高纯钛工件加工方法、设备、可读存储介质及高纯钛工件与流程
- 国知局
- 2024-11-06 14:28:04
本发明涉及机械加工,尤其涉及一种高纯钛工件加工方法、设备、可读存储介质及高纯钛工件。
背景技术:
1、高纯钛材料具有较高的强度、优异的耐腐蚀性以及耐高温性等优点,被广泛应用于半导体器件的制备。半导体器件的精度要求较高,为满足半导体器件的使用要求,需要对高纯钛半导体器件进行镜面加工抛光处理,从而提高器件的表面平整度、改善器件性能,并满足工艺要求。
2、现有的高纯钛半导体器件镜面加工方法,大多数使用单一粗糙度和单一转速的打磨机对高纯钛半导体器件进行加工打磨,通常需要较长的打磨时间,工作效率低,且打磨效果较差,半导体器件表面平整度较低,难以控制其表面粗糙度,从而影响半导体器件的产品质量,严重时使半导体器件无法正常使用。
技术实现思路
1、本发明的第一个目的在于提供一种高纯钛工件加工方法,可以减少打磨时间,提高工作效率,且可以较为精确地控制高纯钛工件的表面平整度,保证高纯钛工件的产品质量。
2、为达上述目的,本发明采用以下技术方案:
3、高纯钛工件加工方法,包括:
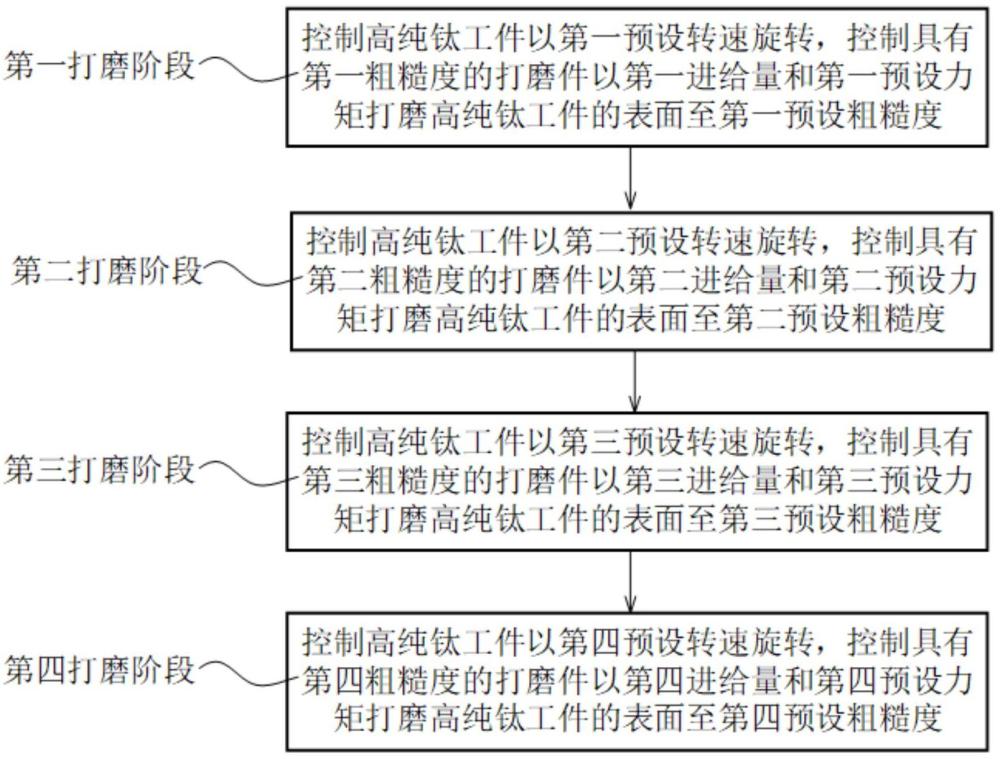
4、第一打磨阶段:控制高纯钛工件以第一预设转速旋转,控制具有第一粗糙度的打磨件以第一进给量和第一预设力矩打磨所述高纯钛工件的表面至第一预设粗糙度;
5、第二打磨阶段:控制所述高纯钛工件以第二预设转速旋转,控制具有第二粗糙度的打磨件以第二进给量和第二预设力矩打磨所述高纯钛工件的表面至第二预设粗糙度;
6、第三打磨阶段:控制所述高纯钛工件以第三预设转速旋转,控制具有第三粗糙度的打磨件以第三进给量和第三预设力矩打磨所述高纯钛工件的表面至第三预设粗糙度;
7、第四打磨阶段:控制所述高纯钛工件以第四预设转速旋转,控制具有第四粗糙度的打磨件以第四进给量和第四预设力矩打磨所述高纯钛工件的表面至第四预设粗糙度;
8、其中,所述第一预设转速、所述第二预设转速、所述第三预设转速依次递增,所述第三预设转速小于或等于所述第四预设转速;
9、所述第一粗糙度、所述第二粗糙度、所述第三粗糙度以及所述第四粗糙度依次递减;
10、所述第一进给量、所述第二进给量以及所述第三进给量依次递减,所述第三进给量大于或等于所述第四进给量;
11、所述第一预设力矩、所述第二预设力矩以及所述第三预设力矩依次递增,所述第三预设力矩小于或等于所述第四预设力矩;
12、所述第一预设粗糙度、所述第二预设粗糙度、所述第三预设粗糙度以及所述第四预设粗糙度依次递减。
13、可选地,所述第一预设转速为300转/分钟~400转/分钟,所述第二预设转速为350转/分钟~450转/分钟,所述第三预设转速为400转/分钟~500转/分钟,所述第四预设转速为400转/分钟~500转/分钟;
14、所述第一进给量为0.2mm/转~0.4mm/转,所述第二进给量为0.1mm/转~0.2mm/转,所述第三进给量为0.05mm/转~0.1mm/转,所述第四进给量为0.05mm/转~0.1mm/转;
15、所述第一预设力矩为40n/m~60n/m,所述第二预设力矩为60n/m~80n/m,所述第三预设力矩为80n/m~100n/m,所述第四预设力矩为80n/m~100n/m。
16、可选地,所述第一预设粗糙度为1.0um~1.5um,所述第二预设粗糙度为0.6um~0.8um,所述第三预设粗糙度为0.3um~0.5um,所述第四预设粗糙度为0.05um~0.2um。
17、可选地,所述第一打磨阶段、所述第二打磨阶段以及所述第三打磨阶段,均将研磨液喷涂至所述高纯钛工件表面;所述研磨液为研磨膏与溶剂按照预设比例配制而成;
18、所述第四打磨阶段之前,将所述研磨膏涂覆至所述高纯钛工件表面。
19、可选地,具有所述第一粗糙度的打磨件为600目的打磨砂纸,具有所述第二粗糙度的打磨件为800目的打磨砂纸,具有所述第三粗糙度的打磨件为2000目的打磨砂纸,具有所述第四粗糙度的打磨件为羊毛抛光片。
20、本发明的第二个目的在于提供一种高纯钛工件,该高纯钛工件具有较高的产品质量,且表面平整度较高。
21、为达上述目的,本发明采用以下技术方案:
22、高纯钛工件,采用如上所述的高纯钛工件加工方法加工而成。
23、本发明的第三个目的在于提供一种高纯钛工件加工设备,能够将高纯钛工件加工至表面光滑平整,能够精确地控制高纯钛工件表面的粗糙程度。
24、为达上述目的,本发明采用以下技术方案:
25、高纯钛工件加工设备,采用如上所述的高纯钛工件加工方法加工的高纯钛工件,所述高纯钛工件加工设备包括:
26、机体;
27、主轴,可转动地设置于所述机体上,所述主轴上设置有卡爪,所述卡爪用于夹持所述高纯钛工件;
28、打磨机构,包括机械手和打磨器,所述机械手设置于所述机体的一侧,所述打磨器可转动地设置于所述机械手上,所述机械手用于带动所述打磨器沿x方向、y方向和z方向移动,所述x方向、所述y方向和所述z方向两两垂直;
29、喷涂装置,设置于所述机体,用于向所述高纯钛工件表面喷涂研磨液;
30、涂覆装置,设置于所述机体,用于向所述高纯钛工件表面涂覆研磨膏;
31、控制模块,与所述主轴、所述机械手、打磨器、所述喷涂装置以及所述涂覆装置均通讯连接,所述控制模块用于控制所述主轴旋转、控制所述机械手带动所述打磨器移动、控制所述打磨器旋转、控制所述喷涂装置喷洒研磨液以及控制所述涂覆装置涂覆研磨膏。
32、可选地,所述高纯钛工件加工设备还包括粗糙度检测模块,所述粗糙度检测模块与所述控制模块通讯连接,用于检测所述高纯钛工件的表面粗糙度。
33、可选地,所述喷涂装置包括气泵、储存容器和喷涂管,所述喷涂管通过所述储存容器与所述气泵连通,所述储存容器用于储存所述研磨液,所述喷涂管远离所述储存容器的端口能朝向所述高纯钛工件的待加工面。
34、本发明的第四个目的在于提供一种可读存储介质,所述可读存储介质包括计算机程序或指令,当所述计算机程序或指令被所述高纯钛工件加工设备执行时,实现如上所述的高纯钛工件加工方法。
35、本发明的有益效果:
36、本发明提供一种高纯钛工件加工方法、设备、可读存储介质及高纯钛工件。该高纯钛工件加工方法包括第一打磨阶段、第二打磨阶段、第三打磨阶段以及第四打磨阶段,通过控制高纯钛工件以依次增大的预设转速转动,同时控制粗糙度依次降低的打磨件,以依次递减的进给量和依次递增的力矩对高纯钛工件进行分次分级打磨,使得高纯钛工件的表面粗糙度逐渐减小,从而能够较为精准地控制高纯钛工件的表面平整度,保证高纯钛工件的加工效果,确保高纯钛工件的产品质量。此外,通过不同的预设转速、粗糙度、进给量和力矩的协同合作,能够减少各个打磨阶段的打磨时间,提高工作效果。
37、高纯钛工件加工设备包括机体、主轴、打磨机构、喷涂装置、涂覆装置以及控制模块。当加工高纯钛工件时,由卡爪将工件夹持固定于主轴上,之后由控制模块控制机械手带动打磨器沿x方向、y方向和z方向移动,直至将打磨器设置有打磨件的一端与工件的待加工面对齐,然后由控制模块控制喷涂装置将研磨液喷洒于高纯钛工件的表面,同时控制主轴带动工件转动,并控制打磨器对高纯钛工件进行打磨。通过控制模块对各部件的控制,从而实现转动速度、进给量和力矩等加工参数的切换,同时配合不同粗糙度的打磨件进行加工,使高纯钛工件依次进行第一打磨阶段、第二打磨阶段和第三打磨阶段,实现工件的多次分级打磨,逐渐降低工件表面的粗糙度,较为精准的控制工件的加工精度和加工质量。当高纯钛工件的表面达到第三预设粗糙度时,控制模块控制喷涂装置停止工作,同时控制涂覆装置将研磨膏涂覆于高纯钛工件的表面,进行第四打磨阶段,对高纯钛工件进行抛光处理,使工件表面加工为光滑的镜面。
本文地址:https://www.jishuxx.com/zhuanli/20241106/322253.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表