一种扣紧功能件的生产控制优化方法及系统与流程
- 国知局
- 2024-11-21 11:41:34
本发明涉及生产控制,特别涉及一种扣紧功能件的生产控制优化方法及系统。
背景技术:
1、在扣紧功能件的生产过程中,质量控制是确保产品性能和使用寿命的关键因素。然而,传统的生产控制方法往往依赖于经验判断和事后检测,难以实时、准确地掌握生产过程中的质量变化。特别是融熔料的氧化程度和固化过程中的温度下降速率,对扣紧功能件的质量有着显著影响,但传统方法难以精确控制这些参数。
2、首先,融熔料的氧化程度直接影响其物理和化学性质,氧化过程中产生的气体或氧化程度过高融熔料粘性降低造成融熔料物质间产生裂纹,进而影响产品的力学性能和耐久性。如果氧化程度过高,会导致产品强度下降、易断裂等问题。然而,传统生产方法通常缺乏对融熔料氧化程度的实时监测和精确控制,导致产品质量波动较大。
3、其次,固化过程中的温度下降速率也是影响产品质量的重要因素。温度下降过快或过慢都可能导致产品内部应力分布不均、收缩变形等问题。传统生产方法往往通过经验设定固化温度和时间,难以适应不同批次产品的实际需求,导致产品质量难以稳定。
4、因此,需要一种能够实时监测和精确控制生产过程中关键参数的生产控制优化方法及系统,以提高扣紧功能件的生产效率和产品质量稳定性。本发明正是针对这一需求而提出的,通过热处理获取生产样品的热分布图像,结合融熔料氧化程度和温度下降速率数据,实现对生产过程的精准控制。
技术实现思路
1、为了解决上述至少一个技术问题,本发明提出了一种扣紧功能件的生产控制优化方法及系统。
2、本发明第一方面提供了一种扣紧功能件的生产控制优化方法,包括:
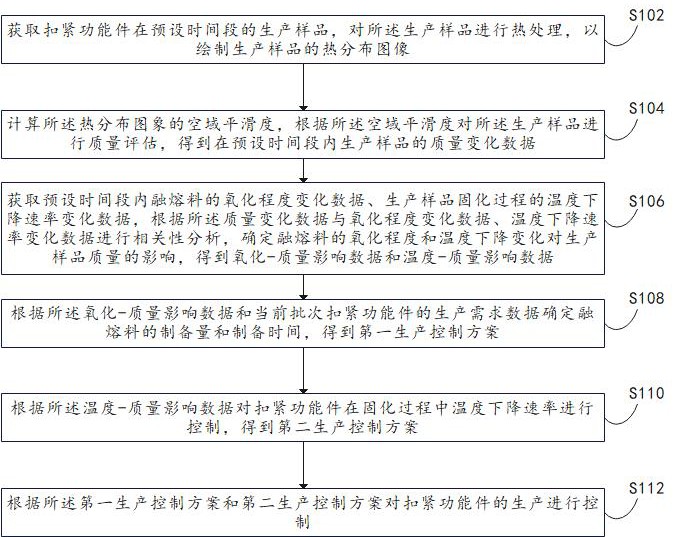
3、获取扣紧功能件在预设时间段的生产样品,对所述生产样品进行热处理,以绘制生产样品的热分布图像;
4、计算所述热分布图象的空域平滑度,根据所述空域平滑度对所述生产样品进行质量评估,得到在预设时间段内生产样品的质量变化数据;
5、获取预设时间段内融熔料的氧化程度变化数据、生产样品固化过程的温度下降速率变化数据,根据所述质量变化数据与氧化程度变化数据、温度下降速率变化数据进行相关性分析,确定融熔料的氧化程度和温度下降变化对生产样品质量的影响,得到氧化-质量影响数据和温度-质量影响数据;
6、根据所述氧化-质量影响数据和当前批次扣紧功能件的生产需求数据确定融熔料的制备量和制备时间,得到第一生产控制方案;
7、根据所述温度-质量影响数据对扣紧功能件在固化过程中温度下降速率进行控制;
8、根据所述第一生产控制方案和第二生产控制方案对扣紧功能件的生产进行控制。
9、本方案中,所述获取扣紧功能件在预设时间段的生产样品,对所述生产样品进行热处理,以绘制生产样品的热分布图像,具体为:
10、按预设时间周期获取在预设时间段内同一批次扣紧功能件的生产样品,对所述生产样品进行加热处理;
11、基于红外热成像设备获取生产样品的外观温度分布,将所述外观温度分布进行可视化操作,得到生产样品的热分布图像。
12、本方案中,所述计算所述热分布图象的空域平滑度,根据所述空域平滑度对所述生产样品进行质量评估,得到在预设时间段内生产样品的质量变化数据,具体为:
13、将所述热分布图象转化为灰度图像,通过sobel算子计算所述灰度图像中每个像素点在x方向和y方向上的梯度,得到灰度图像的水平梯度和垂直梯度;
14、根据所述水平梯度和垂直梯度计算灰度图像每个像素的梯度幅值,根据每个像素的梯度幅值计算所述灰度图像的平均梯度幅值和梯度幅值标准差;
15、根据所述平均梯度幅值和梯度幅值标准差确定热分布图象的空域平滑度,将空域平滑度小于预设值的区域进行标记,得到待质量评估区域;
16、获取扣紧功能件不同瑕疵类型形成的空域平滑度特征,所述空域平滑度特征包括平滑度下降程度特征、平滑度下降范围特征、平滑度下降范围的形状特征;
17、基于卷积神经网络构建瑕疵类型识别模型,将所述扣紧功能件不同瑕疵类型形成的空域平滑度特征导入所述瑕疵类型识别模型中进行学习和训练;
18、提取所述待质量评估区域的空域平滑度特征,将待质量评估区域的空域平滑度特征导入训练完成后的瑕疵类型识别模型中进行瑕疵类型识别,得到生产样品的瑕疵类型识别结果;
19、根据所述瑕疵类型结果和待质量评估区域的空域平滑度特征确定每个生产样品的瑕疵范围和瑕疵数量,根据所述瑕疵范围和瑕疵数量对生产样品进行质量评估,得到每个生产样品的第一质量评估结果;
20、获取扣紧功能件的标准尺寸信息和生产样品的尺寸信息,将所述标准尺寸信息与所述尺寸信息进行对比,对生产样品进行生产尺寸精度评估,得到第二质量评估结果
21、将所述第一质量评估结果和第二质量评估结果按照生产样品的获取时间进行排序操作,得到在预设时间段内生产样品的质量变化数据,所述质量变化数据包括第一质量变化数据和第二质量变化数据。
22、本方案中,所述获取预设时间段内融熔料的氧化程度变化数据、生产样品固化过程的温度下降速率变化数据,根据所述质量变化数据与氧化程度变化数据、温度下降变化数据进行相关性分析,确定融熔料的氧化程度和温度下降变化对生产样品质量的影响,得到氧化-质量影响数据和温度-质量影响数据,具体为:
23、获取预设时间段内扣紧功能件融熔料的原子吸收光谱变化数据,对所述原子吸收光谱变化数据进行物质分析,确定融熔料在预设时间段内的物质变化数据;
24、根据所述物质变化数据确定在预设时间段内融熔料的氧化程度变化,得到氧化程度变化数据;
25、获取生产样品在融熔料固化过程中融熔料的温度下降变化数据,根据所述温度下降变化数据确定在预设时间段内生产样品的温度下降速率变化数据;
26、将第一质量变化数据、第二质量变化数据、氧化程度变化数据、温度下降速率变化数据按照时间序列进行排序操作,确定在每个时间节点的第一质量、第二质量、氧化程度、温度下降速率;
27、将每个时间点的第一质量与氧化程度构建第一数据矩阵,将每个时间节点的第二质量与温度下降速率构建第二数据矩阵;
28、对所述第一数据矩阵和第二数据矩阵进行数据归一化处理,得到标准化第一数据矩阵和标准化第二数据矩阵,计算每个数据矩阵的协方差矩阵,对所述协方差矩阵进行特征值分解,得到每个协方差矩阵的特征值和特征向量;
29、选择前两个最大的特征值所对应的特征向量构成第一主成分和第二主成分,计算第一主成分和第二主成分的负载量,构建第一负载量矩阵和第二负载量矩阵;
30、对所述第一负载量矩阵和第二负载量矩阵进行分析,确定融熔料的氧化程度对生产样品第一质量的影响和融熔料温度下降速率对生产样品第二质量的影响,得到氧化-质量影响数据和温度-质量影响数据,所述氧化-质量影响数据和温度-质量影响数据包括融熔料氧化程度对生产样品的第一质量和融熔料温度下降速率对生产样品的第二质量的影响相关性数据、影响程度数据、不同氧化程度和温度下降速率对应的生产样品的生产质量数据。
31、本方案中,所述根据所述氧化-质量影响数据和当前批次扣紧功能件的生产需求数据确定融熔料的制备量和制备时间,得到第一生产控制方案,具体为:
32、获取当前批次扣紧功能件的生产需求数据,所述生产需求数据包括扣紧功能件的第一质量需求和生产数量需求;
33、获取扣紧功能件的生产流程标准数据和扣紧功能件生产机械的生产能力数据,根据所述生产流程标准数据和生产能力数据确定单位时间扣紧功能件的生产量和单个扣紧功能件的融熔料使用量,得到扣紧功能件生产机械的生产能力数据;
34、根据当前批次扣紧功能件的生产数量需求和扣紧功能件生产机械的生产能力数据计算扣紧功能件生产机械完成当前批次扣紧功能件的生产数量需求的所需生产时长,标定为第一时长阈值;
35、将当前批次扣紧功能件的第一质量需求标定为最低生产质量阈值,根据所述氧化-质量影响数据计算扣紧功能件在生产过程中到达所述最低生产质量阈值时融熔料的氧化程度,计算融熔料到达所述氧化程度的所需时长,标定为第二时长阈值;
36、当第一时长阈值小于第二时长阈值时,根据所述生产数量需求和单个扣紧功能件的融熔料使用量计算融熔料的制备量;
37、当第一时长阈值大于第二时长阈值时,根据所述生产数量需求和单个扣紧功能件的融熔料使用量计算融熔料的总制备量,根据扣紧功能件生产机械的生产能力数据计算扣紧功能件生产机械的生产时长到达所述第一时长阈值时扣紧功能件的总生产量,根据所述总生产量和单个扣紧功能件的融熔料使用量计算到达第一时长阈值时融熔料的制备量,得到生产当前批次扣紧功能件时前n次融熔料制备的单次制备量,将总制备量除以单次制备量并取余,得到的商即为n值,余数即为最后一次融熔料制备量,根据融熔料的单次制备量可生产时长确定下一次融熔料的制备时间,得到扣紧功能件的第一生产控制方案。
38、本方案中,所述根据所述温度-质量影响对生产样品在固化过程中温度下降速率进行控制,得到第二生产控制方案,具体为:
39、根据所述温度-质量影响数据确定温度下降速率对扣紧功能件固化过程中收缩程度的影响;
40、根据温度下降速率对扣紧功能件固化过程中收缩程度的影响确定扣紧功能件在固化过程不会造成生产样品收缩的温度下降速率区间;
41、根据所述温度下降速率区间对扣紧功能件在固化过程中的温度下降速率进行控制,得到第二生产控制方案。
42、本发明第二方面还提供了一种扣紧功能件的生产控制优化系统,该系统包括:存储器、处理器,所述存储器中包括扣紧功能件的生产控制优化方法程序,所述扣紧功能件的生产控制优化方法程序被所述处理器执行时,实现如下步骤:
43、获取扣紧功能件在预设时间段的生产样品,对所述生产样品进行热处理,以绘制生产样品的热分布图像;
44、计算所述热分布图象的空域平滑度,根据所述空域平滑度对所述生产样品进行质量评估,得到在预设时间段内生产样品的质量变化数据;
45、获取预设时间段内融熔料的氧化程度变化数据、生产样品固化过程的温度下降速率变化数据,根据所述质量变化数据与氧化程度变化数据、温度下降速率变化数据进行相关性分析,确定融熔料的氧化程度和温度下降变化对生产样品质量的影响,得到氧化-质量影响数据和温度-质量影响数据;
46、根据所述氧化-质量影响数据和当前批次扣紧功能件的生产需求数据确定融熔料的制备量和制备时间,得到第一生产控制方案;
47、根据所述温度-质量影响数据对扣紧功能件在固化过程中温度下降速率进行控制;
48、根据所述第一生产控制方案和第二生产控制方案对扣紧功能件的生产进行控制。
49、本发明公开了一种扣紧功能件的生产控制优化方法及系统。通过热处理获取生产样品热分布图像,评估质量变化,并结合融熔料氧化程度与温度下降速率数据,分析其对质量的综合影响。基于此,动态调整融熔料制备量与时间,形成第一生产控制方案;同时,精准调控固化过程温度下降速率,制定第二控制方案。本发明有效整合了生产过程中的关键参数,实现了对扣紧功能件生产质量的精准预测与控制,显著提升了生产效率和产品质量稳定性。
本文地址:https://www.jishuxx.com/zhuanli/20241120/332415.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表