一种分布式柔性流水车间的调度方法、系统、存储介质及其终端
- 国知局
- 2024-12-06 12:14:10
本发明属于数据处理,具体地说,涉及一种分布式柔性流水车间的调度方法、系统、存储介质及其终端。
背景技术:
1、分布式柔性流水车间的调度问题是制造业中一个重要而具有挑战性的问题,在全球化竞争日益激烈的背景下,制造企业需要提高生产效率、缩短交货期、降低成本以满足客户多样化的需求,而分布式柔性流水车间的调度问题旨在合理地为分布在不同地理位置的多个工厂的机器分配任务和确定任务执行顺序,以优化生产性能,从而提高企业的生产效率,提高企业的市场竞争力,因此,分布式柔性流水车间的调度方法的研究是目前学术界和工业界关注的热点问题。
2、目前,随着技术的不断进步,传统的优化算法应用在流水车间调度问题上已经无法满足客户的个性化和定制化需求,随着社会的进步,流水车间的调度问题变得复杂,传统的优化算法已经无法解决该问题,现有技术中,针对调度问题的研究时,一系列的问题被定义为minf(x),x=[x1,x2,...,xd],其中的目标是寻找出最大或最小值f(x),并输出最优解x,从而对流水车间调度问题不断优化,以满足制造业以及客户的需要,但是,当调度问题的规模扩大到一定数量时,原有的数学方法很难解决连续优化的问题,因此,元启发式的不同机制已经被提出并利用来解决复杂的连续优化问题,元启发式算法由于其良好的通用性和强大的寻优能力,已成为求解调度优化问题的主流方法。另外,作为一种新颖的群智能算法,帝王蝶优化算法模仿了帝王蝶迁徙和繁殖的行为,具有种群多样性丰富、全局搜索能力强等优点,这些特性使其在解决许多优化问题,特别是离散组合优化问题上展现出了巨大的潜力。
3、而在实际生产过程中,影响车间调度性能的因素包括但不限于机器的加工能力和工件的工艺路线,而工人的疲劳度和工厂内部的运输也成为影响车间调度性能的关键因素,工人的疲劳度直接影响其工作效率和产品质量,工件在不同机器间的运输时间也会显著影响车间调度效果,因此,在研究分布式柔性流水车间的调度问题时需要充分考虑到工人疲劳度以及工件运输等因素,而现有的车间调度方法并没有充分考虑上工人疲劳度以及工件运输的因素,导致现有的车间调度方法其效果不佳,因此,本发明旨在探索帝王蝶优化算法求解分布式柔性流水车间的调度问题的性能,在充分考虑到工人疲劳度以及工件运输等因素的基础上,提供一种分布式柔性流水车间的调度方法。
技术实现思路
1、本部分的目的在于概述本发明的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本技术的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
2、为解决背景技术中提出的问题,本发明采用如下的技术方案。
3、一种分布式柔性流水车间的调度方法,采用基于模型的两段式帝王蝶优化方法处理调度问题,包括如下步骤:
4、首先,针对工件、工厂以及机器进行初始化种群得到初始调度解;
5、然后,通过帝王蝶优化方法作为主体优化算子优化调度解的操作序列;
6、其次,基于特征的搜索策略用于优化调度解的机器序列;
7、最后,输出帕累托解集,确定调度解。
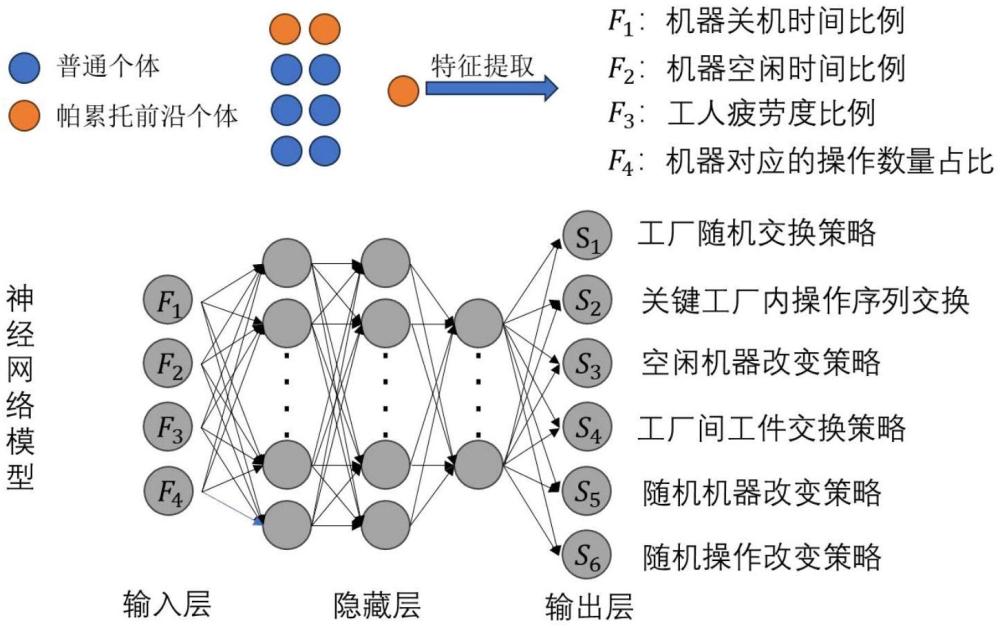
8、优选地,上述的调度方法中,通过基于模型的两段式帝王蝶优化方法处理调度问题时,通过特征驱动的神经网络模型为调度解匹配合适的优化算子,特征驱动的神经网络模型是以全连接神经网络为基础的决策模型,特征驱动的神经网络模型的输入是一组基于甘特图的统计特征,输出是优化算子的价值;
9、在特征驱动的神经网络模型的输入中,调度解的特征是由4个数组构成,分别为:
10、第一数组:机器停机时间的归一化数据;
11、第二数组:机器的空闲时间和总开机时间的比例;
12、第三数组:工人的疲劳程度;
13、第四数组:机器加工工件的数量占总工件数量的额比例。
14、优选地,上述的调度方法中,基于特征的搜索策略用于优化调度解的机器序列时,通过含6个优化算子的基于特征的搜索策略对帕累托前沿解进行二次优化,其中,基于特征的搜索策略中6个优化算子如下:
15、s1随机选择一个工厂并改变加工工厂;
16、s2交换关键工厂内的任意两个操作的编码顺序;
17、s3随机选择一个可变机器的操作,将其操作机器更改为任务更少的机器;
18、s4随机交换工厂间的工件;
19、s5随机改变一个工件的加工顺序;
20、s6随机交换编码中任意两个操作的操作顺序。
21、优选地,上述的调度方法中,优化算子s1和s5确保任何一个工厂分配方案都处于基于特征的搜索策略的搜索空间内;优化算子s2直接调整关键工厂内的操作顺序;优化算子s3将当前机器中一个随机任务交换到相对空闲的机器上,优化算子s4是一个工厂间交换工件的策略;优化算子s6是任意变化操作顺序。
22、优选地,上述的调度方法中,基于模型的两段式帝王蝶优化方法中,所述的模型包括以下目标函数:
23、min(f1,f2,f3)
24、f1=cmax
25、f2=tc=1.3·(pe+ie+ae)tci,j,j′·tbi,j,j′)
26、i∈{1,2,...,n};j,j′∈{1,2,...,mf,k}
27、f3=fimax
28、
29、其中:min(f1,f2,f3)为影响调度问题的因素函数的集合;
30、cmax为最大完成工时;
31、tc为总成本;
32、pe为工件的加工能耗;
33、ie为机器的待机能耗;
34、ae为辅助能耗;
35、tci,j,j′·tbi,j,j′为运输成本;
36、i为工件编号;
37、j为机器编号;
38、i,j,j′为工件由机器j转到机器j′;
39、fimax为工人的最大疲劳度;
40、fij,t为机器j在t时刻加工状态工人疲劳度;
41、msj,t机器j在t时刻的加工状态。
42、优选地,上述的调度方法中,所述的模型还包括如下约束条件:
43、
44、
45、si,k+1-(si,k+pi,k)≥0
46、yi,j,k+yi+1,j,k,f≤1
47、si+1,k-(si,k+pi,k)-b(2-yi,j,k,f-yi,j,k+yi+1,j,k,f)≥0
48、ci,k=si,k+pi,k
49、ci,s≤t
50、
51、
52、
53、
54、
55、其中:f为工厂数量;
56、f为工厂编号;
57、xi,f为工件i被分配到工厂f,若是为1,否则为0;
58、yii,j,k,f为工件i在工厂f的第k阶段的j机器上处理状态,若处理则为1,若否则为0;
59、si,k为第k阶段工件i的开始时间;
60、pi,k为第k阶段工件i的加工时间;
61、b为整数;
62、ci,k为第k阶段工件i的完工时间;
63、t为总时间段数;
64、bi,k,t表示工件i在第k阶段在t时期执行;
65、zi,j,k,f,t表示如果工件i在工厂f的第k阶段的j机器上的处理时间为t则为1,否则为0;
66、表示如果工件i在t时段在工厂f的第k阶段出于工作状态则为1,否则为0;
67、表示如果工件i在t时段在工厂f的第k阶段出于空闲状态则为1,否则为0;
68、mf,k表示工厂f中第k阶段并行机器数量。
69、本发明另一方面还提供了一种分布式柔性流水车间的调度系统,包括目标函数以及用于约束目标函数的约束条件,其中,目标函数为:
70、min(f1,f2,f3)
71、f1=cmax
72、f2=tc=1.3·(pe+ie+ae)+(∑tci,j,j′·tbi,i,j,j′)
73、i∈{1,2,...,n};j,j′∈{1,2,...,mf,k}
74、f3=fimax
75、
76、其中:min(f1,f2,f3)为影响调度问题的因素函数的集合;
77、cmax为最大完成工时;
78、tc为总成本;
79、pe为工件的加工能耗;
80、ie为机器的待机能耗;
81、ae为辅助能耗;
82、tci,j,j′·tbi,j,j′为运输成本;
83、i为工件编号;
84、j为机器编号;
85、i,j,j′为工件由机器j转到机器j′;
86、fimax为工人的最大疲劳度;
87、fij,t为机器j在t时刻加工状态工人疲劳度;
88、msj,t机器j在t时刻的加工状态。
89、优选地,上述的调度系统中,所述的约束条件为:
90、
91、
92、si,k+1-(si,k+pi,k)≥0
93、yi,j,k,f+yi+1,j,k,f≤1
94、si+1,k-(si,k+pi,k)-b(2-yi,j,k,f-yi,j,k,f+yi+1,j,k,f)≥0
95、ci,k=si,k+pi,k
96、ci,s≤t
97、
98、
99、
100、
101、
102、其中:f为工厂数量;
103、f为工厂编号;
104、xi,f为工件i被分配到工厂f,若是为1,否则为0;
105、yi,j,k,f为工件i在工厂f的第k阶段的j机器上处理状态,若处理则为1,若否则为0;
106、si,k为第k阶段工件i的开始时间;
107、pi,k为第k阶段工件i的加工时间;
108、b为整数;
109、ci,k为第k阶段工件i的完工时间;
110、t为总时间段数;
111、bi,k,t表示工件i在第k阶段在t时期执行;
112、zi,j,k,f,t表示如果工件i在工厂f的第k阶段的j机器上的处理时间为t则为1,否则为0;
113、表示如果工件i在t时段在工厂f的第k阶段出于工作状态则为1,否则为0;
114、表示如果工件i在t时段在工厂f的第k阶段出于空闲状态则为1,否则为0;
115、mf,k表示工厂f中第k阶段并行机器数量。
116、本发明另一方面还提供了一种接收用户输入程序的存储介质,该存储介质所存储的计算机程序使得电子设备执行上述的分布式柔性流水车间的调度方法。
117、本发明另一方面还提供了一种信息数据处理终端,该终端存储器以及处理器,所述的存储器存储有计算机程序,所述的计算机程序被所述的处理器执行时,使得处理器执行上述的分布式柔性流水车间的调度方法。
118、相比于现有技术,本发明的有益效果为:
119、(1)本发明是基于模型的两阶段帝王蝶优化方法处理分布式柔性流水车间的调度问题,在第一阶段,通过帝王蝶优化方法作为主体的优化算子来优化调度解的操作序列,在第二阶段,通过包括6个优化算子的基于特征的搜索策略对帕累托前沿解进行二次优化,从而实现了采用基于模型的两阶段的帝王蝶优化方法在处理车间调度问题时,充分考虑到工人以及运输的因素,使得调度问题在车间能够得到有效解决,保障了车间的调度效率和调度效果。
120、(2)为了在对调度问题优化时高效匹配合适的优化算子,本发明中的调度方法还引入了基于特征的神经网络模型,该模型的输入是单一调度解的甘特图的统计特征,输出是各个优化算子的使用价值,该模型能够搜索上述的优化算子并实时对调度问题进行优化,进一步保障了调度方法的有效性,使得调度方法性能较好,保障了调度效果。
本文地址:https://www.jishuxx.com/zhuanli/20241204/340117.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表