用于高温循环浇铸的模具形变检测设备、检测方法及模具寿命预测方法与流程
- 国知局
- 2024-11-21 11:38:21
本发明涉及一种用于高温循环浇铸模具形变检测设备、检测方法及模具寿命预测方法,属于模具管理。
背景技术:
1、目前,铜冶炼中阳极板的生产工艺均为将高温铜水经回转炉通过氧化还原反应后得到高温高纯度铜液,然后将这些铜液通过特定设备循环定量浇灌至铜模中,待冷却提取即可生产出合格的阳极板。浇筑模具经过高温作用会出现模具内腔平面平整度变化,对板材整体外形形状及体积产生影响。因此,模具的质量直接影响阳极板的外观质量。实际上,不仅限于铜冶炼行业,所有高温循环浇铸的模具均存在此问题。
2、铜冶炼厂均依靠人工视觉观察浇铸出的板材,根据经验来反推模具是否损坏。该方法过于依赖操作人员的经验值,若操作经验不足容易产出大量不合格的板材,并且受人的主观因素影响,会造成生产标准不统一。在其他行业有通过探针在模具上滑动扫描通过获得的电动势的不同来获取是否形变或者损坏。该方法对于探针的消耗巨大,且作业现场噪声粉尘巨大,通过探针传回来的电压信号相对比较微弱易受干扰造成测量不稳定,结果失真。
3、申请号为cn201880002909.7的中国专利公开了一种模具的寿命预测方法及模具的制造方法。该方法通过模具的温度分布计算模具各位置的热疲劳寿命。该方法通过温度分布、热应力分布计算模具的热疲劳寿命。该方法不能直接获取模具的形变数据,仅能用于寿命预测。
技术实现思路
1、为了克服上述问题,本发明提供一种用于高温循环浇铸模具形变检测设备、检测方法及模具寿命预测方法。
2、本发明的技术方案如下:
3、第一方面
4、一种用于高温循环浇铸模具形变检测设备,用于检测圆盘浇铸机上模具形变量,包括设置在各模具上的射频识别卡片和独立设置且能够识读所述射频识别卡片的读卡器,所述射频识别卡片用于标志对应模具;
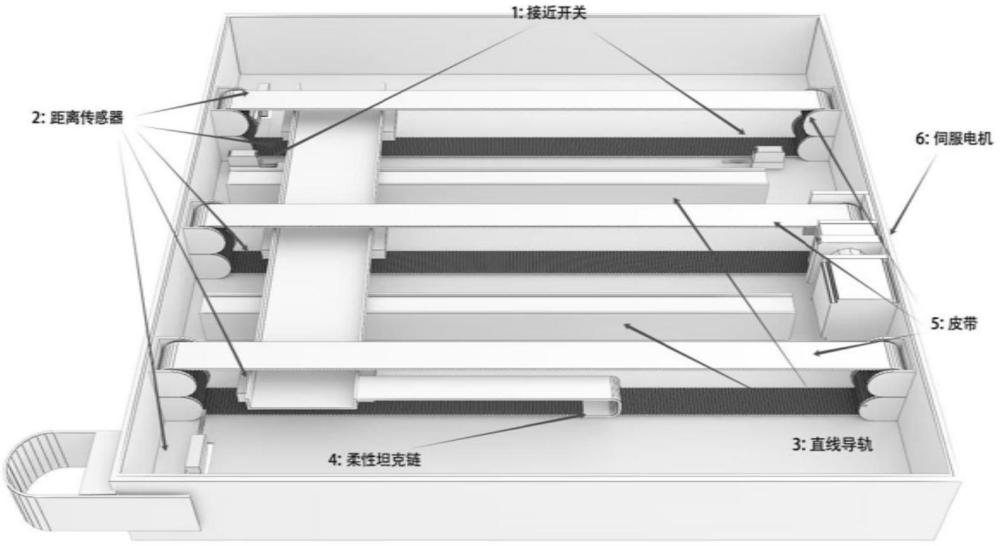
5、还包括设置在所述模具上方的形变检测系统,所述形变检测系统包括若干激光测距传感器,所述激光测距传感器用于采集不含浇筑物的模具内侧的形变数据;
6、所述形变检测系统包括若干相互平行设置的传送带,各所述传送带底部均设置有一激光测距传感器,所述传送带传动时,带动所述传送到上的激光测距传感器移动,使得所述激光测距传感器可以采集模具内侧一直线上多个位置的形变数据;
7、所述形变检测系统、所述读卡器分别与数据处理单元通信连接;
8、所述数据处理单元将所述读卡器识别的模具与所述形变检测系统采集到的形变数据相组合,判断各模具的形变数据是否超过阈值。
9、进一步地,还包括平行于所述传送带设置的直线导轨,所述直线导轨上设置有垂直于所述传送带的驱动座,所述驱动座固定连接于所述传送带,所述驱动座可以沿所述导轨方向运动,所述驱动座运动时,带动所述传送带传动。
10、进一步地,所述直线导轨的两端设置有接近开关,所述驱动座在两所述接近开关之间移动。
11、进一步地,所述形变检测系统包括采集模具耳部形变数据的激光测距传感器。
12、第二方面
13、一种用于高温循环浇铸模具形变检测方法,通过第一方面所述用于高温循环浇铸模具形变检测设备检测模具的形变状态,包括以下步骤:
14、s1、预设若干所述激光测距传感器的测距位置及各测距位置的原始距离;
15、s2、通过所述读卡器读取经过所述读卡器处的模具的编号,通过圆盘浇铸机转动数据,
16、计算通过所述形变检测系统处的模具的编号,通过所述形变检测系统对模具进行采集,
17、并将采集的数据与模具编号组合后存储;
18、s3、通过各所述激光测距传感器对浇筑完成且取下浇筑物的模具进行实际距离采集;
19、s4、通过所述实际距离和所述原始距离,判断模具是否水平,若不是,则对模具进行调平后执行步骤s3;
20、s5、通过所述实际距离和所述原始距离计算模具形变数据,根据所述形变数据判断模具形变是否超过阈值。
21、进一步地,通过所述实际距离和所述原始距离,判断模具是否水平,具体为:
22、所述传送带上的激光测距传感器采集模具内侧m个位置的实际距离,且相邻测距位置的间隔相同;
23、各所述传送带上的激光测距传感器在所述传送带上相同位置采集距离数据;
24、通过所述传送带上设置的激光测距传感器采集实际距离,得到实际距离矩阵a:
25、
26、其中,anm为第n个传送带上的激光测距传感器采集的第m个实际距离数据,n为传送带数量,m为一传送带上的激光测距传感器采集的实际距离数据数量;
27、根据各实际距离数据对应的原始距离构建原始距离矩阵b:
28、
29、其中,bnm为第n个传送带上的激光测距传感器采集的第m个实际距离对应的原始距离;
30、通过所述实际距离矩阵a和所述原始距离矩阵b作差,得到倾斜矩阵c:
31、
32、其中,cnm为第n个传送带上的激光测距传感器采集的第m个倾斜数据;
33、通过倾斜数据ci1、ci2、……、cim和测距点间隔拟合得到倾斜数据的线性函数,若线性函数的一次项系数大于阈值t,则判定模具沿所述传送带方向非水平;i∈(1,n)。
34、进一步地,通过所述实际距离和所述原始距离,判断模具是否水平,还包括:
35、构建横向水平判定矩阵d:
36、d=[d1 d2…dm];
37、其中,dj=cnj-c1j,j∈(1,m);
38、若所述横向水平判定矩阵d中存在l个大于阈值q的元素,则判定垂直传送带方向非水平。
39、通过所述实际距离和所述原始距离计算模具形变数据,根据所述形变数据判断模具形变是否超过阈值,包括:
40、构建热膨胀补偿矩阵e:
41、
42、其中,dnm为第n个传送带上的激光测距传感器采集的第m个实际距离对应的热补偿值,
43、为2~3毫米;
44、通过所述实际距离矩阵a、所述原始距离矩阵b和所述热膨胀补偿矩阵e,计算形变数据f:
45、
46、其中,fnm为第n个传送带上的激光测距传感器采集的第m个实际距离对应的形变数据。
47、第三方面
48、一种用于高温循环浇铸模具的寿命预测方法,通过第一方面所述用于高温循环浇铸模具形变检测设备获取模具形变量,包括以下步骤:
49、制作数据集,所述数据集包括若干样本,各所述样本包括模具的总使用次数和每次使用后的形变量,其中总使用次数为目标变量,每次使用后的形变量为特征变量;
50、将所述数据集划分为训练集和测试集;
51、构建多元线性回归模型;
52、通过所述数据集对所述多元线性回归模型进行训练,得到若干各训练好的多元线性回归模型;
53、评估各多元线性回归模型的预测能力,将预测精度最高的多元线性回归模型用于高温循环浇筑模具的寿命预测。
54、第四方面
55、一种介质,其存储的计算机程序被执行时实现如第一方面所述用于高温循环浇铸模具形变检测方法。
56、本发明具有如下有益效果:
57、本发明形变检测设备通过读卡器对模具身份进行识别,通过形变检测系统对模具形变信息进行检测,在将身份信息和形变信息相结合,得到各模具的形变数据。该设备进行形变检测时,通过传送带带动激光测距传感器对一条线上的形变量进行采集,多组相互连接,同步检测模具内侧的多条直线上的形变量。
58、该设备还在模具耳部单独设置了测距传感器,对模具耳部进行单独检测。由于模具耳部一旦损坏,整个模具即无法使用,因此需要专门测量。
59、该形变检测方法通过预设的原始距离和采集的实际距离来判断模具的水平状态,模具工作中收到各种力的作用,可能发生倾斜。倾斜后将导致产品不合格,造成大量损失。若是将倾斜判定为形变过大,则需要进行检修,同样会影响生产效率。该检测方法通过水平状态判断,来消除模具倾斜被误认为形变过量的情况。同时,该方法可以快速确定模具倾斜的朝向,便于调整。
60、该寿命检测方法通过回归模型进行模具的寿命预测,便于提前安排模具的更换,维修,调整圆盘浇注机的生产时间。
本文地址:https://www.jishuxx.com/zhuanli/20241120/332153.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表