求出浇口封闭时间的方法与流程
- 国知局
- 2024-11-21 11:54:27
本公开涉及树脂成型模拟中的成型条件和浇口封闭时间的确定。
背景技术:
1、注射成型是将热塑性树脂加热熔融并注射到模具内之后通过冷却、固化而得到成型品的方法,因生产性优异而被广泛地使用。为了得到稳定的成型品,需要根据使用树脂、产品形状、模具构造、注射成型机来设定成型条件,在不是适当的成型条件的情况下,每个成型品会产生尺寸、重量、以及翘曲、变形的倾向等改变等质量问题。因此,在成型现场,为了得到最佳的成型条件,实施大量的成型条件来进行优化。另一方面,在使用cae(computeraided engineering:计算机辅助工程)的流动分析中,能够通过提供树脂温度、模具温度、注射速度来计算注射成型工序中的温度和压力变动,并利用于冷却工艺、考虑到所含有的填充材料的取向的翘曲和变形分析、填充图案的预测等,通过流动分析来进行从产品设计到量产开始为止的期间的缩短等。
2、在此,浇口封闭是用于得到稳定的注射成型品的指标之一。浇口封闭是指浇口部的树脂固化而流动停止的现象,浇口部的树脂固化而流动停止的时间被称为浇口封闭时间。如果在浇口封闭时间前停止保压,则熔融树脂会通过浇口而逆流到注射成型机侧,因此产生填充不良、重量减少。另一方面,在浇口封闭时间之后,即使停止保压,也由于浇口已固化而不会发生树脂逆流,从而能够得到稳定的注射成型品,因此浇口封闭是在成型现场一定要测定的指标。
3、在基于流动分析进行的流动图案、翘曲和变形的推测中,考虑了浇口封闭时间,但特别是关于压痕或空洞的发生预测,与热的计算有关的参数的有效性不足,与实际成型品产生了偏差,从而寻求准确地求出浇口封闭时间的分析方法。因此,在使用在分析中所使用的成型条件来实际地以该成型条件进行了成型的情况下,由于没有进行浇口封闭,因此存在填充不良、翘曲、压痕等与分析结果不同的情况,从而寻求考虑到浇口封闭时间的分析方法。
4、现有技术文献
5、专利文献
6、专利文献1:国际公开wo2018/135443号
技术实现思路
1、发明要解决的问题
2、本发明的目的在于通过使用cae等的流动分析来计算浇口封闭时间、即浇口中心部的温度达到流动停止温度的时间。能够使用计算出的浇口封闭时间来实现成型条件的优化。
3、用于解决问题的方案
4、本发明的发明人们鉴于如上所述的状况不断地深入研究,结果发现根据通过流动分析所得到的温度数据及压力数据来确定浇口封闭时间的方法,从而完成了本公开内容。
5、更具体地说,本公开包括以下方式。
6、[1]一种流动分析方法,是使用了热塑性树脂的注射成型的流动分析方法,包括以下步骤:
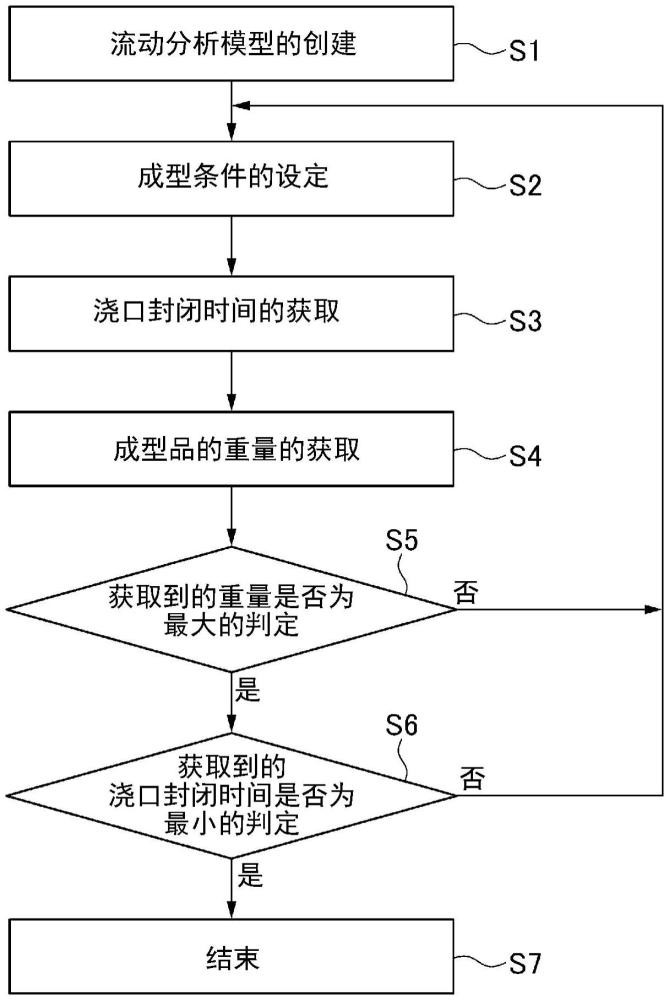
7、创建将注射成型品分割成了多个组件的流动分析模型;
8、设定注射成型的成型条件;以及
9、在所述成型条件下的流动分析中,获取从注射开始时间起直到所述流动分析模型的浇口中心部的温度成为流动停止温度为止的时间来作为浇口封闭时间。
10、[2]根据[1]所述的流动分析方法,其中,还包括以下步骤:在所述成型条件下的流动分析中,获取所述浇口封闭时间时的所述注射成型品的重量。
11、[3]根据[2]所述的流动分析方法,其中,在获取所述注射成型品的重量的步骤中,根据通过所述流动分析计算出的温度分布和压力分布,基于预先测定出的所述热塑性树脂的pvt数据来获取所述注射成型品的重量。
12、[4]根据[2]或[3]所述的流动分析方法,其中,将使成型条件c2下的浇口封闭时间t2和注射成型品重量w2、以及成型条件c3下的浇口封闭时间t3和注射成型品重量w3相对于成型条件c1下的浇口封闭时间t1和注射成型品重量w1一定成为w1<w2=w3时的浇口封闭时间t2设为是能够得到所述注射成型品的最大重量的浇口封闭时间,其中,该成型条件c2是以与成型条件c1时相比增加注射成型品重量增加的方式变化得到的条件,该成型条件c3是以与成型条件c2时相比不减少注射成型品重量的方式变化得到的条件。
13、[5]根据[4]所述的流动分析方法,其中,一定成为t2<t3时的所述浇口封闭时间t2是能够得到所述注射成型品的最大重量的最小的浇口封闭时间。
14、[6]根据[4]所述的流动分析方法,其中,所述成型条件的变化为在将缸筒温度和模具温度保持固定的状态下使注射速度、保压压力以及保压时间中的任一者以上变化。
15、[7]根据[6]所述的流动分析方法,其中,在使所述缸筒温度或模具温度任意地变化后保持固定的状态下计算最小浇口封闭时间之后,从该最小浇口封闭时间中选择最短的最小浇口封闭时间。
16、[8]根据[1]至[7]中的任一项所述的流动分析方法,其中,所述流动停止温度设为在比热测定中以1℃/min到50℃/min的范围内包含的冷却速度进行冷却时的拐点。
17、[9]根据[1]至[8]中的任一项所述的流动分析方法,其中,作为在所述流动分析中使用的树脂数据中的热导率,使用通过iso 22007-6测定出的值。
18、[10]一种计算机可读取的存储介质,其存储使计算机执行根据[1]至[9]中的任一项所述的流动分析方法的程序。
技术特征:1.一种流动分析方法,是使用了热塑性树脂的注射成型的流动分析方法,包括以下步骤:
2.根据权利要求1所述的流动分析方法,其中,
3.根据权利要求2所述的流动分析方法,其中,
4.根据权利要求2或3所述的流动分析方法,其中,
5.根据权利要求4所述的流动分析方法,其中,
6.根据权利要求4所述的流动分析方法,其中,
7.根据权利要求6所述的流动分析方法,其中,
8.根据权利要求1或2所述的流动分析方法,其中,
9.根据权利要求1或2所述的流动分析方法,其中,
10.一种计算机可读取的存储介质,其存储使计算机执行根据权利要求1所述的流动分析方法的程序。
技术总结使用了热塑性树脂的注射成型的流动分析方法包括以下步骤:创建将注射成型品分割成了多个组件的流动分析模型;设定注射成型的成型条件;在所述成型条件下的流动分析中,获取从注射开始时间起直到所述流动分析模型的浇口中心部的温度成为流动停止温度为止的时间来作为浇口封闭时间。技术研发人员:滨野裕辅,青木现,宫崎晃弘,天野雄太受保护的技术使用者:宝理塑料株式会社技术研发日:技术公布日:2024/11/18本文地址:https://www.jishuxx.com/zhuanli/20241120/333327.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表