一种平衡玻纤增强热塑性复合材料横纵收缩率的方法与流程
- 国知局
- 2024-11-21 11:51:54
本发明属于玻纤增强热塑性材料,具体涉及一种生物质基碳管材料平衡玻纤增强热塑性复合材料横纵收缩率的方法,适用于降低注塑产品的翘曲度。
背景技术:
1、目前,高强度玻纤增强热塑性材料是市场上以塑带钢的主流产品,但往往由于玻纤增强热塑性复合材料的大型制品翘曲变形导致产品合格率较低,从而拉低了生产效率,提高了产品制造费用。现阶段科研人员在对玻纤增强热塑性复合材料进行改性时,主要是采用降低玻纤含量,加入部分类球形、片状、星状、颗粒状的无机矿物的方式,在保证同等比重的情况下能略改善复合材料的横(垂直方向)纵(流动方向)收缩率,从而提高产品的合格率。但是,由于玻纤含量的降低会降低复合材料的整体强度。
2、随着人们生活水平的提高,产品更新换代速度越来越快,同时对产品质量要求逐步提高,这就对科研人员提出了更高的要求。在保证复合材料比重不变的情况下,高强度、高品质的产品是复合材料发展的主流。现有技术公开了一种高填充低翘曲电池模组端板用的聚苯硫醚复合材料及其制备方法,该聚苯硫醚复合材料的重量百分比的组分组成:聚苯硫醚树脂35~55%,扁平玻璃纤维40~50%,玻璃微珠5~15%,增韧剂3~7%,相容剂0.2~0.5%,抗氧剂0.1~0.5%,润滑剂0.2~1.0%。该材料中引入了玻璃微珠无机矿物与扁平玻璃纤维共同增强聚苯硫醚树脂,玻璃微珠独特的球形结构在注塑时可以降低玻璃纤维的取向,从而缩小了制件流动方向和垂直流动方向收缩率差异,提高了合格品率。但是,由于玻纤增强复合材料的增强骨架主要为玻璃纤维,故在同等比重情况下,以无机矿物代替部分玻纤的做法会降低材料强度。此时材料的强度必然会有所下降。现有技术还公开了一种低翘曲增强pc/abs合金材料及其制备方法。增强pc/abs合金材料重量百分比的组分制成:pc树脂70份,abs树脂20份,玻璃纤维10份,四针状氧化锌晶须1份,抗氧剂0.4份,润滑剂0.2份。此方法引入四针状氧化锌晶须(独特的四针状结构)到增强pc/abs合金材料体系中,可以改变玻璃纤维的取向,降低玻璃纤维沿流动方向的取向程度,从而平衡了制件横(垂直方向)纵(流动方向)收缩率,降低了制件翘曲度。但是,采用部分矿物替代玻璃纤维,材料的整体强度也会下降。
3、基于此,急需研发一种新型平衡玻纤增强热塑性复合材料横纵收缩率的方法,使其在保证复合材料比重不变的情况下平衡其横(垂直方向)纵(流动方向)收缩率,并降低其制品的翘曲度,从而满足当下的使用要求。
技术实现思路
1、本发明的目的就在于提供一种用生物质基碳管材料平衡玻纤增强热塑性复合材料垂直方向与流动方向收缩率的方法,以解决保证复合材料比重不变的情况下平衡其横纵收缩率,并降低其制品的翘曲度的问题。
2、本发明的目的是通过以下技术方案实现的:
3、一种平衡玻纤增强热塑性复合材料横纵收缩率的方法,包括以下步骤:
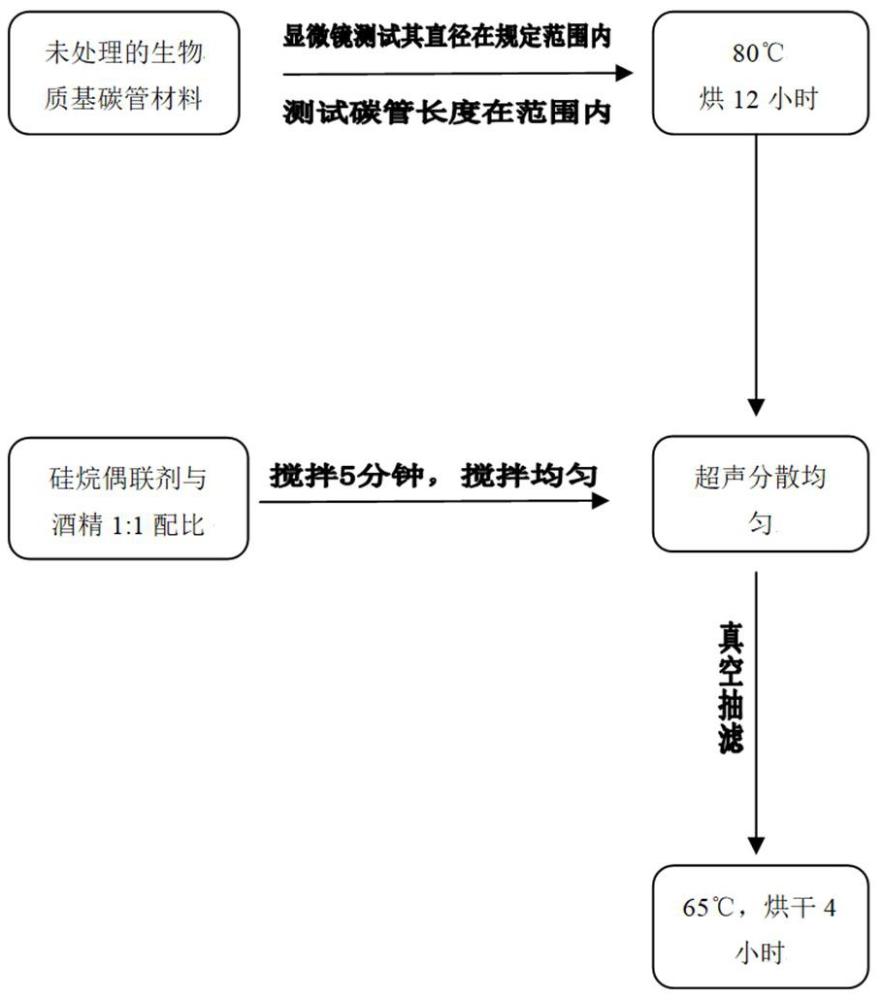
4、a、选取生物质基碳管进行处理,所选生物质基碳管的长度为0.01-0.1mm,为纤维状材料,纤维直径在15-30微米之间;
5、生物质基碳管的处理方式为:
6、a1、将生物质基碳管放入80℃且真空度为-0.08mpa的烘干箱内,烘12小时;
7、a2、取硅烷偶联剂与浓度为99%的酒精按1:1的配比混合,搅拌5分钟;
8、a3、将步骤a1所得生物质基碳管超声波分散到步骤a2所制硅烷偶联剂与酒精的配比液中,超声分散均匀;
9、a4、将包裹配比液的生物质基碳管进行真空抽滤,再放入真空烘箱,65℃,反应4小时备用;
10、b、称取一定量的热塑性树脂及一定量的相容剂放入搅拌锅内,搅拌5分钟,搅拌均匀;
11、c、向搅拌锅内加入一定量的润湿剂,搅拌5分钟,搅拌均匀;
12、d、向搅拌锅加入一定量的加工助剂,进行低速搅拌5分钟,搅拌均匀,然后将混合好的材料加入主喂料失重秤内;
13、e、步骤a处理后的生物质基碳管与短切玻璃纤维低速搅拌均匀后加入侧喂料失重秤;由于生物质基碳管纤维材料较轻,不能较顺畅的下料,故与玻璃纤维混合使用;
14、f、设置每个失重秤的下料量,设置合适的螺杆转速,开启辅助设备,进行造粒生产;
15、以重量份计,热塑性树脂为50-70,短切玻璃纤维为20-30,相容剂为3-5,处理的生物质基碳管为3-10,加工助剂为0.5-1.5,润湿剂为0.3-1.2。
16、进一步地,步骤a,所述生物质基碳管是以秸秆、竹子、树木为基础原料提取的维管束材料。
17、进一步地,步骤b,所述热塑性树脂为pp、pa、pc、pbt、pet、abs中的至少一种。
18、进一步地,步骤c,所述润湿剂为白油、扩散油、硅油中的一种。
19、进一步地,步骤d,所述加工助剂包括抗氧剂与润滑剂;其中,所述抗氧剂由受阻酚类与亚磷酸酯类组成,受阻酚类与亚磷酸酯类抗氧剂按1:2进行复配,受阻酚类为1010、1076、1098中的至少一种,亚磷酸酯类为168、626中的至少一种;所述润滑剂为ebs、pets、硬脂酸、硬脂酸盐、pe蜡中的至少一种。
20、进一步地,步骤e,所述短切玻璃纤维为经硅烷偶联剂浸渍过的无碱短切玻纤,其直径为9微米-14微米。
21、进一步地,所述相容剂为带有极性基团的物质,具体为热塑性树脂接枝马来酸酐、乙烯-丙烯酸酯-甲基丙烯酸缩水甘油酯三元共聚物、丙烯酸酯接枝乙烯类弹性体。
22、进一步地,步骤e,螺杆转速为380-400转/分钟。
23、与现有技术相比,本发明的有益效果是:
24、1、本发明提拱了一种用生物质基碳管材料平衡玻纤增强热塑性复合材料横(垂直方向)纵(流动方向)收缩率的方法,优于用特殊微观形状的无机矿物替代部分玻纤来平衡复合材料横(垂直方向)纵(流动方向)收缩率的方法,能够在复合材料比重变化极小的情况下,保证玻纤的质量比例不变,从而保证复合材料的强度;
25、2、本发明中,中空管状生物质基碳管材料的端口处与热塑性材料形成“锚点”,进而形成“物理交联”;复合材料在注塑时,小尺寸生物质基碳管纤维长径比较小,不会形成定向;中空管状生物质基碳管纤维经过硅烷偶联剂处理后,提高了与热塑性材料的相容性;由此,所有的“锚点”会把玻璃纤维紧固在锚点笼中,在注塑时降低了玻纤纤维在复合材料内部的定向,平衡了横(垂直方向)纵(流动方向)收缩率,使制件的翘曲度降低;
26、3、中空管状生物质基碳管材料的端口处被热塑性材料封堵,形成部分中空,故在添加合适比例时不会大幅改变复合材料的比重,制作出来的复合材料比用部分无机矿物替代玻璃纤维的方式强度高。
技术特征:1.一种平衡玻纤增强热塑性复合材料横纵收缩率的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种平衡玻纤增强热塑性复合材料横纵收缩率的方法,其特征在于:步骤a,所述生物质基碳管是以秸秆、竹子、树木为基础原料提取的维管束材料。
3.根据权利要求1所述的一种平衡玻纤增强热塑性复合材料横纵收缩率的方法,其特征在于:步骤b,所述热塑性树脂为pp、pa、pc、pbt、pet、abs中的至少一种。
4.根据权利要求1所述的一种平衡玻纤增强热塑性复合材料横纵收缩率的方法,其特征在于:步骤c,所述润湿剂为白油、扩散油、硅油中的一种。
5.根据权利要求1所述的一种平衡玻纤增强热塑性复合材料横纵收缩率的方法,其特征在于:步骤d,所述加工助剂包括抗氧剂与润滑剂;其中,所述抗氧剂由受阻酚类与亚磷酸酯类组成,受阻酚类与亚磷酸酯类抗氧剂按1:2进行复配,受阻酚类为1010、1076、1098中的至少一种,亚磷酸酯类为168、626中的至少一种;所述润滑剂为ebs、pets、硬脂酸、硬脂酸盐、pe蜡中的至少一种。
6.根据权利要求1所述的一种平衡玻纤增强热塑性复合材料横纵收缩率的方法,其特征在于:步骤e,所述短切玻璃纤维为经硅烷偶联剂浸渍过的无碱短切玻纤,其直径为9微米-14微米。
7.根据权利要求1所述的一种平衡玻纤增强热塑性复合材料横纵收缩率的方法,其特征在于:所述相容剂为带有极性基团的物质,具体为热塑性树脂接枝马来酸酐、乙烯-丙烯酸酯-甲基丙烯酸缩水甘油酯三元共聚物、丙烯酸酯接枝乙烯类弹性体。
8.根据权利要求1所述的一种平衡玻纤增强热塑性复合材料横纵收缩率的方法,其特征在于:步骤e,螺杆转速为380-400转/分钟。
技术总结本发明属于玻纤增强热塑性材料技术领域,涉及一种平衡玻纤增强热塑性复合材料横纵收缩率的方法,包括选择合适的生物质基碳管进行处理;称取热塑性树脂及相容剂放入搅拌锅内,搅拌均匀;向搅拌锅内加入润湿剂,搅拌均匀;向搅拌锅加入加工助剂,低速搅拌均匀,再将混合好的材料加入主喂料失重秤内;生物质基碳管纤维与玻璃纤维低速搅拌均匀后加入侧喂料失重秤。由于生物质基碳管纤维材料较轻,故与玻璃纤维混合使用;设置每个失重称的下料量,设置合适的螺杆转速,开启辅助设备,进行造粒生产。本方法优于用特殊微观形状的无机矿物替代部分玻纤来平衡复合材料收缩率的方法,能在比重不变的情况下,保正玻纤质量比例不变,从而保证复合材料的强度。技术研发人员:李洪坤,王立冬,李咏琦,吴长镇,李洪洋,王亮,李国喜,董艳菊,李函择,匡亚莉,高建中,王建学受保护的技术使用者:旗禾科技(吉林)有限责任公司技术研发日:技术公布日:2024/11/18本文地址:https://www.jishuxx.com/zhuanli/20241120/333078.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表