一种浮法玻璃冷端生产线控制系统及方法与流程
- 国知局
- 2024-11-21 11:36:03
本发明涉及浮法玻璃生产,尤其涉及一种浮法玻璃冷端生产线控制系统及方法。
背景技术:
1、由于浮法玻璃具有良好的透明性、明亮性和纯净性等优点,被广泛应用在高档建筑、高档玻璃加工和太阳能光电幕墙领域以及高档玻璃家具、装饰用玻璃、仿水晶制品、灯具玻璃、精密电子行业、特种建筑等领域中。
2、在浮法玻璃生产完成后,需要使用生产线的传送机构对浮法玻璃进行传送,以便于对浮法玻璃进行后续的冷端处理,但现有的浮法玻璃生产线的传送机构为固定设置,不能够适应不同的浮法玻璃的宽度尺寸进行稳定传输,从而使得尺寸较大的浮法玻璃仍需人工进行手动搬运,进而降低了浮法玻璃的生产效率。
3、现有技术cn110316564b公开了一种便于稳定传送的玻璃生产设备,包括底板和伸缩杆,并采用驱动轮和传动轮对玻璃进行传送,本发明能够根据需要传送的玻璃的宽度调节自身的宽度,使得不同尺寸规格的玻璃均能正常传送,从而避免需要人工手动对尺寸较大的玻璃进行搬运,进而提高了玻璃的生产效率。
4、但是上述的浮法玻璃生产线在浮法玻璃的传送过程中,未对浮法玻璃的位置进行实时跟踪,导致浮法玻璃的冷端处理易出现错误,从而增加了浮法玻璃的生产成本。
5、
技术实现思路
1、本发明的目的在于提供一种浮法玻璃冷端生产线控制系统及方法,解决了现有的浮法玻璃生产线在浮法玻璃的传送过程中,未对浮法玻璃的位置进行实时跟踪,导致浮法玻璃的冷端处理易出现错误,从而增加了浮法玻璃的生产成本的技术问题。
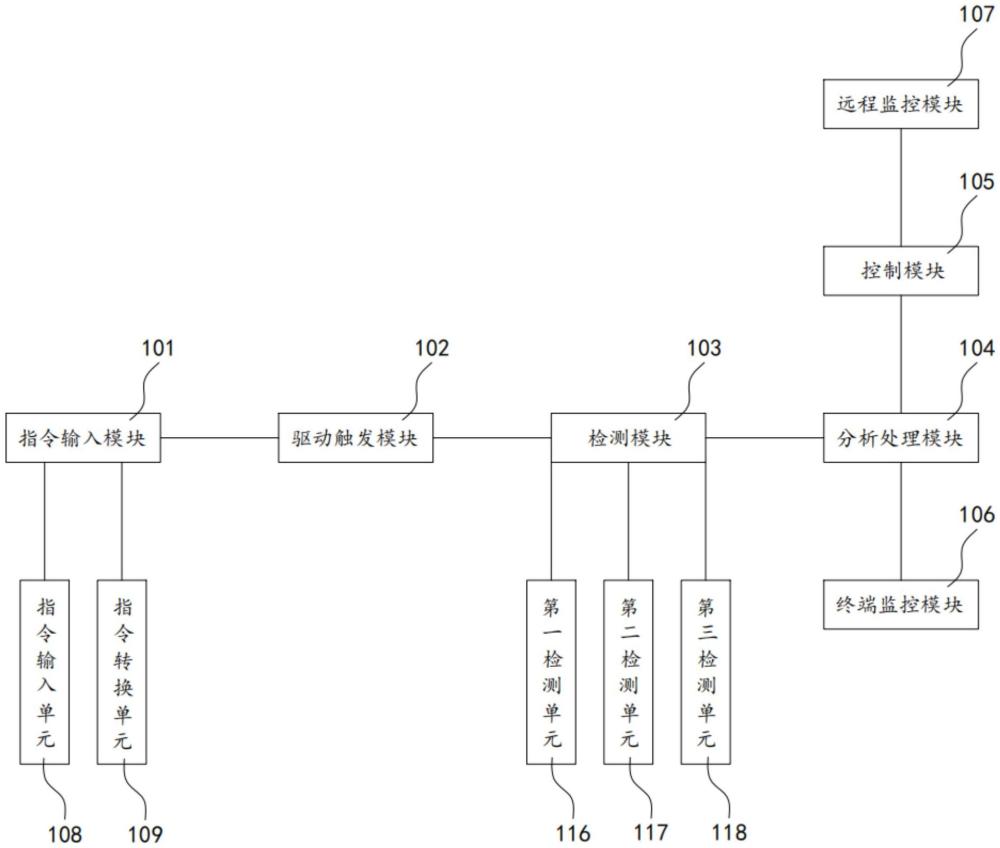
2、为实现上述目的,本发明提供了一种浮法玻璃冷端生产线控制系统,包括指令输入模块、驱动触发模块、检测模块、分析处理模块、控制模块和终端监控模块,所述指令输入模块、所述驱动触发模块、所述检测模块、所述分析处理模块和所述控制模块依次相连,且所述分析处理模块与所述终端监控模块相连;
3、所述指令输入模块,用于输入操作指令,并将该操作指令转换为触发指令,在转换后,将该触发指令传输给所述驱动触发模块;
4、所述驱动触发模块,用于接收触发指令,并根据该触发指令触发所述检测模块;
5、所述检测模块,用于对生产线的设备状态以及生产线上正在生产的浮法玻璃的信息进行实时检测,并将检测数据传输给所述分析处理模块;
6、所述分析处理模块,用于接收检测数据,并对该检测数据进行分析处理,再将处理结果分别传输给所述控制模块和所述终端监控模块;
7、所述控制模块,用于接收处理结果,并根据该处理结果对生产线上的设备的运行状态进行控制;
8、所述终端监控模块,用于接收处理结果,并对该处理结果进行实时显示。
9、其中,所述指令输入模块包括指令输入单元和指令转换单元,所述指令输入单元和所述指令转换单元相连;
10、所述指令输入单元,用于输入文字、语音和图片类型的操作指令,并将该操作指令传输给所述指令转换单元;
11、所述指令转换单元,用于接收操作指令,并对该操作指令进行转换,生成相对应的触发指令。
12、其中,所述指令输入单元包括文字指令输入子单元、语音指令输入子单元和图片指令输入子单元;
13、所述文字指令输入子单元,用于输入文字指令;
14、所述语音指令输入子单元,用于输入语音指令;
15、所述图片指令输入子单元,用于输入图片指令。
16、其中,所述指令转换单元包括文字指令转换子单元、语音指令转换子单元和图片指令转换子单元,所述文字指令转换子单元、所述语音指令转换子单元和所述图片指令转换子单元分别与所述文字指令输入子单元、所述语音指令输入子单元和所述图片指令输入子单元相连;
17、所述文字指令转换子单元,用于对输入的文字指令进行转换,生成相对应的触发指令,并将该触发指令传输给所述驱动触发模块;
18、所述语音指令转换子单元,用于对输入的语音指令进行转换,生成相对应的触发指令,并将该触发指令传输给所述驱动触发模块;
19、所述图片指令转换子单元,用于对输入的图片指令进行转换,生成相对应的触发指令,并将该触发指令传输给所述驱动触发模块。
20、其中,所述检测模块包括第一检测单元、第二检测单元和第三检测单元;
21、所述第一检测单元,用于检测生产线上正在生产的浮法玻璃的玻璃等级、玻璃坐标位置以及玻璃的完整性;
22、所述第二检测单元,用于检测生产线上正在生产的浮法玻璃的破损情况;
23、所述第三检测单元,用于检测生产线上正在生产的浮法玻璃的传送速度和动态位置,以及检测生产线上的设备状态。
24、其中,所述终端监控模块为移动手机、台式电脑、平板电脑和液晶屏。
25、本发明还提供了一种浮法玻璃冷端生产线控制方法,包括以下步骤:
26、向指令输入模块输入文字、语音或图片类型的操作指令,并将所述操作指令转换为触发指令,在转换后,将所述触发指令传输给驱动触发模块;
27、在所述驱动触发模块接收到所述触发指令后,所述驱动触发模块会根据所述触发指令触发检测模块;
28、当所述检测模块触发后,所述检测模块会对生产线的设备状态以及所述生产线上正在生产的浮法玻璃的信息进行实时检测,并将检测数据传输给分析处理模块;
29、通过所述分析处理模块对所述检测数据进行分析处理,并将处理结果分别传输给控制模块和终端监控模块;
30、之后,所述控制模块会根据所述处理结果对所述生产线上的设备的运行状态进行控制,同时,所述终端监控模块会实时显示所述处理结果,实现所述浮法玻璃的生产线控制。
31、本发明的一种浮法玻璃冷端生产线控制系统及方法,通过所述指令输入模块将输入的文字、语音或图片指令转换为触发指令,并将该触发指令传输给所述驱动触发模块,使得所述驱动触发模块会根据该触发指令触发所述检测模块,当所述检测模块触发后,所述检测模块会对生产线的设备状态以及生产线上正在生产的浮法玻璃的信息进行实时检测,并将检测结果传输给所述分析处理模块进行分析处理,之后,所述控制模块可根据所述处理结果对所述生产线上的设备的运行状态进行控制,从而实现对传送中的浮法玻璃的实时跟踪,进而避免了浮法玻璃的冷端处理易出现错误而增加了浮法玻璃的生产成本的情况,解决了现有的浮法玻璃在传送过程中,未对浮法玻璃的位置进行实时跟踪,导致浮法玻璃的冷端处理易出现错误,从而增加了浮法玻璃的生产成本的技术问题。
32、
技术特征:1.一种浮法玻璃冷端生产线控制系统,其特征在于,
2.如权利要求1所述的浮法玻璃冷端生产线控制系统,其特征在于,
3.如权利要求2所述的浮法玻璃冷端生产线控制系统,其特征在于,
4.如权利要求3所述的浮法玻璃冷端生产线控制系统,其特征在于,
5.如权利要求1所述的浮法玻璃冷端生产线控制系统,其特征在于,
6.如权利要求1所述的浮法玻璃冷端生产线控制系统,其特征在于,
7.一种浮法玻璃冷端生产线控制方法,应用于权利要求1至权利要求6中任一项所述的浮法玻璃冷端生产线控制系统,其特征在于,包括以下步骤:
技术总结本发明涉及浮法玻璃生产技术领域,具体涉及一种浮法玻璃冷端生产线控制系统及方法,包括指令输入模块、驱动触发模块、检测模块、分析处理模块、控制模块和终端监控模块,通过指令输入模块将输入的指令转换为触发指令,并将该触发指令传输给驱动触发模块,使得驱动触发模块会根据该触发指令触发检测模块,当检测模块触发后,检测模块会实时检测生产线的设备状态以及生产线上正在生产的浮法玻璃的信息,并将检测结果传输给分析处理模块分析处理,之后,控制模块可根据处理结果对生产线上的设备的运行状态进行控制,从而实现对传送中的浮法玻璃的实时跟踪,进而避免了浮法玻璃的冷端处理易出现错误而增加了浮法玻璃的生产成本的情况。技术研发人员:李圣根,孙会亮,丁立冬,龙邹荣受保护的技术使用者:信义玻璃(重庆)有限公司技术研发日:技术公布日:2024/11/18本文地址:https://www.jishuxx.com/zhuanli/20241120/331931.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。