一种低碳环保型窗框扇及其制作方法与流程
- 国知局
- 2024-11-25 15:16:29
本发明涉及门窗制备,尤其涉及一种低碳环保型窗框扇及其制作方法。
背景技术:
1、玻纤增强聚氨酯型材窗框由聚氨酯和玻璃纤维增强材料组成,如今,聚氨酯门窗在超低能耗建筑和绿色低碳节能建筑中得到了广泛应用,玻纤增强聚氨酯型材窗框的主要特性包括:其一,凭借玻璃纤维的强化作用,该型材展现出较高的抗拉强度与抗压强度,足以承受各类负荷并维持良好的刚性;其二,聚氨酯树脂的保温性能优异,有效降低室内外温度差异,提供良好的隔热效果;其三,该型材具备出色的防潮和防腐性能,能在各种环境条件下保持稳定的性能;其四,其表面光滑、易清洁,且能长时间保持美观,同时因其优异的耐候性能,有效延长了窗框的使用寿命。
2、中国专利公开号cn112943050a公开了一种窗框,它包括框体,所述框体内设有空心腔;所述框体内设有金属龙骨;所述框体的空心腔里设有填充物;所述框体上设有玻璃插槽;所述玻璃插槽外侧设有对应的密封槽;所述密封槽内设有插接的密封板;所述密封板与玻璃接触面上设有橡胶层,密封板与框体之间设有对应的固定扣条结构;开启扇的框体上还设有把手、锁闭结构以及与中窗框对应的密封胶条。
3、窗框的制备过程中对型材进行切割是必不可少的,然而,当前对窗框加工过程的型材切割过程中多通过工人进行机械操作切割,既影响切割精度,又存有安全隐患。
技术实现思路
1、为此,本发明提供一种低碳环保型窗框扇及其制作方法,用以克服现有技术中当前对窗框加工过程的型材切割过程中多通过工人进行机械操作切割,既影响切割精度,又存有安全隐患的问题。
2、为实现上述目的,本发明提供一种低碳环保型窗框扇制作方法,包括,
3、对型材进行初步处理,形成符合长度要求的第一类型材和第二类型材;
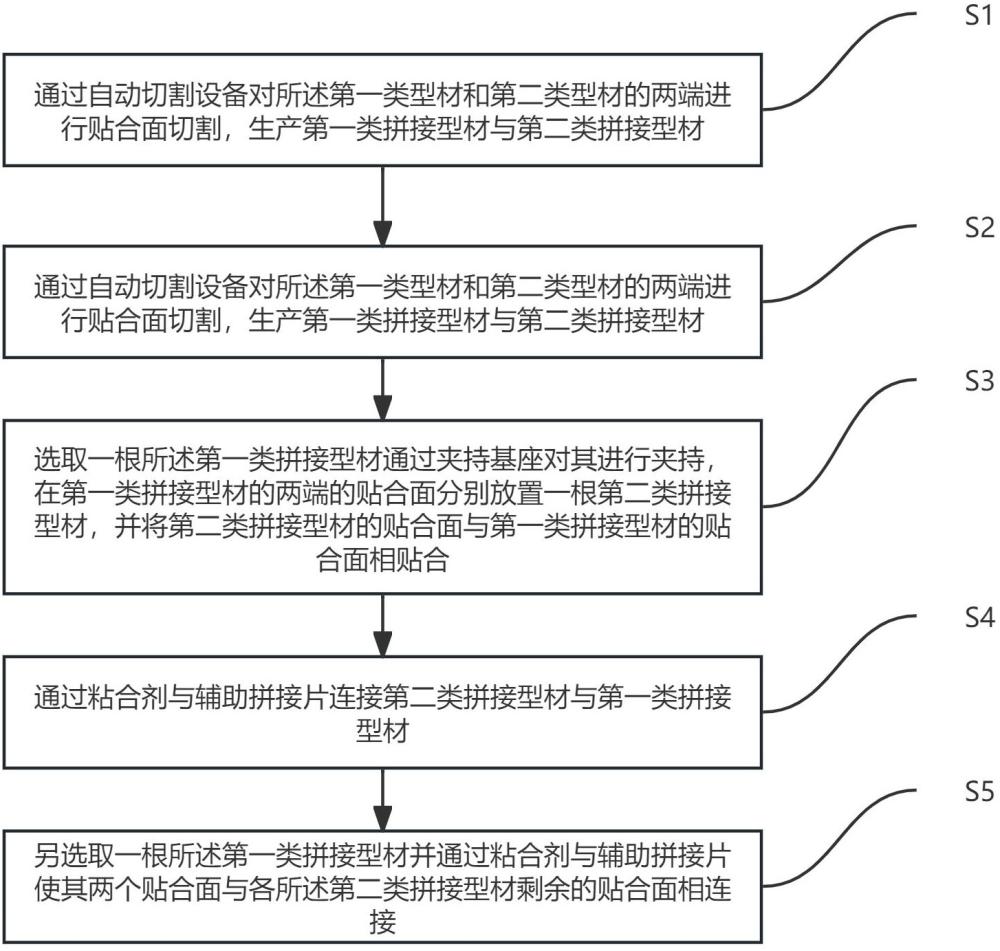
4、通过自动切割设备对所述第一类型材和第二类型材的两端进行贴合面切割,生产第一类拼接型材与第二类拼接型材;
5、选取一根所述第一类拼接型材通过夹持基座对其进行夹持,在第一类拼接型材的两端的贴合面分别放置一根第二类拼接型材,并将第二类拼接型材的贴合面与第一类拼接型材的贴合面相贴合;
6、通过粘合剂与辅助拼接片连接第二类拼接型材与第一类拼接型材;
7、另选取一根所述第一类拼接型材并通过粘合剂与辅助拼接片使其两个贴合面与各所述第二类拼接型材剩余的贴合面相连接;
8、在对第一类型材和第二类型材进行贴合面切割时,通过图像检测装置实时采集待切割型材的图像信息,控制总成对采集的图像信息进行分析,控制待切割型材在型材输送装置上的移动位置,并确定对型材进行切割时的夹持点位与切割点位,对于长度有差异的同一类别型材,切割时的夹持点位与切割点位不同。
9、进一步地,所述第一类拼接型材的贴合面角度与所述第二类拼接型材的贴合面角度相加为90°。
10、进一步地,所述辅助拼接片通过螺钉分别与不同的拼接型材连接。
11、进一步地,所述第一类拼接型材的贴合面角度范围为30°-60°。
12、进一步地,通过自动切割设备对所述第一类型材和第二类型材的两端进行贴合面切割,包括,
13、将待切割型材放置在具有能够改变型材行进方向的输送轮组的型材输送装置上;
14、图像检测装置获取待切割型材的图像信息与型材在型材输送装置上的位置图像;
15、控制总成对采集的图像信息进行分析,根据待切割型材的长度值确定待切割型材的类别,并确定所述输送轮组改变运行模式的条件;
16、输送轮组带动待切割型材横向移动,使待切割型材落入切割台范围,所述控制总成根据待切割型材与切割台的位置关系确定待切割型材的夹持点位,并确定切割点位;
17、完成切割翻转所述切割台使型材重新回到型材输送装置,并将完成切割的型材输送至指定位置。
18、进一步地,根据待切割型材的长度值确定待切割型材的类别,并确定所述输送轮组改变运行模式的条件,包括,
19、所述控制总成对采集的图像信息进行分析,获取待切割型材的长度值;
20、将获取的长度值与预设的第一类型材长度值区间与第二类型材长度值区间进行对比,确定待切割型材的类别;
21、确定待切割型材平移区域的位置;
22、所述图像检测装置实时检测待切割型材的图像,所述控制总成将待切割型材的顶端位置作为第一观测点位,当第一观测点位落入平移区域时,控制总成所述输送轮组改变运行模式。
23、进一步地,在获取所述平移区域时,设置有平移区域边缘范围的计算补偿参数,平移区域边缘范围的数值与所述平移区域边缘范围的计算补偿参数正相关,平移区域边缘范围的计算补偿参数的数值通过待切割型材长度值确定。
24、进一步地,所述控制总成根据待切割型材与切割台的位置关系确定待切割型材的夹持点位,包括,
25、第一加紧部对落入到切割台的待切割型材的左侧进行加紧;
26、所述控制总成通过分析待切割型材与所述切割台的位置关系,结合待切割型材的长度确定第二加紧部的加紧位置。
27、进一步地,所述控制总成确定切割点位,包括,
28、根据待切割型材的长度和各所述类型材长度值区间的最小值之间的关系,或,根据待切割型材的长度,确定第一切割组件的切割切入点位;
29、根据第一切割组件的切割切入点位确定第二切割组件的切割切入点位。
30、本发明还提供一种低碳环保型窗框扇,窗框扇的型材为玻纤增强聚氨酯。
31、与现有技术相比,本发明的有益效果在于, 本技术通过自动切割设备能够实现对窗框型材的自动切割使其固定,切割,运输实现完全自动化,能够有效提高生产速度,提升生产精度,并提升窗框型材切割过程中的安全性。
32、进一步地,对型材进行长度识别,自动分类各种加工型材,增加加工速度,同时对于过长或过短的型材进行自动识别,能够保障不浪费加工型材,减少工料与资源的浪费。同时,对于不同长度的型材,设置的评价的区间范围比例不同,对于较长类别的对应的区间比例值较小,采用区间比例而不是定值的方式设置范围区间,并针对性设置区间比例的数值,即满足切割的需求,又使得切下的角料不会太长,节约材料成本。
33、进一步地,待切割型材在型材输送装置上运输时,通过倾斜交互设置的输送轮组使得型材能够在型材输送装置上以任意的角度运输,通过对型材的顶部进行实时的图像监控,获取型材的准确位置,同时通过设置监测的区间范围,使得程序运行更加稳定,且对于型材,其本身存有一定惯性,在型材输送装置上若超过了待切割型材平移区域的范围再对其进行运输,则有可能出现运输过渡,不利于切割的情况,通过设置待切割型材平移区域的范围并进行检测以控制输送轮组的运行方式,使得待切割型材能够准确的落入允许切割的区域,保障加工质量。
34、进一步地,对于不同长度的型材,其设置的待切割型材平移区域的范围不同,将待切割型材平移区域的范围的大小设置与型材的长度相关,使其设置的更加具有针对性,满足切割时的需求,同时,在确定过程中,考虑型材的长度设置对应的计算系数,进一步的加强了计算的针对性,防止较长的型材运输过渡不易切割的现象发生,使得待切割型材能够准确的落入允许切割的区域,保障加工质量。
35、进一步地,对于较短的型材,为保障能够对型材的尾端进行切割,对型材的本身进行对称抓取,防止尾端切割留取的长度不够;对于中等长度的型材,第一加紧部在抓取完成后,其头部留取的型材长度较高,因此,以切割台的长度中心点位置为第一加紧部与第二加紧部的对称中心点,保障对型材抓取的稳定性,使其更易于切割;对于长度较长的型材,其第一加紧部在抓取完成后,头部留取的型材长度较中等长度的型材还要长,若此时以型材本身长度中心点或切割台的长度中心点作为第一加紧部与第二加紧部的对称中心点,则型材两侧的抓取位置都过长,不利于切割,因此,对于长度较长的型材,第二加紧部的抓取位置设定为位于待切割型材右侧端点的左侧距离固定值,使其能够满足切割的需求;对于不同长度的型材确定不同的抓取位置,保障的抓取的稳定性,提升切割的精度。
36、进一步地,由于第一加紧部为固定设置,所以对于型材首段的抓取位置调节不便,导致第一加紧部在抓取完成后,头部留取的型材长度不定,有一定情况会出现过长的现象,因此,先对型材的头部进行切割,并根据切割完成后的头部情况,调节第二切割组件的位置,提升切割的精度。
本文地址:https://www.jishuxx.com/zhuanli/20241125/337037.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种桁架机器人的制作方法
下一篇
返回列表