一种连续固化-裂解生产线的制作方法
- 国知局
- 2024-11-25 15:34:42
本技术涉及裂解设备,具体涉及的是一种连续固化-裂解生产线。
背景技术:
1、聚合物浸渍裂解法或先驱体浸渍裂解法(precursor impregnation andpyrolysis,pip),是近十年来发展极为迅速的一种复合材料制备工艺,pip工艺制备cf/sic、sicf/sic和si3n4f/si3n4等陶瓷基复合材料的工艺过程是以纤维预制件为骨架,真空排除预制件中的空气,采用主链含有si的有机聚合物溶液或熔融体进行浸渍,在惰性气体保护下进行交联固化,然后进行高温裂解使先驱体聚合物转化为sic、si3n4等陶瓷基体。由于裂解小分子逸出形成气孔和基体裂解后的收缩,需多次实施上述浸渍裂解过程才能实现复合材料的致密化。pip工艺制备陶瓷复合材料的先驱体聚合物主要有聚碳硅烷(polycarbosilane,pcs)、聚甲基硅烷、聚乙烯基硅烷、氢化聚碳硅烷、聚硅烷等,其中目前以采用pcs为先驱体聚合物最多,通过将pcs配制成溶液进行浸渍对设备的要求更为简单,后续采用裂解炉进行裂解,但现有的这种工艺过程自动化程度不高,生产效率低。
技术实现思路
1、本实用新型的目的在于提供一种连续固化-裂解生产线,能够实现聚合物材料的固化-裂解的自动化过程,自动化程度高。
2、为了达成上述目的,本实用新型的解决方案是:
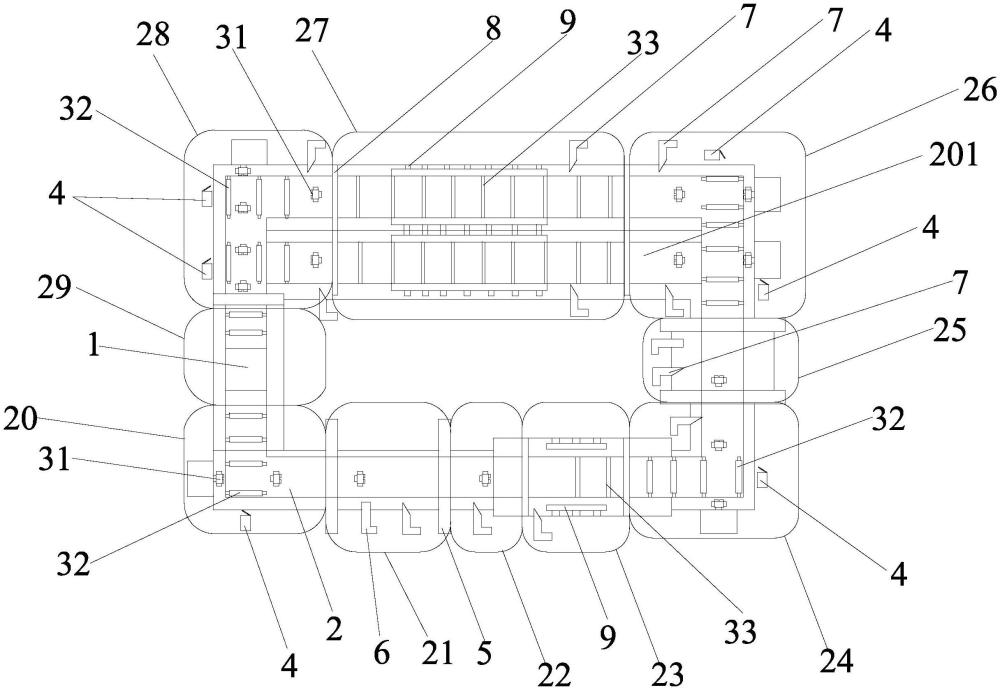
3、一种连续固化-裂解生产线,包括用于放置浸渍材料的浸渍板、用于输送所述浸渍板的回转输送带以及沿着所述回转输送带依次设置的上料区、第一气体置换区、第一预热过渡区、低温固化区、第一冷却区、第二气体置换区、第二预热过渡区、高温裂解区、第二冷却区和下料区,所述回转输送带上设置有多个用于推动所述浸渍板在其上回转的输送件,所述第一气体置换区和所述第二气体置换区上分别设置有气体置换室,各所述气体置换室内分别设置有真空泵和换气系统,所述第一预热过渡区和所述第二预热过渡区内分别设置有换气系统,所述低温固化区和所述高温裂解区内设置有加热装置和换气系统,所述第一冷却区和所述第二冷却区内分别设置有换气系统,所述第二冷却区内设置有冷却循环水路;所述第一气体置换区至所述第二冷却区为密闭的空间,还包括plc控制系统,各所述真空泵、换气系统、加热装置和输送件也与所述plc控制系统控制连接。
4、所述上料区、所述第一冷却区、所述第二预热过渡区和所述第二冷却区分别设置在所述回转输送带的转角处。
5、还包括感应装置,所述感应装置包括用于感应所述浸渍板的感应器,所述感应器设置在所述回转输送带的转角处,所述感应器与所述plc控制系统控制连接。
6、所述输送件为电动推板器、电动滚轴或者非电动滚轴中的一种或两种的组合。
7、所述回转输送带对应所述上料区至所述低温固化区之间的位置设置的输送件包括电动推板器,所述回转输送带对应所述低温固化区的位置设置的输送件为非电动滚轴,所述回转输送带对应所述第一冷却区的位置设置的输送件包括电动滚轴,所述回转输送带对应所述第一冷却区至所述第二气体置换区之间的位置设置的输送件为电动推板器,所述回转输送带对应所述第二预热过渡区的位置设置的输送件包括电动滚轴和电动推板器,所述回转输送带对应所述高温裂解区的位置设置的输送件为非电动滚轴,所述回转输送带对应所述第二冷却区的位置设置的输送件包括电动滚轴和电动推板器,所述回转输送带对应所述下料区至所述上料区之间的位置设置的输送件为电动滚轴。
8、所述换气系统包括进气管和出气管,所述加热装置为石墨烯加热装置。
9、所述第二预热过渡区、所述高温裂解区和所述第二冷却区之间还设置有分支输送带,所述分支输送带的两端分别与所述回转输送带的相应位置衔接在一起,所述分支输送带上设置有多个用于推动浸渍板在其上回转的输送件。
10、所述气体置换室的进料口和出料口分别安装有电动隔绝门,所述低温固化区和所述高温裂解区的进料口和出料口分别安装有电动保温门,所述第二冷却区的出料口也安装有电动隔绝门,各所述电动隔绝门和所述电动保温门也与所述plc控制系统控制连接。
11、所述第二冷却区和所述下料区之间还设置有第三气体置换区,所述第三气体置换区上设置有气体置换室。
12、采用上述结构后,本实用新型一种连续固化-裂解生产线,工作原理为:先驱体聚合物经过浸渍后放置在浸渍板上,通过上料区进入回转输送带,并在plc控制系统的控制下,输送至第一气体置换区,在该气体置换室内停留,等待气体置换室完成至少一次换气后,进入第一预热过渡区进行预热,随后进入低温固化区完成固化预热,然后进入第一冷却区冷却后,再进入第二气体置换区内,根据需要等待对应的气体置换室完成至少一次换气后,进入第二预热过渡区进行预热,随后输送至高温裂解区在保护气体的保护下进行高温裂解,避免氧化,最后进入第二冷却区经过冷却后,推送至下料区。本实用新型一种连续固化-裂解生产线,将浸渍材料的固化-裂解过程集中于一条流水线上完成,能够实现聚合物材料的固化-裂解的自动化过程,自动化程度高。
技术特征:1.一种连续固化-裂解生产线,其特征在于:包括用于放置浸渍材料的浸渍板、用于输送所述浸渍板的回转输送带以及沿着所述回转输送带依次设置的上料区、第一气体置换区、第一预热过渡区、低温固化区、第一冷却区、第二气体置换区、第二预热过渡区、高温裂解区、第二冷却区和下料区,所述回转输送带上设置有多个用于推动浸渍板在其上回转的输送件,所述第一气体置换区和所述第二气体置换区上分别设置有气体置换室,各所述气体置换室内分别设置有真空泵和换气系统,所述第一预热过渡区和所述第二预热过渡区内分别设置有换气系统,所述低温固化区和所述高温裂解区内设置有加热装置和换气系统,所述第一冷却区和所述第二冷却区内分别设置有换气系统,所述第二冷却区内设置有冷却循环水路;所述第一气体置换区至所述第二冷却区为密闭的空间,还包括plc控制系统,各所述真空泵、换气系统、加热装置和输送件也与所述plc控制系统控制连接。
2.根据权利要求1所述的一种连续固化-裂解生产线,其特征在于:所述上料区、所述第一冷却区、所述第二预热过渡区和所述第二冷却区分别设置在所述回转输送带的转角处。
3.根据权利要求1所述的一种连续固化-裂解生产线,其特征在于:还包括感应装置,所述感应装置包括用于感应所述浸渍板的感应器,所述感应器设置在所述回转输送带的转角处,所述感应器与所述plc控制系统控制连接。
4.根据权利要求1所述的一种连续固化-裂解生产线,其特征在于:所述输送件为电动推板器、电动滚轴或者非电动滚轴中的一种或两种的组合。
5.根据权利要求4所述的一种连续固化-裂解生产线,其特征在于:所述回转输送带对应所述上料区至所述低温固化区之间的位置设置的输送件包括电动推板器,所述回转输送带对应所述低温固化区的位置设置的输送件为非电动滚轴,所述回转输送带对应所述第一冷却区的位置设置的输送件包括电动滚轴,所述回转输送带对应所述第一冷却区至所述第二气体置换区之间的位置设置的输送件为电动推板器,所述回转输送带对应所述第二预热过渡区的位置设置的输送件包括电动滚轴和电动推板器,所述回转输送带对应所述高温裂解区的位置设置的输送件为非电动滚轴,所述回转输送带对应所述第二冷却区的位置设置的输送件包括电动滚轴和电动推板器,所述回转输送带对应所述下料区至所述上料区之间的位置设置的输送件为电动滚轴。
6.根据权利要求1所述的一种连续固化-裂解生产线,其特征在于:所述换气系统包括进气管和出气管,所述加热装置为石墨烯加热装置。
7.根据权利要求1所述的一种连续固化-裂解生产线,其特征在于:所述第二预热过渡区、所述高温裂解区和所述第二冷却区之间还设置有分支输送带,所述分支输送带的两端分别与所述回转输送带的相应位置衔接在一起,所述分支输送带上设置有多个用于推动浸渍板在其上回转的输送件。
8.根据权利要求1所述的一种连续固化-裂解生产线,其特征在于:所述气体置换室的进料口和出料口分别安装有电动隔绝门,所述低温固化区和所述高温裂解区的进料口和出料口分别安装有电动保温门,所述第二冷却区的出料口也安装有电动隔绝门,各所述电动隔绝门和所述电动保温门也与所述plc控制系统控制连接。
9.根据权利要求1所述的一种连续固化-裂解生产线,其特征在于:所述第二冷却区和所述下料区之间还设置有第三气体置换区,所述第三气体置换区上设置有气体置换室。
技术总结本技术公开一种连续固化‑裂解生产线,包括用于放置浸渍材料的浸渍板、用于输送所述浸渍板的回转输送带以及沿着所述回转输送带依次设置的上料区、第一气体置换区、第一预热过渡区、低温固化区、第一冷却区、第二气体置换区、第二预热过渡区、高温裂解区、第二冷却区和下料区,所述回转输送带上设置有多个用于推动浸渍板在其上回转的输送件,所述第一气体置换区至所述第二冷却区为密闭的空间,还包括PLC控制系统。本技术一种连续固化‑裂解生产线,能够实现聚合物材料的固化‑裂解的自动化过程,自动化程度高。技术研发人员:出腾龙,黄祥贤,江元强,汪涵,黄伟斌,朱家明,蔡武集,崔冰峡受保护的技术使用者:福建立亚新材有限公司技术研发日:20231212技术公布日:2024/11/21本文地址:https://www.jishuxx.com/zhuanli/20241125/338285.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表