一种超重型数控翻转工作台自动翻转定位方法与流程
- 国知局
- 2024-11-21 11:40:28
本发明涉及机床领域,特别涉及一种超重型数控翻转工作台自动翻转定位方法。
背景技术:
1、近年来,在国家大力倡导利用清洁可再生的能源、节约能源、降低能耗、降低污染排放的大背景下,风电设备的制造进入了一个黄金期,其中风电机组中的重要组成部件风电轮毂的加工和制造的效率决定了风电机组的产成周期。传统的翻转工作台是采用人工安装角度垫块工装达成翻转固定角度。这种人工的用角度垫块工装的办法不仅需要多个翻转角度的角度块更使得加工效率低下,且加工精度不高,严重影响生产效率。
技术实现思路
1、本发明在于针对背景技术中存在的传统翻转工作台采用人工安装角度垫块工装达成翻转固定角度使得加工效率低下且加工精度不高严重影响生产效率的问题,而提供一种超重型数控翻转工作台自动翻转定位方法。该超重型数控翻转工作台自动翻转定位方法,能够提高翻转工作台的工作效率与加工精度,实现角度垫块高精度高可靠性自动调整角度。
2、本发明解决其问题可通过如下技术方案来达到:该一种超重型数控翻转工作台自动翻转定位方法,包括以下步骤:
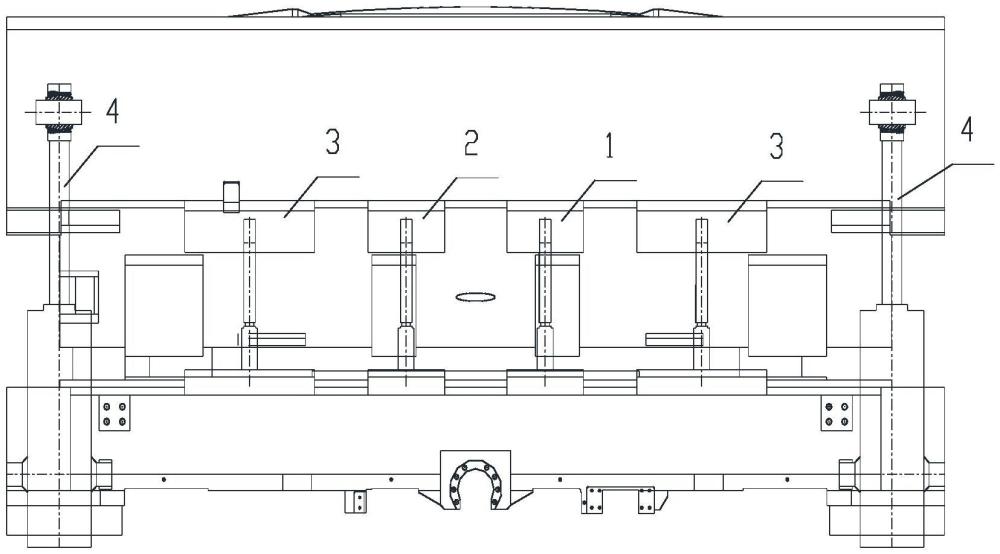
3、s1.基于初始状态位置,组装翻转系统中的各角度块;所述翻转系统的角度块包括基准定位角度块、普通角度块a及两个普通角度块b;
4、s2.所述翻转系统还包括两个支撑油缸机构,对两个支撑油缸机构进行组装;将支撑油缸机构上下两个支座分别与上方台座及下方滑座一端固定连接,上方台座及下方滑座另一端通过翻转轴连接;
5、s3.对所述翻转系统各角度块及支撑油缸机构进行布置,所述两个支撑油缸机构的支撑油缸间置有步骤s1中的4个角度块,其中基准定位角度块、普通角度块a位于中间;两个普通角度块b为位于基准定位角度块、普通角度块a的两边;将翻转系统各角度块与下方滑座固定连接;初始状态下,基准定位角度块、普通角度块a及普通角度块b均不起支撑作用;
6、s4.开始翻转时,支撑油缸机构将上方台座顶起一定角度后,基准定位角度块的两个伺服油缸达到各自所需伸长量,两个油缸伸长量的差异形成了支撑板的角度变化,到达所需的角度后,普通角度块a及普通角度块b通过油缸顶起,即达到到位状态;
7、s5.上方台座随着支撑油缸机构缓慢回落,至接触到位状态的基准定位角度块时停止回落并保压,完成全自动翻转动作。
8、进一步的,步骤s1所述基准定位角度块包括两个伺服油缸,所述两个伺服油缸上下端分别通过连接块连接上下两个支撑板a。
9、进一步的,步骤s1所述普通角度块a包括油缸,所述油缸上下端分别通过连接块连接上下两个支撑板a;所述普通角度块b包括油缸,所述油缸上下端分别通过连接块连接上下两个支撑板b。
10、进一步的,步骤s2所述每个支撑油缸机构包括两个支撑油缸,所述每个支撑油缸上下端分别连接两个支座,分别为上支座、下支座;将支撑油缸安装在上支座、下支座之间。
11、进一步的,所述步骤s3用螺钉将上支座、下支座两个支座分别与上方台座及下方滑座一端固定连接。
12、进一步的,步骤s3将基准定位角度块、普通角度块a及普通角度块b的下方支撑板a、支撑板b通过楔块与下方滑座固定。
13、进一步的,步骤s4所述伺服油缸达到所需伸长量的确定方法为:
14、将翻转轴心与伺服油缸初始状态及油缸到位状态的位置建立数学模型;基于建立的数学模型,已知目前的油缸安装位置,可以得到油缸初始状态及到位状态到翻转轴心的距离数值;
15、通过三角函数运算,可获得运动过程中油缸位置与翻转轴心的角度,再得到到位状态油缸长度以及初始状态油缸长度;
16、所述到位状态油缸长度以及初始状态油缸长度之差即为油缸伸长量。
17、进一步的,步骤s5支撑油缸的保压方法为:通过有限元分析技术,计算出支撑油缸的工作压力,通过油缸可将整个系统的载荷均匀卸压。
18、进一步的,所述基准定位角度块、普通角度块a、普通角度块b及支撑油缸机构连接plc控制系统。
19、进一步的,所述步骤s4开始翻转时,支撑油缸机构将上方台座顶起一定角度后,基准定位角度块的两个伺服油缸通过plc控制达到各自所需伸长量。
20、本发明与上述背景技术相比较可具有如下有益效果:
21、本发明超重型数控翻转工作台支撑可靠性,通过有限元分析技术,计算出支撑油缸的工作压力,通过油缸可将整个系统的载荷均匀卸压,保证支撑可靠性,提升整个系统的刚性,本方法可应用于承重200t的翻转转台;
22、本发明超重型数控翻转工作台定位精度,通过数学模型理论计算以及自动化控制伺服油缸,保证其基准定位角度块的角度定位精度。
技术特征:1.一种超重型数控翻转工作台自动翻转定位方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种超重型数控翻转工作台自动翻转定位方法,其特征在于:步骤s1所述基准定位角度块(1)包括两个伺服油缸(5),所述两个伺服油缸(5)上下端分别通过连接块(6)连接上下两个支撑板a(7)。
3.根据权利要求1所述的一种超重型数控翻转工作台自动翻转定位方法,其特征在于:步骤s1所述普通角度块a(2)包括油缸(8),所述油缸(8)上下端分别通过连接块(6)连接上下两个支撑板a(7);所述普通角度块b(3)包括油缸(8),所述油缸(8)上下端分别通过连接块(6)连接上下两个支撑板b(12)。
4.根据权利要求1所述的一种超重型数控翻转工作台自动翻转定位方法,其特征在于:步骤s2所述每个支撑油缸机构(4)包括两个支撑油缸(10),所述每个支撑油缸(10)上下端分别连接两个支座,分别为上支座(9)、下支座(11);将支撑油缸(10)安装在上支座(9)、下支座(11)之间。
5.根据权利要求1所述的一种超重型数控翻转工作台自动翻转定位方法,其特征在于:所述步骤s3用螺钉将上支座(9)、下支座(11)两个支座分别与上方台座及下方滑座一端固定连接。
6.根据权利要求1所述的一种超重型数控翻转工作台自动翻转定位方法,其特征在于:步骤s3将基准定位角度块(1)、普通角度块a(2)及普通角度块b(3)的下方支撑板a(7)、支撑板b(12)通过楔块与下方滑座固定。
7.根据权利要求1所述的一种超重型数控翻转工作台自动翻转定位方法,其特征在于:步骤s4所述伺服油缸达到所需伸长量的确定方法为:
8.根据权利要求1所述的一种超重型数控翻转工作台自动翻转定位方法,其特征在于:步骤s5支撑油缸的保压方法为:通过有限元分析技术,计算出支撑油缸的工作压力,通过油缸可将整个系统的载荷均匀卸压。
9.根据权利要求1所述的一种超重型数控翻转工作台自动翻转定位方法,其特征在于:所述基准定位角度块(1)、普通角度块a(2)、普通角度块b(3)及支撑油缸机构(4)连接plc控制系统。
10.根据权利要求1或9所述的一种超重型数控翻转工作台自动翻转定位方法,其特征在于:所述步骤s4开始翻转时,支撑油缸机构将上方台座顶起一定角度后,基准定位角度块的两个伺服油缸(5)通过plc控制达到各自所需伸长量。
技术总结一种超重型数控翻转工作台自动翻转定位方法涉及机床领域,解决了传统翻转工作台采用人工安装角度垫块工装达成翻转固定角度使得加工效率低下且加工精度不高严重影响生产效率的问题。该翻转定位方法应用的翻转系统共由四大部分组成:基准定位角度块(1)、普通角度块A(2)、两个普通角度块B(3)、两个支撑油缸机构(4),在需要变更翻转角度时,两侧支撑油缸机构(4)顶起一定角度,由PLC控制基准定位角度块(1)的伺服油缸(5)伸出计算量,达到所需翻转的角度后,各普通角度块中的油缸达到设定压力,两侧支撑油缸机构(4)缓慢下落,到达基准定位角度块(1)时,液压系统保压,完成翻转角度自动调整,节省时间,提升效率。技术研发人员:王海军,张立伟,崔成,王莘澳,崔东英受保护的技术使用者:通用技术集团机床工程研究院(天津)有限公司技术研发日:技术公布日:2024/11/18本文地址:https://www.jishuxx.com/zhuanli/20241120/332325.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表