一种用于玻璃切割加工的控制方法及系统与流程
- 国知局
- 2024-11-06 14:38:38
本发明涉及数据处理,具体涉及一种用于玻璃切割加工的控制方法及系统。
背景技术:
1、在玻璃加工行业中,随着玻璃制品需求的多样化和定制化,往往需要定制不同大小规格的玻璃,而这些玻璃往往需要从一个大的玻璃原片上切割而且成,而传统的玻璃加工和切割方式通常依赖于人工操作或半自动化设备。这种方式虽然能够完成基本的切割任务,但在面对订单量大、规格复杂的生产需求时,存在一系列的技术缺陷和限制。
2、发明人在实现本技术实施例的过程中发现现有技术存在一下技术问题:
3、传统的玻璃切割主要依赖于操作员的经验,通过手动测量、切割和分类。这不仅容易产生误差,而且由于切割路径的设计不够优化,往往会造成原材料的浪费。人工操作还会导致切割速度慢,生产效率低下,特别是在面对大批量定制订单时,难以实现规模化的快速生产。
4、其次尽管一些半自动或自动化切割设备在工业上得到了应用,但现有的设备大多依赖预设的切割路径和人工数据输入,灵活性较差。它们通常无法根据实时的订单变化进行动态优化,尤其是在面对不同厚度和规格的玻璃时,设备无法自行识别并做出最优的切割排版调整,导致材料浪费和交付延迟问题。
5、当前的订单管理系统大多依靠人工录入和处理,无法实现订单信息的快速分类、排序和优化。面对多订单并行生产时,现有系统难以根据订单的紧急性、交付时间和规格进行自动化排程,容易出现重要订单延迟交付或排程冲突等问题。
6、现有的切割设备和系统对生产中的异常处理不够智能化,尤其是当设备出现故障或原材料不足时,无法及时反馈和自动暂停生产。生产中止后也缺乏有效的恢复机制,导致生产线停顿时间长,影响整体生产效率的问题。
技术实现思路
1、为了克服上述技术缺陷,本技术提出了一种基于自动化控制和智能优化的玻璃加工控制方法。通过系统化的数据采集、智能算法优化、自动化设备控制和实时监控反馈,实现了玻璃切割过程中的高效管理和优化,其具体方案如下:
2、本技术的第一个方面,提供了一种用于玻璃切割加工的控制方法及系统,所述方法包括:
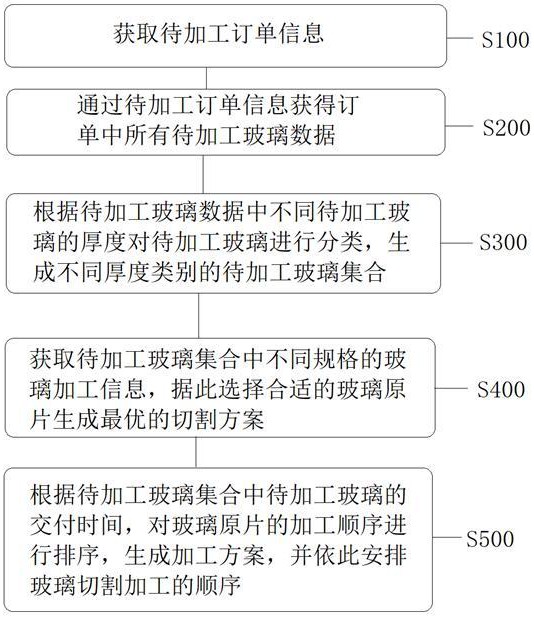
3、获取待加工订单信息,其订单信息的数据来源可以是客户提交的电子表单、erp系统、或手动输入;
4、通过订单信息获得订单中所有待加工玻璃数据,其待加工玻璃数据订单信包括客户名称、玻璃厚度、玻璃规格(长、宽)、订单数量、交付时间等;
5、根据待加工玻璃数据中不同待加工玻璃的厚度对待加工玻璃进行分类,生成不同厚度类别的待加工玻璃集合;
6、获取待加工玻璃集合中不同规格的玻璃加工信息;
7、根据加工玻璃集合中不同规格的玻璃加工信息,选择合适的玻璃原片生成最优的切割方案,所述切割方案包括每张玻璃原片的排版布局、切割顺序,确保高效的切割过程,使其可通过自动化的算法优化生产计划,最小化原片浪费,最大化利用率,提升生产效率;
8、根据待加工玻璃集合中待加工玻璃的交付时间,对玻璃原片的加工顺序进行排序,生成加工方案;
9、根据加工方案的加工排序结果安排玻璃切割加工的顺序。
10、进一步的,所述待加工玻璃数据包括加工订单中所有待加工玻璃的厚度信息、规格信息、数量信息、客户信息以及交付时间信息;
11、其中客户信息包括,客户名称、联系方式、订单编号;
12、其中玻璃厚度包括,待加工玻璃的厚度,使其便于将同一厚度的订单归类到一个集合中,使其可将不同厚度的玻璃分别处理,通过系统自动生成多个厚度类别,确保后续切割工序中不会混淆;
13、其中玻璃规格包括,待加工玻璃的具体规格尺寸(长、宽),并记录订单中的各规格玻璃的数量,使其可通过数据分析确定每张玻璃的规格,使系统确保切割优化时能够利用所有规格信息,最大化原片利用率;
14、交付时间信息包括,每张订单中的交付时间,以便生成紧急度排序,按交付时间的先后安排生产优先级,使其可通过系统计算预计完成时间,检查生产进度是否能够满足订单交付要求。如果发现生产周期可能超出截至时间,则调整生产排程。
15、进一步的,获取玻璃原片的切割方案,根据玻璃原片上待加工玻璃的客户信息,在玻璃原片上待加工玻璃的区域贴上对应的识别标签,该步骤可在玻璃切割前或切割后完成,本领域技术人员可根据需要自行安排该步骤的位置,作为优选,该步骤位于玻璃切割加工前进行,本步骤根据切割方案确定需要切割的区域,通过贴标机自动在玻璃原片上贴上标签。这些标签至少包含客户信息、订单编号和玻璃规格,便于后续的分类与管理。
16、进一步的,根据待加工玻璃集合中待加工玻璃的交付时间,对玻璃原片的加工顺序进行排序,生成加工方案,包括:
17、自动根据待加工玻璃集合获得每个待加工玻璃的交付时间;
18、根据每张订单的交付时间,计算当前时间与交付时间的差异,生成紧急度评分,并根据当前时间的变化,实时更新订单的紧急度排序;
19、根据现有生产计划、生产速度、设备状态及每张订单的加工复杂度,计算每张订单的预计完成时间,并在每张玻璃原片加工完成后自动更新;
20、若是发现有订单无法在该订单交付时间内将其订单中的玻璃加工完成,则获得该订单的交付时间a;
21、通过交付时间a获取该订单预计超出交付时间a生产的玻璃,以及在交付时间a前的所有加工方案,从中选取可替代的待加工玻璃位置,将预计超出交付时间a生产的玻璃与其进行替换;
22、获取替代下来待加工玻璃的交付时间,并和交付时间a后面的加工方案中的所有待加工玻璃一起重新生成新的加工方案。
23、进一步的,根据加工玻璃集合中不同规格的玻璃加工信息,选择合适的玻璃原片生成最优的切割方案,包括;
24、根据订单的规格尺寸,确定每块玻璃的占用面积,并将其与玻璃原片的尺寸进行匹配;
25、其中:订单的规格尺寸为:
26、每块待切割玻璃的尺寸(长和宽)、数量、形状(如矩形、圆形或其他形状);
27、如果是异形玻璃,需要将其简化为可处理的多边形或近似形状;
28、玻璃原片尺寸:
29、即原片的长、宽、厚度等信息,确保原片尺寸足够容纳多个待切割的玻璃。
30、利用矩形填充算法,将每块玻璃尽可能紧密排列在原片上,减少切割间隙和边角料;
31、根据玻璃原片的大小,计算玻璃原片可以切割多少块玻璃,并评估排版后的利用率,生成对应的排版布局;
32、根据排版布局,规划出具体的切割路径,生成切割方案。
33、进一步的,根据加工方案的加工排序结果安排玻璃切割加工的顺序,包括;
34、根据加工方案获取对应的玻璃原片;
35、根据加工方案确定需要切割的区域,通过贴标机自动在玻璃原片上根据玻璃原片上待加工玻璃的区域贴上可以识别对应客户的识别标签;
36、将玻璃原片按照加工方案中的切割路径通过切割设备进行切割;
37、将切割后的玻璃原片送入玻璃掰片机进行掰片;
38、将掰片后的玻璃根据识别标签上的信息进行分类存放。
39、进一步的,所述待加工玻璃数据还包括备注字段信息,所述备注字段信息包括该待加工玻璃的特殊工艺要求;
40、根据待加工玻璃的备注字段信息对其加工,比如有一些玻璃在切割后需要通过磨轮进行除膜操作,可以将同一特殊工艺要求的待加工玻璃尽量安排进一个玻璃原片进行加工。
41、进一步的,本方法还包括:通过传感器和监控模块实时采集玻璃加工设备运行数据;
42、根据加工设备的运行数据生成实时的生产报告;
43、如果发生异常情况导致加工设备停止运行,自动记录加工设备的当前状态以及加工进度,并发出相应的警告信息;
44、故障排除后自动检测设备状态,确认设备可以正常工作后,根据之前保存的加工进度,继续执行剩余的切割任务。
45、本技术的第二个方面,提供了用于玻璃切割加工的控制系统,所述系统包括:
46、订单信息获取模块:所述订单信息获取模块获取待加工订单信息;
47、玻璃数据处理模块:通过订单信息获得订单中所有待加工玻璃数据;
48、玻璃分类与集合生成模块:所述玻璃分类与集合生成模块根据待加工玻璃数据中不同待加工玻璃的厚度对待加工玻璃进行分类,生成不同厚度类别的待加工玻璃集合;
49、切割方案生成模块:获取待加工玻璃集合中不同规格的玻璃加工信息;
50、根据加工玻璃集合中不同规格的玻璃加工信息,选择合适的玻璃原片生成最优的切割方案;
51、加工排序与计划调度模块:根据待加工玻璃集合中待加工玻璃的交付时间,对玻璃原片的加工顺序进行排序,生成加工方案;
52、根据加工方案的加工排序结果安排玻璃切割加工的顺序。
53、本技术中提供的一个或多个技术方案,至少具有如下技术效果或优点:
54、本技术通过自动化的订单信息管理、智能化分类与排程、以及切割路径的优化,本方案大幅提升了玻璃加工的生产效率。与传统的人工操作和半自动化设备相比,本方案能够实现多订单并行处理,减少了人工干预,提高了切割精度和生产速度。
55、本技术基于智能算法生成的最优切割路径能够有效减少废料的产生,最大化利用每张玻璃原片的面积。相比传统的手动切割或预设路径切割,本方案显著降低了材料浪费,提升了企业的经济效益。
56、本方案通过实时监控与异常反馈机制,能够在切割设备出现故障或材料不足时及时响应,避免了设备长时间停机和订单延迟。同时,系统能够根据设备状态动态调整切割参数,延长设备使用寿命,降低了维护和更换成本。
57、本方案通过订单的综合排序和紧急度处理机制,确保了紧急订单的优先处理,保证了高优先级客户的订单能够按时交付。系统根据实时生产状态调整排程,避免了因生产周期超出交付时间而导致的交付延迟。
本文地址:https://www.jishuxx.com/zhuanli/20241106/323284.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。