一种高功率密度微特电机转子磁钢自动化加工系统的制作方法
- 国知局
- 2024-11-06 14:49:01
本发明涉及一种高功率密度微特电机转子磁钢自动化加工系统,属于微特电机转子磁钢加工。
背景技术:
1、高功率密度军用微特电机转子磁钢加工是电机转子组装前的重要工序,目前基本采用手工作业。军用微特电机转子磁钢来料时采用分隔板分隔,由于该类磁钢具有强磁特性,人工需要施加比较大的力道才能将磁钢片分隔开,该过程存在一定磁钢片因强大磁吸力飞出伤人的风险且容易损伤磁钢片;人工将磁钢片分片后进行摆盘,再将摆满磁钢片的托盘送至自动喷胶机设备进行喷胶,由于人工摆盘存在位置偏差,导致磁钢喷胶存在不均匀及喷胶效果差的问题;磁钢喷胶完成后因胶液技术要求需进行预烘和按时限要求进行晾置,保证胶液的粘接性能,目前该过程均是人工操作,无法准确控制预烘时间、预烘温度及晾置时间,存在预烘和晾置均无法达到胶液粘接要求的问题。同时磁钢分片、摆盘、喷胶、预烘和晾置工序目前基本是单工位手动流传作业,典型如申请号为cn202310024712.6的中国专利公开的一种电机转子磁钢圈加工设备、申请号为cn202211704829.0的中国专利公开的一种电动车电机转子磁钢圈的加工装置、申请号为cn202121339514.1的中国专利公开的一种电动车电机转子磁钢圈加工设备等,没有实现连续流水线式生产,导致该部分工序产能低下,已不能满足目前军用微特电机大批量生产的要求。
技术实现思路
1、为解决上述技术问题,本发明提供了一种高功率密度微特电机转子磁钢自动化加工系统,该高功率密度微特电机转子磁钢自动化加工系统可实现军用微特电机转子磁钢片的自动分片、摆盘、输送、喷胶、预烘及缓存晾置的全自动化流水线式加工生产,减少作业人员,加快磁钢喷胶晾置效率,保证军用微特电机的高效率高质量生产。
2、本发明通过以下技术方案得以实现。
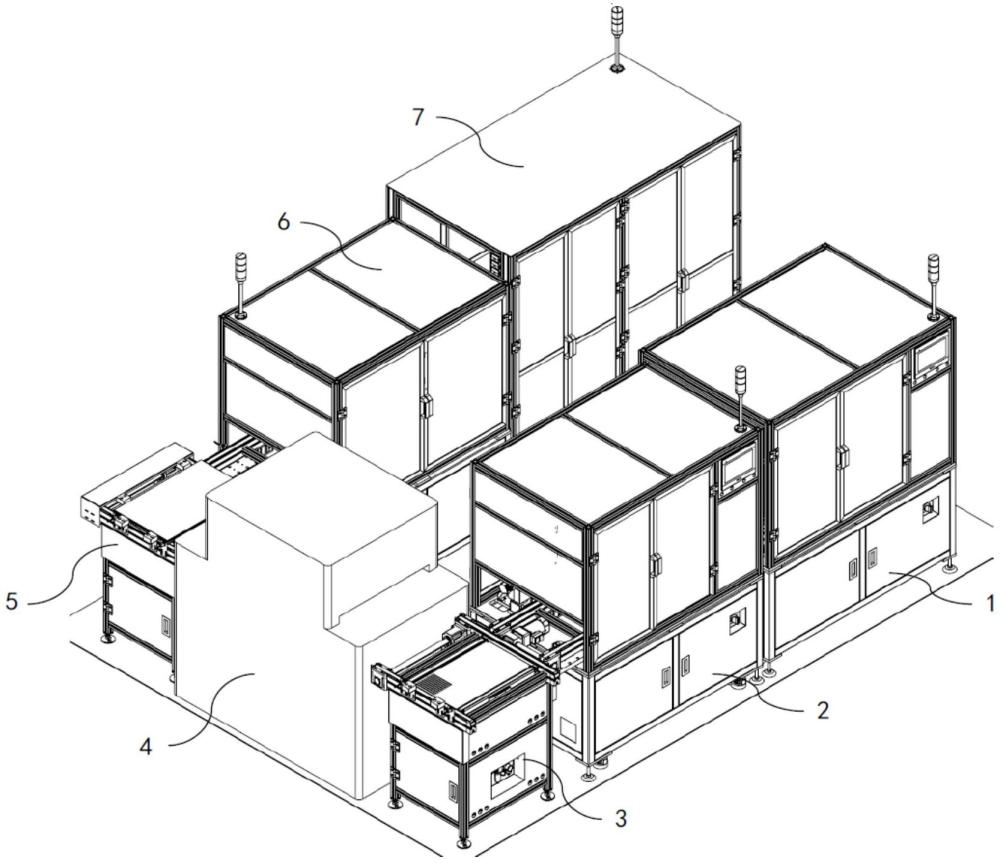
3、本发明提供的一种高功率密度微特电机转子磁钢自动化加工系统,包括依次连接安装的磁钢自动分片摆盘设备、前磁钢自动喷胶设备、前同步带顶升移载设备、隧道炉、后同步带顶升移载设备、后磁钢自动喷胶设备、磁钢片多层升降缓存晾置架设备,磁钢自动分片摆盘设备用于将交错堆叠的磁钢片和磁钢片隔板分离,将其中的磁钢片呈阵列摆盘于托盘载具;前磁钢自动喷胶设备用于对托盘载具上的磁钢片喷胶后;前同步带顶升移载设备用于将摆盘有磁钢片的托盘载具送入至隧道炉;后同步带顶升移载设备用于将摆盘有磁钢片的托盘载具从隧道炉中移出至后磁钢自动喷胶设备;后磁钢自动喷胶设备用于对摆盘有磁钢片的托盘载具再次喷胶;磁钢片多层升降缓存晾置架设备用于将托盘载具分层晾置;磁钢自动分片摆盘设备、前磁钢自动喷胶设备、前同步带顶升移载设备安装于同一条线,后同步带顶升移载设备、后磁钢自动喷胶设备、磁钢片多层升降缓存晾置架设备安装于同一条线,前同步带顶升移载设备和后同步带顶升移载设备均为直角弯折输送装置。
4、所述磁钢自动分片摆盘设备、前磁钢自动喷胶设备、前同步带顶升移载设备、隧道炉、后同步带顶升移载设备、后磁钢自动喷胶设备、磁钢片多层升降缓存晾置架设备整体呈u型,隧道炉位于u型中心底部位置。
5、所述磁钢自动分片摆盘设备包括分片机架组件,分片机架组件上呈四角分布安装有机械手抓取组件、分片同步带输送组件和两组磁钢自动分片组件,分片同步带输送组件用于安置托盘载具,分片同步带输送组件上位于托盘载具底部的位置安装有托盘定位顶升组件;磁钢自动分片组件用于对排列的堆叠的磁钢片和磁钢片隔板进行清洗、剥离出磁钢片,机械手抓取组件用于将磁钢片抓取到托盘载具上,机械手抓取组件用于将托盘载具移出,托盘定位顶升组件用于将托盘载具顶升。
6、所述磁钢自动分片组件包括磁钢上料夹、磁钢片推出板、磁钢片出料板,磁钢上料夹安装在磁钢片推出板上方用于装入堆叠的磁钢片和磁钢片隔板,磁钢片推出板装在导轨上并沿导轨移动,磁钢片推出板前端固定有磁钢片出料板。
7、在所述磁钢片出料板可移动到的位置有磁钢极性检测组件装在导轨前端侧方。
8、所述磁钢上料夹后方装有颜色传感器用于检测磁钢上料夹内磁钢片的数量。
9、所述磁钢片推出板侧方装有压缩空气喷嘴用于喷气清洗。
10、所述机械手抓取组件包括固定于台面的机械手和安装于机械手动作位的磁钢片吸取夹具组件。
11、所述磁钢片吸取夹具组件由垂直固定的伸缩气缸组成,伸缩气缸朝下带动吸取块升降,吸取块底部有磁钢片吸取垫板。
12、所述分片同步带输送组件侧面装有第一传感器组件用于检测托盘载具在分片同步带输送组件上的位置。
13、所述前磁钢自动喷胶设备包括喷胶机架组件,喷胶机架组件上安装有喷胶同步带输送组件用于带动托盘载具位移,喷胶同步带输送组件侧方装有第二传感器组件用于检测托盘载具在喷胶同步带输送组件上的位置,喷胶同步带输送组件上方装有三轴机械手喷胶组件,喷胶同步带输送组件中位于托盘载具底部的位置装有托盘定位顶升组件,喷胶同步带输送组件端部正对托盘载具的位置装有负离子吹风设备。
14、所述前同步带顶升移载设备包括同步带输送设备,同步带输送设备上装有顶升移载设备,同步带输送设备上顶升移载设备起点位置和顶升移载设备顶升位置位于相对两角。
15、所述同步带输送设备包括输送机架组件,输送机架组件顶部安装有第一同步带输送组件,第一同步带输送组件上固定有托盘阻挡组件并装有第三传感器组件。
16、所述顶升移载设备包括机架安装组件,机架安装组件上装有顶升移载台,顶升移载台两侧有第二同步带输送组件,第二同步带输送组件由顶升移载传动组件通过链条带动,顶升移载台底部装有顶升气缸组件,第二同步带输送组件四角位置有顶升导杆组件用于升降导向。
17、所述磁钢片多层升降缓存晾置架设备包括线性滑台组件,线性滑台组件上装有用于承载托盘载具的载货台组件并带动载货台组件升降,载货台组件上装有同步带输送组件,线性滑台组件后端侧位置装有多层多层辊筒缓存架组件,线性滑台组件、多层辊筒缓存架组件均装在多层升降机架组件内。
18、有垂直的导向杆组件对所述载货台组件升降导向,导向杆组件固定于多层升降机架组件。
19、本发明的有益效果在于:可代替人工完成高功率密度军用微特电机转子磁钢片自动化分片、摆盘、输送、喷胶、预烘及缓存晾置,实现了该部分工序的全自动化生产,提高了高功率密度军用微特电机转子磁钢的生产效率和加工一致性。
技术特征:1.一种高功率密度微特电机转子磁钢自动化加工系统,其特征在于,包括依次连接安装的磁钢自动分片摆盘设备(1)、前磁钢自动喷胶设备(2)、前同步带顶升移载设备(3)、隧道炉(4)、后同步带顶升移载设备(5)、后磁钢自动喷胶设备(6)、磁钢片多层升降缓存晾置架设备(7),磁钢自动分片摆盘设备(1)用于将交错堆叠的磁钢片(8)和磁钢片隔板(9)分离,将其中的磁钢片(8)呈阵列摆盘于托盘载具(10);前磁钢自动喷胶设备(2)用于对托盘载具(10)上的磁钢片(8)喷胶后;前同步带顶升移载设备(3)用于将摆盘有磁钢片(8)的托盘载具(10)送入至隧道炉(4);后同步带顶升移载设备(5)用于将摆盘有磁钢片(8)的托盘载具(10)从隧道炉(4)中移出至后磁钢自动喷胶设备(6);后磁钢自动喷胶设备(6)用于对摆盘有磁钢片(8)的托盘载具(10)再次喷胶;磁钢片多层升降缓存晾置架设备(7)用于将托盘载具(10)分层晾置;磁钢自动分片摆盘设备(1)、前磁钢自动喷胶设备(2)、前同步带顶升移载设备(3)安装于同一条线,后同步带顶升移载设备(5)、后磁钢自动喷胶设备(6)、磁钢片多层升降缓存晾置架设备(7)安装于同一条线,前同步带顶升移载设备(3)和后同步带顶升移载设备(5)均为直角弯折输送装置。
2.如权利要求1所述的高功率密度微特电机转子磁钢自动化加工系统,其特征在于,所述磁钢自动分片摆盘设备(1)、前磁钢自动喷胶设备(2)、前同步带顶升移载设备(3)、隧道炉(4)、后同步带顶升移载设备(5)、后磁钢自动喷胶设备(6)、磁钢片多层升降缓存晾置架设备(7)整体呈u型,隧道炉(4)位于u型中心底部位置。
3.如权利要求1所述的高功率密度微特电机转子磁钢自动化加工系统,其特征在于,所述磁钢自动分片摆盘设备(1)包括分片机架组件(15),分片机架组件(15)上呈四角分布安装有机械手抓取组件(12)、分片同步带输送组件(13)和两组磁钢自动分片组件(11),分片同步带输送组件(13)用于安置托盘载具(10),分片同步带输送组件(13)上位于托盘载具(10)底部的位置安装有托盘定位顶升组件(14);磁钢自动分片组件(11)用于对排列的堆叠的磁钢片(8)和磁钢片隔板(9)进行清洗、剥离出磁钢片(8),机械手抓取组件(12)用于将磁钢片(8)抓取到托盘载具(10)上,机械手抓取组件(12)用于将托盘载具(10)移出,托盘定位顶升组件(14)用于将托盘载具(10)顶升。
4.如权利要求3所述的高功率密度微特电机转子磁钢自动化加工系统,其特征在于,所述磁钢自动分片组件(11)包括磁钢上料夹(111)、磁钢片推出板(112)、磁钢片出料板(113),磁钢上料夹(111)安装在磁钢片推出板(112)上方用于装入堆叠的磁钢片(8)和磁钢片隔板(9),磁钢片推出板(112)装在导轨上并沿导轨移动,磁钢片推出板(112)前端固定有磁钢片出料板(113)。
5.如权利要求4所述的高功率密度微特电机转子磁钢自动化加工系统,其特征在于,在所述磁钢片出料板(113)可移动到的位置有磁钢极性检测组件(114)装在导轨前端侧方。
6.如权利要求4所述的高功率密度微特电机转子磁钢自动化加工系统,其特征在于,所述磁钢上料夹(111)后方装有颜色传感器(116)用于检测磁钢上料夹(111)内磁钢片(8)的数量。
7.如权利要求4所述的高功率密度微特电机转子磁钢自动化加工系统,其特征在于,所述磁钢片推出板(112)侧方装有压缩空气喷嘴(117)用于喷气清洗。
8.如权利要求3所述的高功率密度微特电机转子磁钢自动化加工系统,其特征在于,所述机械手抓取组件(12)包括固定于台面的机械手(118)和安装于机械手(118)动作位的磁钢片吸取夹具组件(119)。
9.如权利要求8所述的高功率密度微特电机转子磁钢自动化加工系统,其特征在于,所述磁钢片吸取夹具组件(119)由垂直固定的伸缩气缸(1191)组成,伸缩气缸(1191)朝下带动吸取块(1192)升降,吸取块(1192)底部有磁钢片吸取垫板(1193)。
10.如权利要求3所述的高功率密度微特电机转子磁钢自动化加工系统,其特征在于,所述分片同步带输送组件(13)侧面装有第一传感器组件(131)用于检测托盘载具(10)在分片同步带输送组件(13)上的位置。
11.如权利要求1所述的高功率密度微特电机转子磁钢自动化加工系统,其特征在于,所述前磁钢自动喷胶设备(2)包括喷胶机架组件(21),喷胶机架组件(21)上安装有喷胶同步带输送组件(25)用于带动托盘载具(10)位移,喷胶同步带输送组件(25)侧方装有第二传感器组件(26)用于检测托盘载具(10)在喷胶同步带输送组件(25)上的位置,喷胶同步带输送组件(25)上方装有三轴机械手喷胶组件(23),喷胶同步带输送组件(25)中位于托盘载具(10)底部的位置装有托盘定位顶升组件(24),喷胶同步带输送组件(25)端部正对托盘载具(10)的位置装有负离子吹风设备(22)。
12.如权利要求1所述的高功率密度微特电机转子磁钢自动化加工系统,其特征在于,所述前同步带顶升移载设备(3)包括同步带输送设备(31),同步带输送设备(31)上装有顶升移载设备(32),同步带输送设备(31)上顶升移载设备起点位置(33)和顶升移载设备顶升位置(34)位于相对两角。
13.如权利要求12所述的高功率密度微特电机转子磁钢自动化加工系统,其特征在于,所述同步带输送设备(31)包括输送机架组件(311),输送机架组件(311)顶部安装有第一同步带输送组件(313),第一同步带输送组件(313)上固定有托盘阻挡组件(312)并装有第三传感器组件(314)。
14.如权利要求12所述的高功率密度微特电机转子磁钢自动化加工系统,其特征在于,所述顶升移载设备(32)包括机架安装组件(321),机架安装组件(321)上装有顶升移载台(324),顶升移载台(324)两侧有第二同步带输送组件(322),第二同步带输送组件(322)由顶升移载传动组件(323)通过链条带动,顶升移载台(324)底部装有顶升气缸组件(325),第二同步带输送组件(322)四角位置有顶升导杆组件(326)用于升降导向。
15.如权利要求1所述的高功率密度微特电机转子磁钢自动化加工系统,其特征在于,所述磁钢片多层升降缓存晾置架设备(7)包括线性滑台组件(75),线性滑台组件(75)上装有用于承载托盘载具(10)的载货台组件(72)并带动载货台组件(72)升降,载货台组件(72)上装有同步带输送组件(73),线性滑台组件(75)后端侧位置装有多层多层辊筒缓存架组件(76),线性滑台组件(75)、多层辊筒缓存架组件(76)均装在多层升降机架组件(71)内。
16.如权利要求15所述的高功率密度微特电机转子磁钢自动化加工系统,其特征在于,有垂直的导向杆组件(74)对所述载货台组件(72)升降导向,导向杆组件(74)固定于多层升降机架组件(71)。
技术总结本发明提供了一种高功率密度微特电机转子磁钢自动化加工系统,包括依次连接安装的磁钢自动分片摆盘设备、前磁钢自动喷胶设备、前同步带顶升移载设备、隧道炉、后同步带顶升移载设备、后磁钢自动喷胶设备、磁钢片多层升降缓存晾置架设备;磁钢自动分片摆盘设备用于将交错堆叠的磁钢片和磁钢片隔板分离,将其中的磁钢片呈阵列摆盘于托盘载具;前磁钢自动喷胶设备用于对托盘载具上的磁钢片喷胶后。本发明可代替人工完成高功率密度军用微特电机转子磁钢片自动化分片、摆盘、输送、喷胶、预烘及缓存晾置,实现了该部分工序的全自动化生产,提高了高功率密度军用微特电机转子磁钢的生产效率和加工一致性。技术研发人员:汪杰,袁黔东,雷乾勇,崔浪浪,王燕,杨文龙受保护的技术使用者:贵州航天林泉电机有限公司技术研发日:技术公布日:2024/11/4本文地址:https://www.jishuxx.com/zhuanli/20241106/324273.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。