架的上端活动连接有凸模组件,所述导向条上设置有驱动凹模往复移动的凸轮,所述凸模组件包括旋转上下移动的凸模本体。
3、优选的,所述凸轮的旋转轴贯穿导向条和支撑板,且凸轮旋转轴置于支撑板下方的位置上设置有第一电机。
4、优选的,所述凹模的下端开设有长腰槽,长腰槽与凸轮卡合,长腰槽的两侧设置有垂直长腰槽的限位滑槽,限位滑槽与导向条卡合。
5、优选的,所述导向条的上表面和凹模的下表面均设置有滚珠,导向条上还设置有凸起条,凹模的限位滑槽内设置有凸起球,凸起球与凸起条位置对应。
6、优选的,所述凹模上端的内壁上设置有锥形面,锥形面上等距离的设置有溢流孔,凹模的上端面设置有溢出槽,锥形面和溢出槽通过溢流孔连通。
7、优选的,所述凸模本体的上端设置有密封板,密封板的下表面设置有与锥形面相匹配的密封垫块。
8、优选的,所述密封板的上表面设置有四连杆,四连杆的两端通过转板与密封板固定连接,转板外圈的密封板上固定连接有滑轨。
9、优选的,所述凸模组件还包括支撑架和旋转架,支撑架的中心与转板套接,滑轨与支撑架活动连接,旋转架贯穿四连杆与支撑架活动连接,旋转架的两端贯穿安装立架。
10、优选的,所述旋转架的中心为斜杆结构,斜杆贯穿四连杆,旋转架的两端均设置有齿轮,安装立架对应齿轮的位置上固定连接有齿条,齿条与齿轮啮合,安装立架上还开设有与旋转架端部相匹配的导向滑槽,旋转架置于导向滑槽外部的一端设置有第二电机。
11、本发明要解决的另一技术问题是提供电机铝压铸件压铸用气孔消除成型装置的操作方法,包括如下步骤:
12、步骤一:凸模本体升至最高点,与凹模完全分离,向凹模内注入熔融态的铝液,凸轮旋转,带动凹模往复移动,凹模抖动,抖平凹模内的铝液并排气,当铝液到达液位后,停止注入铝液,凹模移动到凸模本体正下方;
13、步骤二:凸模本体向下移动,旋转移动至凹模内,接触到铝液后,凸模本体持续转动下移,对铝液挤压排气,并提高铝液高度,多余的铝液从凹模上端排出,直至凸模本体和凹模合模;
14、步骤三:等铝液冷却定型后,凸模本体旋转上移,从成型后的电机铝压铸件内转动抽出,将电机铝压铸件从凹模内取出即可。
15、与现有技术相比,本发明的有益效果是:
16、本发明提出的电机铝压铸件压铸用气孔消除成型装置及操作方法,在凹模的下方设置凸轮和导向条,旋转的凸轮能够带动凹模沿导向条来回移动,加之凸起球与凸起条的作用,在投料的时候就对凹模晃动和抖动,利于凹模内铝液中气泡上浮排出,在投料结束后,又通过旋转架控制凸模本体往复旋转下移,接触到铝液后的凸模本体进一步挤压铝液,且随着凸模本体的伸入,铝液的液位被提高,对铝液的挤压范围增加,进一步提高铝液中气泡的排除,先后在投料时排气、合模时排气,经过两次不同范围和不同方式的排气,能够大幅降低铝液中气泡,实现气孔消除,提高电机铝压铸件压铸质量。
技术特征:1.电机铝压铸件压铸用气孔消除成型装置,包括安装立架(1),其特征在于:所述安装立架(1)上设置有支撑板(11),支撑板(11)通过导向条(12)活动连接有凹模(2),安装立架(1)的上端活动连接有凸模组件(3),所述导向条(12)上设置有驱动凹模(2)往复移动的凸轮(13),所述凸模组件(3)包括旋转上下移动的凸模本体(31)。
2.根据权利要求1所述的电机铝压铸件压铸用气孔消除成型装置,其特征在于:所述凸轮(13)的旋转轴贯穿导向条(12)和支撑板(11),且凸轮(13)旋转轴置于支撑板(11)下方的位置上设置有第一电机(131)。
3.根据权利要求2所述的电机铝压铸件压铸用气孔消除成型装置,其特征在于:所述凹模(2)的下端开设有长腰槽(21),长腰槽(21)与凸轮(13)卡合,长腰槽(21)的两侧设置有垂直长腰槽(21)的限位滑槽(22),限位滑槽(22)与导向条(12)卡合。
4.根据权利要求3所述的电机铝压铸件压铸用气孔消除成型装置,其特征在于:所述导向条(12)的上表面和凹模(2)的下表面均设置有滚珠(121),导向条(12)上还设置有凸起条(122),凹模(2)的限位滑槽(22)内设置有凸起球(221),凸起球(221)与凸起条(122)位置对应。
5.根据权利要求1所述的电机铝压铸件压铸用气孔消除成型装置,其特征在于:所述凹模(2)上端的内壁上设置有锥形面(23),锥形面(23)上等距离的设置有溢流孔(231),凹模(2)的上端面设置有溢出槽(24),锥形面(23)和溢出槽(24)通过溢流孔(231)连通。
6.根据权利要求5所述的电机铝压铸件压铸用气孔消除成型装置,其特征在于:所述凸模本体(31)的上端设置有密封板(311),密封板(311)的下表面设置有与锥形面(23)相匹配的密封垫块(312)。
7.根据权利要求6所述的电机铝压铸件压铸用气孔消除成型装置,其特征在于:所述密封板(311)的上表面设置有四连杆(313),四连杆(313)的两端通过转板(3131)与密封板(311)固定连接,转板(3131)外圈的密封板(311)上固定连接有滑轨(3111)。
8.根据权利要求7所述的电机铝压铸件压铸用气孔消除成型装置,其特征在于:所述凸模组件(3)还包括支撑架(32)和旋转架(33),支撑架(32)的中心与转板(3131)套接,滑轨(3111)与支撑架(32)活动连接,旋转架(33)贯穿四连杆(313)与支撑架(32)活动连接,旋转架(33)的两端贯穿安装立架(1)。
9.根据权利要求8所述的电机铝压铸件压铸用气孔消除成型装置,其特征在于:所述旋转架(33)的中心为斜杆结构,斜杆贯穿四连杆(313),旋转架(33)的两端均设置有齿轮(331),安装立架(1)对应齿轮(331)的位置上固定连接有齿条(14),齿条(14)与齿轮(331)啮合,安装立架(1)上还开设有与旋转架(33)端部相匹配的导向滑槽(15),旋转架(33)置于导向滑槽(15)外部的一端设置有第二电机(332)。
10.一种如权利要求9所述的电机铝压铸件压铸用气孔消除成型装置的操作方法,其特征在于,包括以下步骤:
技术总结本发明公开了电机铝压铸件压铸用气孔消除成型装置及操作方法,属于吕压铸件加工技术领域。电机铝压铸件压铸用气孔消除成型装置,包括安装立架,所述安装立架上设置有支撑板,支撑板通过导向条活动连接有凹模,安装立架的上端活动连接有凸模组件,所述导向条上设置有驱动凹模往复移动的凸轮。本发明解决了现有熔融态的铝液内部难以快速将气体排出的问题,本发明提出的本发明提出的电机铝压铸件压铸用气孔消除成型装置及操作方法,先后在投料时排气、合模时排气,经过两次不同范围和不同方式的排气,能够大幅降低铝液中气泡,实现气孔消除,提高电机铝压铸件压铸质量。技术研发人员:夏新方,韩军义,韩博志,郑辉,王顺富受保护的技术使用者:含山县大兴金属制品有限公司技术研发日:技术公布日:2024/11/4本文地址:https://www.jishuxx.com/zhuanli/20241106/322559.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表