一种大风量轴流风机叶轮的制作方法
- 国知局
- 2024-11-25 15:31:39
本技术涉及轴流风机,特别涉及一种大风量轴流风机叶轮。
背景技术:
1、通风系统配套的风机通常轴流风机、离心风机、柜式箱体风机。普通轴流风机:风机的进风口与出风口平行,其特点是:机身小、风量大、风压低。离心风机:风机的进口与出风口垂直,其特点是:机身大且需要较大的安装空间、风量小、风压高。柜式箱体风机:风机的进风口与出风口平行,其特点是:机身大、风量中等、风压中低。
2、大型轴流风机普遍使用的铝合金压铸轮毂与叶片,无法满足工况环境的要求。而常规钢制轮毂与薄板型叶片,因结构上升阻比存在的缺陷,其风机性能、效率无法达到大型通风系统配套所需的大流量、高压力、高效的性能要求。如采用机翼型铁叶片时,不管是焊接或锻压制造工艺,其生产工艺较为复杂,生产成本较高。
技术实现思路
1、本实用新型的目的是提供一种大风量轴流风机叶轮,风机叶轮采用子午加速风机型叶轮,通过主叶片与加强叶片紧贴焊接重合形成中空机翼型叶片,相比平板叶片风机性能明显提高,相比原空心机翼铁叶片、锻压铁叶,生产工艺简化,生产成本大大减低。
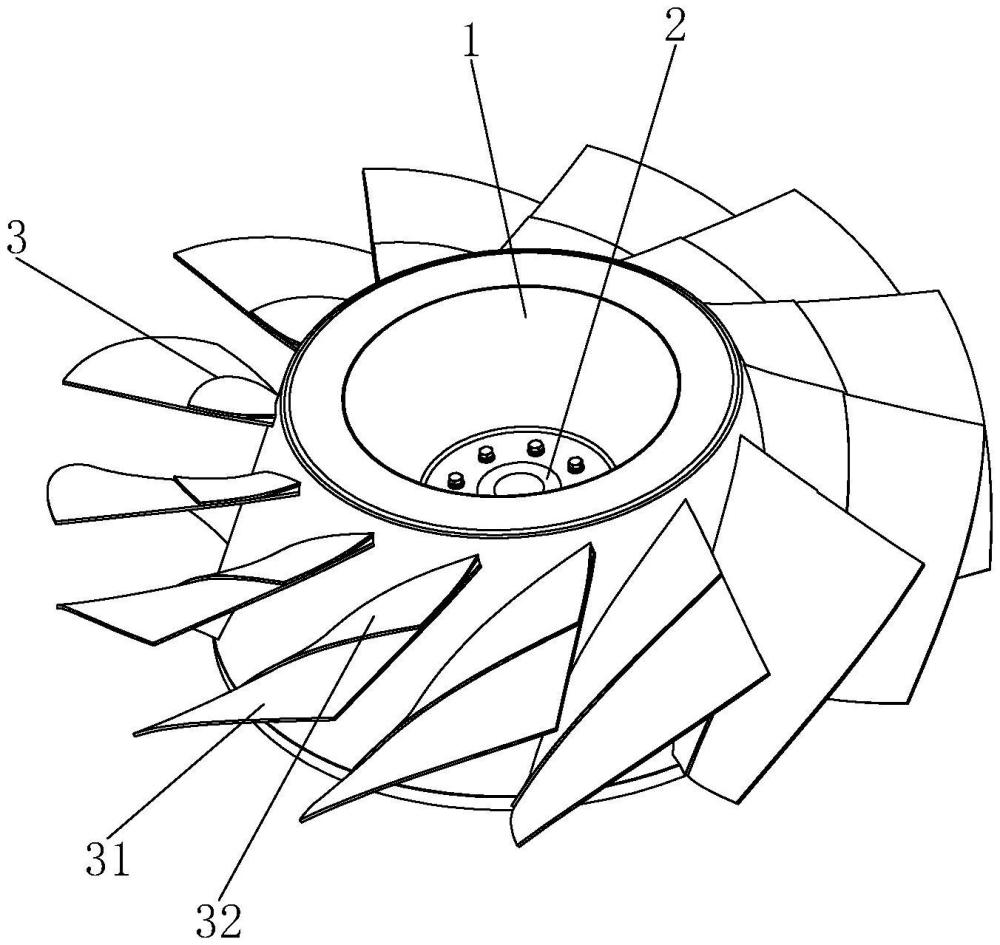
2、本实用新型的上述技术目的是通过以下技术方案得以实现的:一种大风量轴流风机叶轮,包括轮毂组件、设置在轮毂组件中部的轴套、多个以轮毂组件的中轴线呈圆周阵列分布且焊接在轮毂组件的外锥面上的叶片组;所述叶片组包括焊接在轮毂组件的外锥面上的主叶片、焊接在轮毂组件的外锥面上的加强叶片,所述加强叶片长度为主叶片长度的1/4~1/2,所述加强叶片的叶尖与主叶片紧贴焊接重合,所述加强叶片的两侧与主叶片两侧焊接封闭,所述主叶片和加强叶片之间存在空腔,所述主叶片和加强叶片结合成中空机翼型叶片。
3、通过采用上述技术方案,通过主叶片和加强叶片结合成中空机翼型叶片。相比平板叶片性能明显提高,确保叶片组的刚度和强度,提高叶风机叶轮在高速运行时的可靠性,同时提高了叶片组的升力系数、升阻比及风机系统的压力与通风量,有利于改善系统运行的能源利用效率;相比原空心机翼铁叶片、锻压铁叶,生产工艺简化,生产成本大大减低。
4、本实用新型的进一步设置为:所述轮毂组件包括轮毂主体、设置在轮毂主体内的加强结构,所述轮毂主体中部设置有朝向内部的方向呈锥台型的凹陷部,所述轴套安装在凹陷部的中部,所述叶片组焊接在轮毂主体的外锥面上,所述轮毂主体的内锥面和凹陷部靠近轴套一端的外锥面之间设置有环形隔板部,所述加强结构设置在轮毂主体的内锥面、轮毂主体远离轴套一端的下端面、凹陷部的外锥面、环形隔板部的上下端面之间。
5、通过采用上述技术方案,加强结构与叶片组的中空设置,其目的是为了减轻叶轮的重量又能保证其刚度及最大应力集中点,减少叶轮转动惯量,从而缩短启动时间,保护频繁启动时对电机的损伤。
6、本实用新型的进一步设置为:所述加强结构包括设置在轮毂主体的内锥面上且位于环形隔板部上方的第一加强法兰、设置在轮毂主体的内锥面上且位于环形隔板部下方的第二加强法兰、设置在轮毂主体的内锥面上且位于第二加强法兰下方的第三加强法兰、多个以轮毂主体的中轴线呈圆周阵列分布且呈片状的第一加强筋、多个以轮毂主体的中轴线呈圆周阵列分布且呈片状的第二加强筋、多个以轮毂主体的中轴线呈圆周阵列分布且呈片状的第三加强筋、多个以轮毂主体的中轴线呈圆周阵列分布且呈片状的第四加强筋;所述第一加强筋设置在轮毂主体的内锥面、第一加强法兰的上端面、轮毂主体远离轴套一侧的下端面之间;所述第二加强筋设置在轮毂主体的内锥面、环形隔板部的上端面、第一加强法兰的下端面、轮毂主体远离轴套一侧的下端面、凹陷部的外锥面之间;所述第三加强筋设置在轮毂主体的内锥面、第二加强法兰的上端面、环形隔板部的下端面之间;所述第四加强筋设置在轮毂主体的内锥面、第三加强法兰的上端面、第二加强法兰的下端面之间。
7、通过采用上述技术方案,通过第一加强法兰、第二加强法兰、第三加强法兰、第一加强筋、第二加强筋、第三加强筋、第四加强筋的布置,可实现对增加轮毂主体的内锥面、第一加强法兰的上端面、轮毂主体远离轴套一侧的下端面之间的刚度与强度,增加轮毂主体的内锥面、环形隔板部的上端面、第一加强法兰的下端面、轮毂主体远离轴套一侧的下端面、凹陷部的外锥面之间的刚度和强度,增加轮毂主体的内锥面、第二加强法兰的上端面、环形隔板部的下端面之间的刚度和强度,增加轮毂主体的内锥面、第三加强法兰的上端面、第二加强法兰的下端面之间的刚度和强度。
8、本实用新型的进一步设置为:多个所述第一加强筋、多个第二加强筋、多个第三加强筋、多个第四加强筋以轮毂主体的中轴线呈圆周阵列分布时错位设置,每个所述叶片组与轮毂主体的连接处分别与单个第一加强筋与轮毂主体内锥面的连接处、单个第二加强筋与轮毂主体内锥面的连接处、单个第三加强筋与轮毂主体内锥面的连接处、单个第四加强筋与轮毂主体内锥面的连接处相交叉。
9、通过采用上述技术方案,通过使得多个第一加强筋、多个第二加强筋、多个第三加强筋、多个第四加强筋以轮毂主体的中轴线呈圆周阵列分布时错位设置,且使得每个叶片组与轮毂主体的连接处分别与单个第一加强筋与轮毂主体内锥面的连接处、单个第二加强筋与轮毂主体内锥面的连接处、单个第三加强筋与轮毂主体内锥面的连接处、单个第四加强筋与轮毂主体内锥面的连接处相交叉,从而使得叶片和轮毂主体的应力分布均匀化,降低材料的最大应力。
技术特征:1.一种大风量轴流风机叶轮,其特征在于:包括轮毂组件(1)、设置在轮毂组件(1)中部的轴套(2)、多个以轮毂组件(1)的中轴线呈圆周阵列分布且焊接在轮毂组件(1)的外锥面上的叶片组(3);所述叶片组(3)包括焊接在轮毂组件(1)的外锥面上的主叶片(31)、焊接在轮毂组件(1)的外锥面上的加强叶片(32),所述加强叶片(32)长度为主叶片(31)长度的1/4~1/2,所述加强叶片(32)的叶尖与主叶片(31)紧贴焊接重合,所述加强叶片(32)的两侧与主叶片(31)两侧焊接封闭,所述主叶片(31)和加强叶片(32)之间存在空腔,所述主叶片(31)和加强叶片(32)结合成中空机翼型叶片。
2.根据权利要求1所述的一种大风量轴流风机叶轮,其特征在于:所述轮毂组件(1)包括轮毂主体(11)、设置在轮毂主体(11)内的加强结构(12),所述轮毂主体(11)中部设置有朝向内部的方向呈锥台型的凹陷部(111),所述轴套(2)安装在凹陷部(111)的中部,所述叶片组(3)焊接在轮毂主体(11)的外锥面上,所述轮毂主体(11)的内锥面和凹陷部(111)靠近轴套(2)一端的外锥面之间设置有环形隔板部(112),所述加强结构(12)设置在轮毂主体(11)的内锥面、轮毂主体(11)远离轴套(2)一端的下端面、凹陷部(111)的外锥面、环形隔板部(112)的上下端面之间。
3.根据权利要求2所述的一种大风量轴流风机叶轮,其特征在于:所述加强结构(12)包括设置在轮毂主体(11)的内锥面上且位于环形隔板部(112)上方的第一加强法兰(121)、设置在轮毂主体(11)的内锥面上且位于环形隔板部(112)下方的第二加强法兰(122)、设置在轮毂主体(11)的内锥面上且位于第二加强法兰(122)下方的第三加强法兰(123)、多个以轮毂主体(11)的中轴线呈圆周阵列分布且呈片状的第一加强筋(124)、多个以轮毂主体(11)的中轴线呈圆周阵列分布且呈片状的第二加强筋(125)、多个以轮毂主体(11)的中轴线呈圆周阵列分布且呈片状的第三加强筋(126)、多个以轮毂主体(11)的中轴线呈圆周阵列分布且呈片状的第四加强筋(127);
4.根据权利要求3所述的一种大风量轴流风机叶轮,其特征在于:多个所述第一加强筋(124)、多个第二加强筋(125)、多个第三加强筋(126)、多个第四加强筋(127)以轮毂主体(11)的中轴线呈圆周阵列分布时错位设置,每个所述叶片组(3)与轮毂主体(11)的连接处分别与单个第一加强筋(124)与轮毂主体(11)内锥面的连接处、单个第二加强筋(125)与轮毂主体(11)内锥面的连接处、单个第三加强筋(126)与轮毂主体(11)内锥面的连接处、单个第四加强筋(127)与轮毂主体(11)内锥面的连接处相交叉。
技术总结本技术公开了一种大风量轴流风机叶轮,包括轮毂组件、轴套、叶片组;所述叶片组包括主叶片、加强叶片,加强叶片长度为主叶片长度的1/4~1/2,加强叶片的叶尖与主叶片紧贴焊接重合,加强叶片的两侧与主叶片两侧焊接封闭,主叶片和加强叶片之间存在空腔,主叶片和加强叶片结合成中空机翼型叶片。通过主叶片和加强叶片结合成中空机翼型叶片,相比平板叶片性能明显提高,确保叶片组的刚度和强度,提高叶风机叶轮在高速运行时的可靠性,同时提高了叶片组的升力系数、升阻比及风机系统的压力与通风量,有利于改善系统运行的能源利用效率;相比原空心机翼铁叶片、锻压铁叶,生产工艺简化,生产成本大大减低。技术研发人员:戴栋林,陆杰明,黄岳钬,蒋苗忠受保护的技术使用者:浙江春晓环保科技有限公司技术研发日:20240416技术公布日:2024/11/21本文地址:https://www.jishuxx.com/zhuanli/20241125/338062.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表