一种金属夹芯板辊压成型装置的制作方法
- 国知局
- 2024-11-25 15:16:26
本申请涉及辊压成型,具体涉及一种金属夹芯板辊压成型装置。
背景技术:
1、金属夹芯板是一种结构材料,由两层金属外表层夹着一层中间的夹芯材料组成。为了增加金属夹芯板的弯曲刚度和强度,使其能够承受更大的荷载并保持稳定形状,在金属夹芯板的生产过程中通常会采用辊压成型的方式将金属夹芯板加工成波浪状。此外,波浪状的金属夹芯板还可以增加自身的抗挤压能力和吸能能力,使其在承受冲击或压缩力时表现更为优越。
2、参照授权公告号为cn116748354b,公告日期为2023年10月20日,名称为一种彩钢板成型的辊轧设备的中国专利文件,包括机架以及安装在机架上的若干组辊轧组,其能够通过多组辊轧组内部的下轧辊和上轧辊将彩钢板辊轧成型。
3、参照上述技术方案,在对金属夹芯板进行辊压成型工作时,由于金属夹芯板初始状态下通常以收卷的方式缠绕在收卷辊上,在金属夹芯板被放卷进入上下两个轧辊的辊轧间隙时,金属夹芯板的放卷端因收卷时的卷曲应力影响有可能存在一定程度的翘起,容易导致金属夹芯板的放卷端不能准确进入上下两个轧辊的辊轧间隙;在金属夹芯板完成一定长度的辊压后,需暂停对金属夹芯板的辊压输送工作,然后对该部分的金属夹芯板进行截断,在此过程中,仍位于辊轧间隙内的金属夹芯板有可能因截断时产生的冲击力影响发生抖动并在输送方向上出现偏移,容易影响到金属夹芯板的后续辊压质量。
技术实现思路
1、有鉴于此,本申请提供一种金属夹芯板辊压成型装置,主要用于解决金属夹芯板的放卷端因翘起而难以准确进入辊轧间隙的问题。
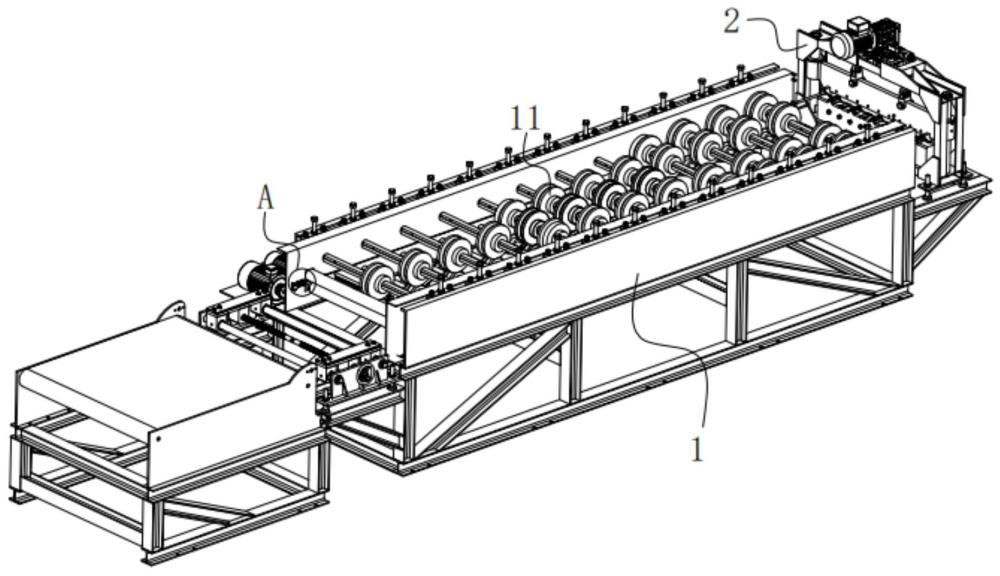
2、为解决上述技术问题,本申请提供一种金属夹芯板辊压成型装置,包括输送机、多个两两一组设置在输送机内部的轧辊组以及设置在输送机下料端口的截断机;所述输送机上料端口的前后内壁均设置有两个上下对称的导向弹片,上下两个导向弹片之间保留有供金属夹芯板通过的间隙,且导向弹片由与输送机内壁固定连接的水平板和与输送机内壁抵接的翘曲板两部分组成;每个导向弹片上均通过第一弹性件滑动连接有施压轮,输送机和截断机之间设置有推送件,用于使施压轮在远离水平板的同时靠近翘曲板。
3、通过采用上述技术方案,利用导向弹片的导向作用以及预压平作用,使金属夹芯板的放卷端能够较为准确的进入辊轧间隙,进而降低金属夹芯板的放卷端因翘起而不能准确进入辊轧间隙的概率;同时导向弹片能够在截断过程中将金属夹芯板夹紧固定,以免仍位于辊轧间隙内的金属夹芯板发生抖动偏移。
4、可选的,每个所述水平板上均开设有多个凹槽,且每个凹槽内均转动连接有用于代替水平板与金属夹芯板接触的滚球,每个翘曲板上均设置有用于代替水平板与金属夹芯板接触的橡胶条。
5、通过采用上述技术方案,采用滚球和橡胶条来降低金属夹芯板被划伤或夹伤的概率。
6、可选的,每个所述凹槽的深度均大于滚球的半径并小于滚球的直径。
7、通过采用上述技术方案,在使滚球代替水平板与金属夹芯板发生接触的前提下,尽可能的缩短金属夹芯板与水平板之间的间距,以免金属夹芯板卡入相邻两个滚球的缝隙内影响到金属夹芯板的正常输送。
8、可选的,所述推送件包括滑动连接在输送机和截断机之间的推杆,且推杆的施力端与施压轮抵接,推杆的受力端自上而下朝着远离施压轮的方向倾斜设置,截断机的执行端设置有与推杆的受力端抵接的梯形块,用于在截断机截断金属夹芯板的过程中使推杆朝着靠近施压轮的方向移动。
9、通过采用上述技术方案,采用推杆和梯形块的配合,使施压轮能够跟随截断机的运行状态一同移动。
10、可选的,所述输送机内部设置有承托单元,且承托单元位于靠近输送机上料端口一侧的轧辊组右侧,用于为初次辊压后的金属夹芯板提供承托。
11、可选的,所述承托单元包括设置在输送机内部的架杆,架杆上滑动连接有两个托块,且托块的最高点与轧辊组中的下轧辊最高点齐平,输送机内部转动连接有用于带动两个托块相向靠近或背向远离的双向螺杆,输送机上设置有用于带动双向螺杆旋转的转动源。
12、可选的,所述架杆中部设置有与转动源配合的行程开关,且行程开关的信号触头与轧辊组中的下轧辊最高点齐平。
13、通过采用上述技术方案,在金属夹芯板被初次辊压后,利用托块为金属夹芯板提供支持,以免金属夹芯板的前后边沿以辊压折痕为基准向下弯折而影响后续辊压工作的正常开展。
14、可选的,所述输送机上料端口通过第二弹性件竖向滑动连接有两个清洁辊,且清洁辊均位于导向弹片和靠近输送机上料端口一侧的轧辊组之间,用于在辊压工作开展前对金属夹芯板的上下表面进行清洁。
15、通过采用上述技术方案,在辊压工作开展时利用两个清洁辊对金属夹芯板的上下表面进行清洁,以免辊压过程中金属夹芯板的表面质量因附着物的影响而受损。
16、综上所述,与现有技术相比,本申请包括以下至少一种有益技术效果:
17、1、采用对金属夹芯板进行导向限位以及预压平的方式,降低金属夹芯板的放卷端因翘起而不能准确进入辊轧间隙的概率;同时还能够在截断过程中将金属夹芯板夹紧固定,以免仍位于辊轧间隙内的金属夹芯板因截断时产生的冲击力影响而发生抖动偏移。
18、2、在金属夹芯板的辊压输送过程中,采用滚球与金属夹芯板发生滚动接触的方式来降低金属夹芯板在辊压输送过程中被划伤的概率;同时采用橡胶条对金属夹芯板进行柔性夹持,降低金属夹芯板被夹伤的概率,进而在一定程度内保证金属夹芯板的表面质量。
19、3、当金属夹芯板被初次辊压后,能够对金属夹芯板的前后边沿进行及时支撑,以免金属夹芯板的前后边沿以辊压折痕为基准向下弯折而影响后续辊压工作的正常开展。
技术特征:1.一种金属夹芯板辊压成型装置,包括输送机(1)、多个两两一组设置在输送机(1)内部的轧辊组(11)以及设置在输送机(1)下料端口的截断机(2),其特征在于:
2.根据权利要求1所述的一种金属夹芯板辊压成型装置,其特征在于:每个所述水平板(31)上均开设有多个凹槽(311),且每个凹槽(311)内均转动连接有用于代替水平板(31)与金属夹芯板接触的滚球(312),每个翘曲板(32)上均设置有用于代替水平板(31)与金属夹芯板接触的橡胶条(321)。
3.根据权利要求2所述的一种金属夹芯板辊压成型装置,其特征在于:每个所述凹槽(311)的深度均大于滚球(312)的半径并小于滚球(312)的直径。
4.根据权利要求1所述的一种金属夹芯板辊压成型装置,其特征在于:所述推送件(5)包括滑动连接在输送机(1)和截断机(2)之间的推杆(51),且推杆(51)的施力端与施压轮(4)抵接,推杆(51)的受力端自上而下朝着远离施压轮(4)的方向倾斜设置,截断机(2)的执行端设置有与推杆(51)的受力端抵接的梯形块(52),用于在截断机(2)截断金属夹芯板的过程中使推杆(51)朝着靠近施压轮(4)的方向移动。
5.根据权利要求1所述的一种金属夹芯板辊压成型装置,其特征在于:所述输送机(1)内部设置有承托单元(6),且承托单元(6)位于靠近输送机(1)上料端口一侧的轧辊组(11)右侧,用于为初次辊压后的金属夹芯板提供承托。
6.根据权利要求5所述的一种金属夹芯板辊压成型装置,其特征在于:所述承托单元(6)包括设置在输送机(1)内部的架杆(61),架杆(61)上滑动连接有两个托块(62),且托块(62)的最高点与轧辊组(11)中的下轧辊最高点齐平,输送机(1)内部转动连接有用于带动两个托块(62)相向靠近或背向远离的双向螺杆(63),输送机(1)上设置有用于带动双向螺杆(63)旋转的转动源(64)。
7.根据权利要求6所述的一种金属夹芯板辊压成型装置,其特征在于:所述架杆(61)中部设置有与转动源(64)配合的行程开关(65),且行程开关(65)的信号触头与轧辊组(11)中的下轧辊最高点齐平。
8.根据权利要求1所述的一种金属夹芯板辊压成型装置,其特征在于:所述输送机(1)上料端口通过第二弹性件(71)竖向滑动连接有两个清洁辊(7),且清洁辊(7)均位于导向弹片(3)和靠近输送机(1)上料端口一侧的轧辊组(11)之间,用于在辊压工作开展前对金属夹芯板的上下表面进行清洁。
技术总结本申请提供一种金属夹芯板辊压成型装置,属于辊压成型技术领域,包括输送机、多个两两一组设置在输送机内部的轧辊组以及设置在输送机下料端口的截断机;所述输送机上料端口的前后内壁均设置有两个上下对称的导向弹片,上下两个导向弹片之间保留有供金属夹芯板通过的间隙,且导向弹片由与输送机内壁固定连接的水平板和与输送机内壁抵接的翘曲板两部分组成;每个导向弹片上均通过第一弹性件滑动连接有施压轮,输送机和截断机之间设置有推送件,用于使施压轮在远离水平板的同时靠近翘曲板;本申请能够使金属夹芯板的放卷端较为准确进入辊轧间隙而正常开展后续辊压成型工作。技术研发人员:刘存芳,叶林,李公壮,胡文悌,王振丽,荆亚军受保护的技术使用者:绿丰节能科技股份有限公司技术研发日:技术公布日:2024/11/21本文地址:https://www.jishuxx.com/zhuanli/20241125/337033.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表