一种风电铸件生产加工装置及其加工方法与流程
- 国知局
- 2024-11-25 15:17:42
本发明涉及铸件生产加工,具体为一种风电铸件生产加工装置及其加工方法。
背景技术:
1、铸件是用各种铸造方法获得的金属成型物件,即把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,冷却后经打磨等后续加工手段后,所得到的具有一定形状,尺寸和性能的物件。
2、现有的铸砂模具生产工艺中,需要对铸砂模具进行摔打以此来进行脱模处理,摔打过程中产生的强大冲击力很容易在铸件表面造成划痕、凹坑等损伤,这些表面缺陷不仅影响铸件的外观,还可能降低铸件的耐腐蚀性能和机械强度。
技术实现思路
1、为了弥补以上不足,本发明提供了一种克服上述技术问题或至少部分地解决上述问题的一种风电铸件生产加工装置。
2、本发明是这样实现的:
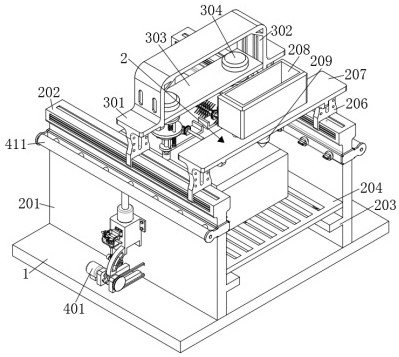
3、本发明提供一种风电铸件生产加工装置,包括底座,所述底座的顶部安装有浇注机构,所述浇注机构包括:
4、支撑板,所述支撑板固定安装在底座的顶部,所述支撑板设置有两个,两个所述支撑板的顶部均固定安装有第一电动滑轨,所述第一电动滑轨的内部滑动安装有捶打脱模机构;
5、内板,所述内板固定安装在支撑板的内部,两个所述支撑板之间滑动安装有放置板,所述内板与放置板之间安装有第一弹簧;
6、第一支架,所述第一支架滑动安装在第一电动滑轨的内部,所述第一支架的顶部固定安装有第一横板,所述第一横板的顶部固定安装有铁水包,所述第一横板的底部固定安装有浇注口,所述浇注口与铁水包相连通。
7、在本发明的一种实施例中,所述捶打脱模机构包括第二支架,所述第二支架滑动安装在第一电动滑轨的内部,所述第二支架的侧部固定安装有第二电动滑轨,所述第二电动滑轨的内部滑动安装有第二横板,所述第二横板的顶部固定安装有固定板,所述固定板的底部固定安装有第一固定杆,所述第一固定杆设置有两个。
8、在本发明的一种实施例中,两个所述第一固定杆的表面套接有第一套接板,所述第一套接板的底部固定安装有第二固定杆,所述第一固定杆与第二固定杆的表面均套接有第二套接板,两个所述第一固定杆的表面套接有第二弹簧,所述第二弹簧设置在第一套接板与第二套接板之间,所述第一固定杆的底部固定安装有第一安装板,所述第二套接板的底部固定安装有捶打杆,所述捶打杆贯穿至第一安装板的底部且与第一安装板滑动连接,所述捶打杆的底部固定安装有捶打头。
9、在本发明的一种实施例中,所述第二固定杆的底部固定安装有限位板,所述第二固定杆的表面套接有第三弹簧,所述第三弹簧设置在限位板与第二套接板之间,所述第二横板的底部固定安装有双轴电机,所述双轴电机的输出端固定安装有第一转动杆,所述第一转动杆的端部固定安装有第一转动板,所述第一转动板侧部转动安装有第二转动板,所述第二转动板的端部与第一套接板转动连接。
10、在本发明的一种实施例中,所述第一安装板的顶部固定安装有第一支座,所述第一支座的内部通过轴承转动安装有第一齿轮,所述第一支座的侧部转动安装有安装轴,所述安装轴贯穿至第一支座的另一侧且与第一齿轮固定连接,所述安装轴的表面固定安装有清理刷,所述捶打杆的表面固定安装有第一连接板,所述第一连接板的端部固定安装有第一齿板,所述第一齿板与第一齿轮相啮合。
11、在本发明的一种实施例中,所述底座的顶部安装有吹砂脱模机构,所述吹砂脱模机构包括第一电机,所述第一电机固定安装在底座的顶部,所述第一电机的输出端固定安装有输出轴,所述底座的顶部固定安装有安装座,所述安装座的内部转动安装有凸形板,所述输出轴与凸形板固定连接,所述安装座的另一侧转动安装有第一皮带轮,所述第一皮带轮与凸形板固定连接。
12、在本发明的一种实施例中,所述支撑板的侧部固定安装有吹气箱,所述吹气箱的内部滑动安装有活塞板,所述活塞板的底部转动安装有活塞杆,所述活塞杆的侧部转动安装有连轴杆,所述连轴杆与凸形板的凸出处转动连接,所述吹气箱的顶部固定安装有连接管,所述支撑板的侧部固定安装有气管,所述连接管与气管相连通,两个所述支撑板的内部均开设有安装槽,所述安装槽的内部固定安装有加热丝,所述加热丝设置有多个,所述支撑板的内部固定安装吹气嘴,所述吹气嘴设置有多个。
13、在本发明的一种实施例中,所述吹气箱的侧部固定安装有第一u形板,所述第一u形板的内部转动安装有第二转动杆,所述第二转动杆贯穿至第一u形板的外侧且端部固定安装有转动把手,所述第二转动杆的表面固定安装有第一锥齿轮,所述第二转动杆的表面转动安装有第二u形板,所述第二u形板的顶部转动安装有第二锥齿轮,所述第二锥齿轮与第一锥齿轮相啮合,所述第二u形板的底部转动安装有螺纹杆,所述螺纹杆与第二锥齿轮固定连接,所述吹气箱的侧部固定安装有弧形滑轨,所述弧形滑轨的内部滑动安装有滑动块,所述滑动块与螺纹杆螺纹连接,所述滑动块的侧部转动安装有第三转动板,所述第三转动板与活塞杆和连轴杆转动连接。
14、在本发明的一种实施例中,所述底座的顶部固定安装有第二支座,所述第二支座的侧部转动安装有第二皮带轮,所述第二皮带轮通过皮带与第一皮带轮相连接,所述第二皮带轮的侧部偏心处转动安装有偏心板,所述内板的侧部固定安装有滑动筒,所述滑动筒的内部滑动安装有击打头,所述击打头与偏心板转动连接。
15、一种风电铸件生产加工方法,适用于上述的一种风电铸件生产加工装置,步骤如下:
16、s1:当需要进行风电零件的浇注时,工作人员将铁水灌入到铁水包的内部,然后启动第一电动滑轨,将第一支架移动至浇注模型的顶部,然后控制阀门,铁水通过浇注口流到模具的内部;
17、s2:当需要对铸砂进行打散处理时,启动双轴电机,使第二套接板可以在第一固定杆和第二固定杆的表面上进行上下的滑动,以此可以带动捶打杆进行上下的滑动,在第二弹簧和第三弹簧的作用下可以使捶打头对铸砂进行小距离高频率的捶打,使铸砂从零件的表面上进行剥落;
18、s3:同时,第一连接板进行上下的滑动,可以带动第一齿板进行上下的移动,以此可以带动第一齿轮进行转动,进而可以带动安装轴进行转动,进而可以使清理刷进行转动,清理刷的设置可以将捶打头打散的铸造砂进行刷除;
19、s4:在捶打的同时,第一电机使活塞板在吹气箱的内部进行上下的运动,使吹气箱的内部产生气流,并且通过气管进入到安装槽的内部,进入到安装槽内部的气流通过加热丝的加热成为热风,并且通过吹气嘴吹出来,对铸砂进行吹气处理;
20、s5:同时,第一皮带轮的转动可以带动第二皮带轮进行转动,进而可以带动偏心板进行转动,以此使击打头对放置板进行捶打,放置板的表面开设有漏孔,通过对放置板的捶打,经过清理的铸造砂通过漏孔掉落至放置板的底部,使放置板的顶部只存在有风电零件。
21、本发明提供的一种风电铸件生产加工装置,其有益效果包括有:
22、1.通过捶打脱模机构的设置,可以对铸造砂进行小幅度的捶打脱模,小幅度捶打可以使铸件更顺畅地从铸型中脱出,避免在脱模过程中因强行拉扯而导致铸件表面出现拉伤、划痕等缺陷,从而提高铸件的表面光洁度。
23、2.通过吹砂脱模机构的设置,可以对铸砂模件进行热风吹砂处理,热风能够使铸砂模中的砂粒迅速升温,砂粒受热膨胀后,与铸件之间的粘结力减弱,从而更容易从铸件表面脱落,这大大提高了脱模的速度和效率,减少了生产时间。
24、3.通过击打头和第二皮带轮的设置,能够使铸造砂通过筛网进行下落,而铸件留在筛网顶部,这种方式能够在短时间内实现铸件与铸造砂的有效分离,铸造砂在重力作用下迅速通过筛网下落,而铸件由于尺寸较大被阻挡在筛网顶部,大大提高了脱模的效率,节省了时间成本。
本文地址:https://www.jishuxx.com/zhuanli/20241125/337172.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表