一种可控钢帘线焊接点弯曲试验装置的制作方法
- 国知局
- 2024-11-12 13:56:38
本技术涉及钢帘线生产,具体涉及一种可控钢帘线焊接点弯曲试验装置,对钢帘线生产过程中的焊接点质量进行控制。
背景技术:
1、钢帘线的生产过程难免有缺陷和断丝而影响产品质量,工厂习惯于将缺陷处切断焊接的办法来处理不合格式产品,但焊接质量直接影响钢帘线生产的整体质量,因此,钢帘线生产质量除了捻制质量也包括钢帘线的焊接质量,其中对钢帘线焊接点进行弯曲试验是保证焊接质量的一项重要措施。目前对焊接点的检测主要靠人工用手折弯检查,没有检测基准,也不受控制。
技术实现思路
1、本实用新型的目的在于克服上述不足,提供了一种可控钢帘线焊接点弯曲试验装置,解决钢帘线焊接后由于某种原因在焊点处出现焊接不实、断丝等缺陷影响下游用户的产品质量,可与现代钢帘线对焊机配套使用,利用现代钢帘线对焊机控制器(plc)可控制钢帘线焊接点弯曲试验的实施各工艺要求的次数;不仅解决了钢帘线焊点弯曲试验的基准问题,更是模拟了下游用户实际使用状态弯曲的要求;同时充分利用现代钢帘线对焊机所俱备的数控功能,达到实际需要弯曲试验次数的控制的目的,使钢帘线焊点在用户使用过程中符合要求,用来保证钢帘线焊点的质量,降低下游用户对产品的抱怨和索赔。
2、本实用新型的目的是这样实现的:
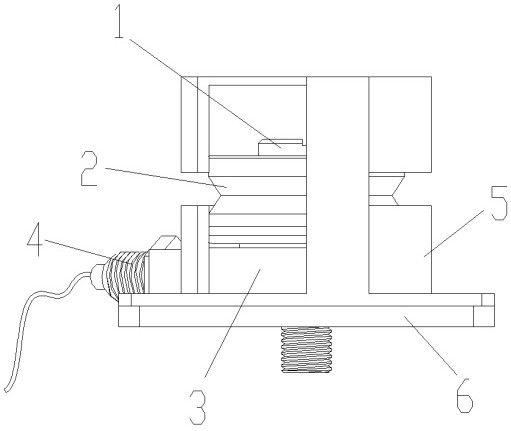
3、一种可控钢帘线焊接点弯曲试验装置,包括销轴、v型槽轴承、信号发生器、信号传感器、封罩和安装板,所述销轴固定在安装板上,所述v型槽轴承设于销轴顶端,所述信号发生器连接v型槽轴承的外圈,信号发生器可随v型槽轴承的外圈转动,所述安装板上对应信号发生器设有信号传感器,所述v型槽轴承和信号发生器设在封罩内。
4、优选的,所述信号传感器设置在信号发生器的侧面,并设置在封罩外,且固定设置在安装板上。
5、优选的,所述封罩上对应v型槽轴承的v型槽设有豁口。
6、优选的,所述信号发生器装配在v型槽轴承下面。
7、本实用新型的有益效果是:
8、本实用新型安装在合适的位置,连接plc,在plc程序里设定工艺规定的弯曲次数,当钢帘线焊接点通过封罩上的豁口弯曲在v型槽轴承的v型槽内,确保钢帘线焊接点位置在v型槽轴承的v型槽内,来回拉动钢帘线至规定的次数,杜绝弯曲试验不做或少做,取下检查钢帘焊点是否正常,光滑无缺陷合格;模拟了用户实际使用场景,保证用户在生产过程中通过滚轮时不会出现缺陷而影响用户的产品质量。
技术特征:1.一种可控钢帘线焊接点弯曲试验装置,其特征在于:包括销轴、v型槽轴承、信号发生器、信号传感器、封罩和安装板,所述销轴固定在安装板上,所述v型槽轴承设于销轴顶端,所述信号发生器连接v型槽轴承的外圈,信号发生器可随v型槽轴承的外圈转动,所述安装板上对应信号发生器设有信号传感器,所述v型槽轴承和信号发生器设在封罩内。
2.根据权利要求1所述的一种可控钢帘线焊接点弯曲试验装置,其特征在于:所述信号传感器设置在信号发生器的侧面,并设置在封罩外,且固定设置在安装板上。
3.根据权利要求1所述的一种可控钢帘线焊接点弯曲试验装置,其特征在于:所述封罩上对应v型槽轴承的v型槽设有豁口。
4.根据权利要求1或2所述的一种可控钢帘线焊接点弯曲试验装置,其特征在于:所述信号发生器装配在v型槽轴承下面。
技术总结本技术涉及一种可控钢帘线焊接点弯曲试验装置,包括销轴、V型槽轴承、信号发生器、信号传感器、封罩和安装板,所述销轴固定在安装板上,所述V型槽轴承设于销轴顶端,所述信号发生器连接V型槽轴承的外圈,信号发生器可随V型槽轴承的外圈转动,所述安装板上对应信号发生器设有信号传感器,所述V型槽轴承和信号发生器设在封罩内。本技术不仅解决了钢帘线焊点弯曲试验的基准问题,更是模拟了下游用户实际使用状态弯曲的要求;同时充分利用现代钢帘线对焊机所俱备的数控功能,达到实际需要弯曲试验次数的控制的目的,使钢帘线焊点在用户使用过程中符合要求,用来保证钢帘线焊点的质量,降低下游用户对产品的抱怨和索赔。技术研发人员:黄国清,周佳受保护的技术使用者:江阴市科宇电器有限公司技术研发日:20240218技术公布日:2024/11/7本文地址:https://www.jishuxx.com/zhuanli/20241112/326665.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表