真空钎焊工艺中焊接接头残余应力消除方法
- 国知局
- 2024-11-06 14:26:24
本发明涉及焊接,尤其涉及真空钎焊工艺中焊接接头残余应力消除方法。
背景技术:
1、钎焊,是指低于焊件熔点的钎料和焊件同时加热到钎料熔化温度后,利用液态钎料填充固态工件的缝隙使金属连接的焊接方法。钎焊时,首先要去除母材接触面上的氧化膜和油污,以利于毛细管在钎料熔化后发挥作用,增加钎料的润湿性和毛细流动性。根据钎料熔点的不同,钎焊又分为硬钎焊和软钎焊。钎焊变形小,接头光滑美观,适合于焊接精密、复杂和由不同材料组成的构件,如蜂窝结构板、透平叶片、硬质合金刀具和印刷电路板等。钎焊前对工件必须进行细致加工和严格清洗,除去油污和过厚的氧化膜,保证接口装配间隙。间隙一般要求在0.01~0.1毫米之间。较之熔焊,钎焊时母材不熔化,仅钎料熔化;较之压焊,钎焊时不对焊件施加压力。钎焊形成的焊缝称为钎缝。钎焊工艺有着良好的经济性和实用性,广泛应用在大型结构中,包括核电站管道、油田石催化裂化化工管道、汽轮机燃气轮机焊接转子、大型船只、潜艇、压力容器板结构等等。
2、焊接应力是直接影响焊接结构制造工艺性、服役可靠性的主要因素之一。若焊接结构中存在数值过大、分布不均匀的焊接残余应力,将会导致焊接结构产生冷热裂纹、脆性断裂、疲劳断裂、应力腐蚀断裂等失稳破坏,降低焊接质量。
3、因此如何改善焊接残余应力成了提高焊接结构性能面临的最主要问题,也是广大科研工作者们一直在努力研究的课题。
技术实现思路
1、本发明的目的在于提供真空钎焊工艺中焊接接头残余应力消除方法,旨在解决现有焊接接头残余应力降低焊接质量的问题。
2、为实现上述目的,本发明提供了真空钎焊工艺中焊接接头残余应力消除方法,包括以下步骤:
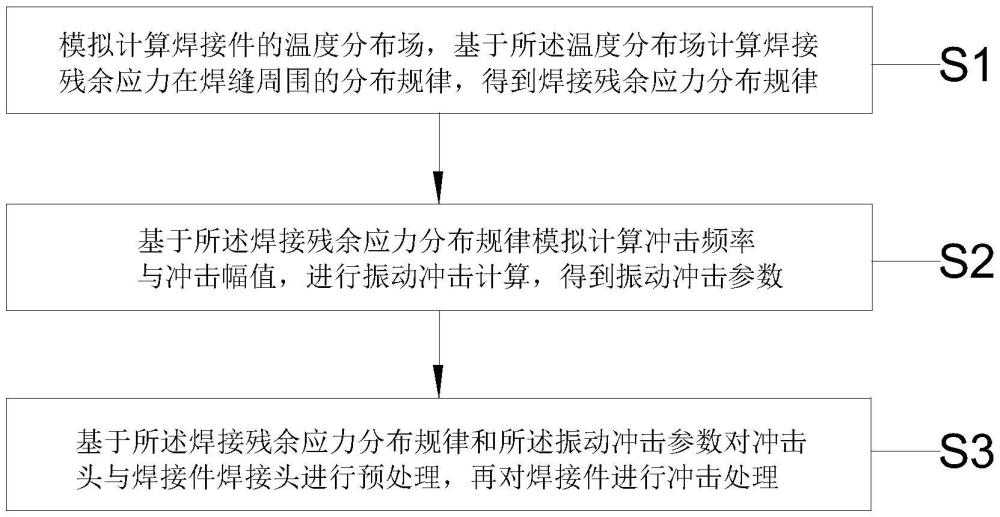
3、模拟计算焊接件的温度分布场,基于所述温度分布场计算焊接残余应力在焊缝周围的分布规律,得到焊接残余应力分布规律;
4、基于所述焊接残余应力分布规律模拟计算冲击频率与冲击幅值,进行振动冲击计算,得到振动冲击参数;
5、基于所述焊接残余应力分布规律和所述振动冲击参数对冲击头与焊接件焊接头进行预处理,再对焊接件进行冲击处理。
6、其中,所述模拟计算焊接件的温度分布场,基于所述温度分布场计算焊接残余应力在焊缝周围的分布规律,得到焊接残余应力分布规律的具体方式:
7、选取焊接件,读取焊接完成的所述焊接件温度分布场,得到实际温度分布场;
8、基于实际温度分布场在结构力学中进行降温计算,确定焊缝周围温度残余焊接应力分布,得到焊接残余应力分布规律。
9、其中,所述焊接残余应力分布规律获取方法还包括:
10、对焊接件进行xrd试验和表层焊接残余应力测试,得到焊接残余应力表层数据;
11、利用三维软件建立焊接件仿真模型,并基于所述焊接残余应力表层数据计算仿真数据,得到焊接残余应力的分布规律。
12、其中,所述对焊接件进行xrd试验和表层焊接残余应力测试时,需要先对焊接件进行电机抛光处理。
13、其中,所述基于所述焊接残余应力分布规律模拟计算冲击频率与冲击幅值,进行振动冲击计算,得到振动冲击参数的具体方式:
14、基于所述焊接残余应力分布规律模拟计算冲击冲击头的冲击频率和冲击幅值;
15、计算机基于所述冲击频率和所述冲击幅值进行振动冲击计算,得到振动冲击参数。
16、其中,所述基于所述焊接残余应力分布规律和所述振动冲击参数对冲击头与焊接件焊接头进行预处理,再对焊接件进行冲击处理的具体方式:
17、基于所述焊接残余应力分布规律和所述振动冲击参数对冲击头与焊接件焊接头进行预处理;
18、基于所述冲击频率和所述冲击幅值对焊接进行进行冲击处理,消除残余应力。
19、其中,所述基于所述焊接残余应力分布规律和所述振动冲击参数对冲击头与焊接件焊接头进行预处理的具体方式:
20、将焊接件装夹在可调节的工作台上;
21、基于所述焊接残余应力分布规律和所述振动冲击参数调整冲击头和焊接件的位置。
22、本发明的真空钎焊工艺中焊接接头残余应力消除方法,模拟计算焊接件的温度分布场,基于所述温度分布场计算焊接残余应力在焊缝周围的分布规律,得到焊接残余应力分布规律;基于所述焊接残余应力分布规律模拟计算冲击频率与冲击幅值,进行振动冲击计算,得到振动冲击参数;基于所述焊接残余应力分布规律和所述振动冲击参数对冲击头与焊接件焊接头进行预处理,再对焊接件进行冲击处理,该方法计算焊接件温度场的分布,利用有限元计算固体力学的方法确定焊接残余应力分布规律,并通过焊接残余应力分布规律模拟计算冲击频率与冲击幅值,最后通过焊接残余应力分布规律、冲击频率和冲击幅值调整冲击头和焊接件位置进行冲击,进而消除焊接件焊接的残余应力,避免了焊接件产生冷热裂纹、脆性断裂、疲劳断裂、应力腐蚀断裂等失稳破坏,保障了焊接件的焊接质量,解决现有焊接接头残余应力降低焊接质量的问题。
技术特征:1.真空钎焊工艺中焊接接头残余应力消除方法,其特征在于,包括以下步骤:
2.如权利要求1所述的真空钎焊工艺中焊接接头残余应力消除方法,其特征在于,
3.如权利要求1所述的真空钎焊工艺中焊接接头残余应力消除方法,其特征在于,
4.如权利要求3所述的真空钎焊工艺中焊接接头残余应力消除方法,其特征在于,
5.如权利要求1所述的真空钎焊工艺中焊接接头残余应力消除方法,其特征在于,
6.如权利要求1所述的真空钎焊工艺中焊接接头残余应力消除方法,其特征在于,
7.如权利要求6所述的真空钎焊工艺中焊接接头残余应力消除方法,其特征在于,
技术总结本发明涉及焊接技术领域,具体涉及真空钎焊工艺中焊接接头残余应力消除方法,包括模拟计算焊接件的温度分布场,基于温度分布场计算焊接残余应力在焊缝周围的分布规律,得到焊接残余应力分布规律;基于焊接残余应力分布规律模拟计算冲击频率与冲击幅值,进行振动冲击计算,得到振动冲击参数;基于焊接残余应力分布规律和振动冲击参数对冲击头与焊接件焊接头进行预处理,再对焊接件进行冲击处理,该方法计算焊接件温度场的分布,利用有限元计算固体力学的方法确定焊接残余应力分布规律,并模拟计算冲击频率与冲击幅值,基于上述数据调整冲击头和焊接件位置进行冲击,进而消除焊接件焊接的残余应力,保障了焊接件的焊接质量。技术研发人员:沈家栋,徐博铭,何东伟受保护的技术使用者:同济大学浙江学院技术研发日:技术公布日:2024/11/4本文地址:https://www.jishuxx.com/zhuanli/20241106/322096.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表