一种电池液冷板管嘴检测及封口设备的制作方法
- 国知局
- 2024-11-21 11:39:01
本技术涉及液冷板生产设备的领域,尤其是涉及一种电池液冷板管嘴检测及封口设备。
背景技术:
1、液冷板作为新能源汽车电池组的重要组成部分,主要起对电池组进行降温的作用。相关技术中,液冷板内开设有流道结构,液冷板一侧凸设有突出部,突出部上表面凸设有两处管嘴且两处管嘴分别与流道结构的进液端和出液端连通。后续使用时,通过两处管嘴往液冷板内的流道结构内循环通入制冷剂,以利用流道结构内循环流动的制冷剂吸收带走电池组运行时的热量。
2、液冷板加工制造后,需要将其传入至专用的检测生产线中,以检测液冷板的尺寸精度与平面度,确保其符合生产要求。液冷板在检测生产线上传送前,需要先将其放置于专用的托架上,以利用托架对液冷板进行支撑限位,一方面提高液冷板在检测生产线传送时的稳定性;另一方面,减少液冷板在检测生产线上传送时,表面发生刮花磨损。
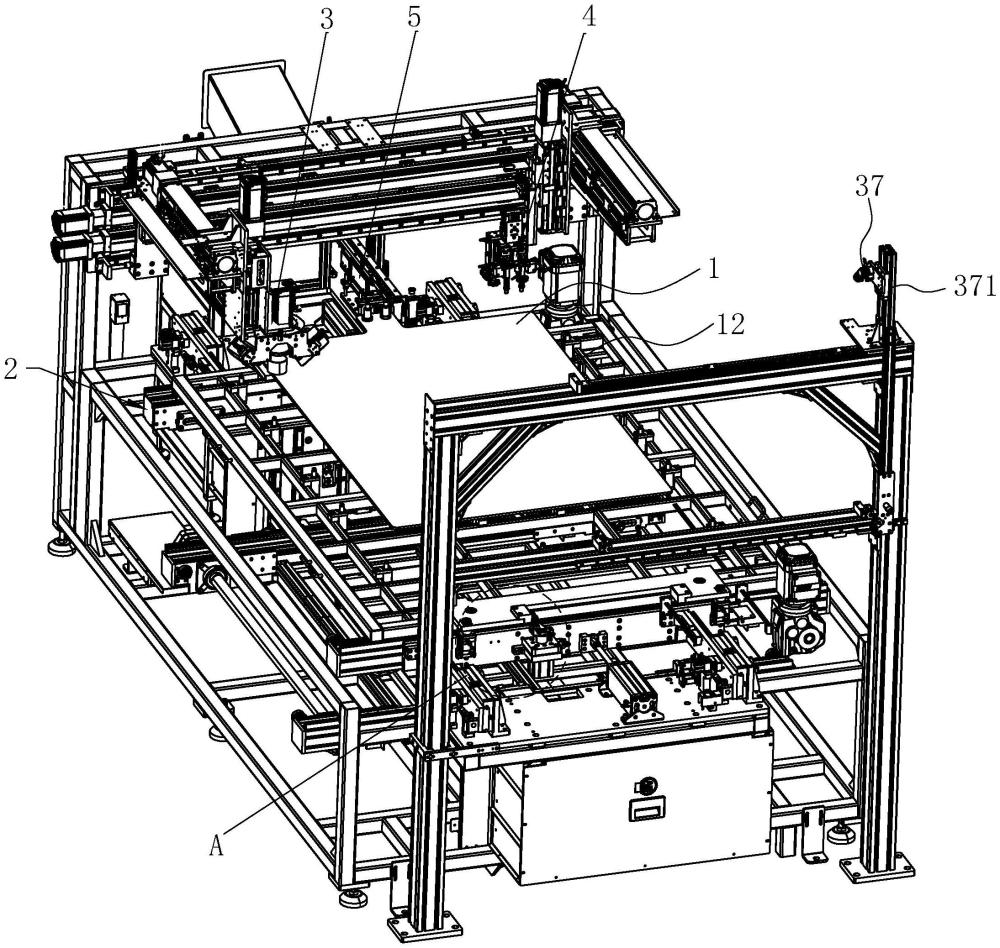
3、如图1,托架12上凸设有若干支撑杆121与定位销,通过托架12对液冷板1进行支撑限位时,将液冷板1搭接于托架12的若干支撑杆121上,并使定位销插入至液冷板1底侧对应的孔位上,以实现托架12对液冷板1的支撑限位。
4、液冷板在通过检测生产线检测其尺寸精度与平面度后,还需要对其两处管嘴进行光滑度检测,减少后续因管嘴内外表面出现划痕或不平整,而影响后续冷却液流动时的流畅度以及与外接管道对接时密封性。同时在完成管嘴光滑度检测完成后需要往两处管嘴处套入密封套,以对两处管嘴进行封口处理,限制后续运输过程中,灰尘进入管嘴内。
5、针对上述相关技术,目前管嘴处的光滑度检测通常采用人工目测的方式进行,且光滑度检测完成后密封套的安装也均是由人工手动完成安装,整体操作效率较低,因此存在改进空间。
技术实现思路
1、为了便于液冷板两处管嘴处的光滑度的检测以及封口处理,本技术提供了一种电池液冷板管嘴检测及封口设备。
2、本技术提供的一种电池液冷板管嘴检测及封口设备,采用如下的技术方案:
3、一种电池液冷板管嘴检测及封口设备,包括传送机构、检测机构、供料机构与封口机构,所述检测机构、供料机构以及所述封口机构均靠近所述传送机构设置;
4、所述传送机构与配合电池液冷板管嘴检测及封口设备使用的检测生产线衔接,用于接收并传送检测生产线传出的托架;所述传送机构设置有用于对托架进行限位固定的限位部;
5、所述检测机构包括拍摄组件与显示器,所述拍摄组件与所述显示器电连接,所述拍摄组件用于对液冷板的两处管嘴进行拍摄并将拍摄图像反馈至显示器;
6、所述供料机构包括供料组件与定位组件,所述定位组件用于存放定位两密封套,所述供料组件用于往所述定位组件内投放密封套;
7、所述封口机构用于将所述定位组件的两处密封套抓取并套入至液冷板的两处管嘴处。
8、通过采用上述技术方案,传送机构将检测生产线传出托架以及托架上的液冷板传送至限位部进行限位固定后,先由检测机构的拍摄组件对此时液冷板突出部的两处管嘴进行拍摄并将拍摄图像反馈至显示器上,以便于供检测人员观察检测两处管嘴处的内外光滑度是否符合生产要求,之后由供料组件往存放组件内投放两个密封套,封口机构将存放组件上的两处管嘴抓取并套入至两处管嘴处,以实现对液冷板上两处管嘴的封口处理,相较于传统通过人工目测管嘴光滑度并通过人工将密封套套入至对应管嘴的情况,有利于降低整体操作难度,提高液冷板管嘴处的光滑度检测以及封口的整体效率。
9、优选的,所述拍摄组件包括第一拍摄支架与第一驱动模组,所述第一驱动模组与所述第一拍摄支架驱动连接,用于驱使所述第一拍摄支架沿xyz三轴方向移动;所述第一拍摄支架底部竖向转动连接有第一连接板,所述第一连接板底部安装有第一摄像头,所述第一摄像头朝向所述第一连接板的回转轴向倾斜向下设置,所述第一摄像头与所述显示器电连接,所述第一拍摄支架上还设置有回转驱动件,所述回转驱动件与所述第一连接板驱动连接,用于驱使所述第一连接板绕自身回转轴向转动。
10、通过采用上述技术方案,托架经由传送机构上限位部进行定位后,通过第一驱动模组将第一拍摄支架移动至液冷板两处管嘴处上方后,并通过回转驱动件驱使第一连接板带动第一摄像头转动,以对两处管嘴进行周向拍摄,进而有利于更完整地获取两处管嘴处的内外光滑度的图像,便于后续检测人员在显示器上更好地观察检测管嘴的内外光滑度。
11、优选的,所述供料组件包括振动盘;所述定位组件包括定位支架,所述定位支架上支设有两处定位座;两处所述定位座均位于所述振动盘的直线传送段的端口处,所述定位座朝向所述振动盘的直线传送段的一侧均开设有供密封套嵌入的定位槽,所述定位槽顶部均开口设置;所述定位支架设置有滑移驱动件,所述滑移驱动件与两处所述定位座驱动连接,用于驱使两处所述定位座沿垂直于所述振动盘的直线传送段的长度方向水平滑移。
12、通过采用上述技术方案,通过滑移驱动件驱使两次定位座依次移动至与振动盘直线传送段的端口相对后,由振动盘将密封套从直线传送段输入至定位座的定位槽内,以实现对两处定位座的自动供料;通过定位座的定位槽顶部均开口设置,便于后续封口机构通过定位槽顶部开口将两处定位座的密封套从定位座上抓出。
13、优选的,所述封口机构包括封口支架与第二驱动模组,所述第二驱动模组与所述封口支架驱动连接,用于驱使所述封口支架沿xyz三轴方向移动;所述封口支架上设置有抓取部,所述抓取部包括第二连接板与升降驱动件;所述第二连接板底部竖向设置有两处真空吸盘;所述升降驱动件与所述第二连接板驱动连接,用以驱使所述第二连接板沿竖向移动。
14、通过采用上述技术方案,第二驱动模组驱使抓取部的两处真空吸盘移动至两处定位座上方后,通过升降驱动件驱使两处真空吸盘下移以分别吸持两处定位座内的密封套后,由第二驱动模组驱使两处真空吸盘带动抓取的两处密封套移动至液冷板的两处管嘴上方,通过升降驱动件驱使两处真空吸盘带动吸持的密封套下移,直至使密封套套入至对应的管嘴内,便可实现对液冷板两处管嘴的封口处理。
15、优选的,所述封口支架上还设置有托举部,所述托举部用于支撑液冷板的突出部;所述托举部包括托举块与转角气缸,所述托举块位于所述真空吸盘下方;所述转角气缸竖向朝下设置,所述托举块垂直连接于所述转角气缸的活塞杆底端。
16、通过采用上述技术方案,通过托举部的设置,通过第二驱动模组驱使两处真空吸盘抓取两处定位座上的密封套前,由转角气缸驱使托举块摆动,以使托举块从两处真空吸盘底部错开,限制后续第二驱动模组驱使抓取部下移至两处定位座上方时,托举块与定位座发生干涉;待第二驱动模组驱使抓取部上移将两处密封套从定位座上抓起后,通过转角气缸驱使托举块摆动,以使托举块重新位于两处真空吸盘下方;后续通过第二驱动模组驱使抓取部带动两处真空吸盘移动至液冷板突出部的两处管嘴上方的同时,使托举块抵接于液冷板的突出部底侧,利用托举块对液冷板的突出部进行支撑限位,以减少后续升降驱动件驱使两处真空吸盘下压以将密封套套入至对应管嘴时,液冷板的突出部因真空吸盘的下压导致发生变形损坏的情况,便于后续两处真空吸盘下移时更好地将密封套套入至对应的管嘴上。
17、优选的,所述第二连接板还设置有预压部,所述预压部包括若干弹簧伸缩杆,若干所述弹簧伸缩杆均竖向朝下设置于所述第二连接板底侧;所述弹簧伸缩杆底端低于所述真空吸盘底端设置。
18、通过采用上述技术方案,因生产工艺误差以及在检测生产线检测过程中受外部载荷作用等原因,部分液冷板的突出部容易发生轻微弯曲,导致突出部上的管嘴发生倾斜,容易造成后续密封套安装失败。通过预压部的设置,后续升降驱动件驱使第二连接板带动两处真空吸盘下移时,可通过第二连接板上的弹簧伸缩杆对液冷板的突出部进行预压,以将液冷板的突出部压平于托举块上,便于液冷板突出部上的管嘴更好地保持竖直状态,进而有利于后续真空吸盘下移时可将密封套更顺畅地套入至对应的管嘴上。
19、优选的,所述拍摄组件还包括支设于所述传送机构一侧顶部的第二摄像头,所述第二摄像头朝向所述传送机构设置,所述第二摄像头用于对封口完成的液冷板进行拍摄并将拍摄图像反馈至所述显示器。
20、通过采用上述技术方案,在封口机构将两处密封套分别套入至液冷板的两处管嘴处后,由第二摄像头对此时的液冷板管嘴进行拍摄并将拍摄图像反馈至显示器,以便于检测人员可在显示器上实时观察液冷板管嘴处的密封套的套设情况。
21、优选的,托架相对两侧均凸设有卡接部;所述传送机构包括两处平行设置的进料输送带;所述限位部包括两处限位挡块,两处所述限位挡块分别支设于两处所述进料输送带相互背离一侧,两处所述限位挡块分别对应托架两侧的卡接部,所述限位挡块均挡于对应所述卡接部在所述进料输送带的移动路径上。
22、通过采用上述技术方案,两处进料输送带将托架传送至卡接部抵接于对应限位挡块后,便可实现对托架的限位固定,便于后续通过检测机构与封口机构依次对管嘴进行光滑度检测与封口处理。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1.传送机构将放置有液冷板的托架传送至限位部并通过限位部对托架进行限位固定后,由拍摄机构的拍摄组件对液冷板突出部的两处管嘴进行拍摄并将拍摄图像反馈至显示器,以供检测人员观察检测管嘴内外侧的光滑度,再通过封口机构将供料机构的定位组件上两处密封套抓取并安装至液冷板突出部的两处管嘴上,实现对管嘴的封口处理,有利于提高液冷板管嘴处的光滑度检测与封口处理操作效率。
25、2.通过托举部的设置,后续通过第二驱动模组驱使托举部的托举块移动并抵接于液冷板的突出部底部,利用托举块对液冷板进行支撑限位,以限制后续液冷板凸起部因真空吸盘下压而发生弯曲变形;通过托举部转角气缸的设置,在第二驱动模组驱使抓取部下移至定位组件的两处定位座上方前,通过转角气缸驱使托举块摆动,以使托举块临时从真空吸盘底部错开,限制后续抓取部下移过程中,位于抓取部底部托举块与定位座发生干涉的情况。
26、3.通过预压部设置,后续通过升降驱动件驱使真空吸盘下移以将密封套套入至对应管嘴处时,可先通过第二连接板上若干弹簧伸缩杆对液冷板的突出部进行预压,以使其紧贴于托举块上,实现对突出部管嘴位置的纠偏,便于突出部上管嘴更好地保持竖直状态,有利于后续真空吸盘下移时,密封套更顺畅地套入。
本文地址:https://www.jishuxx.com/zhuanli/20241120/332214.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表