一种大口径激光熔覆冶金复合管的制造方法及复合管与流程
- 国知局
- 2024-12-26 15:56:12
本发明涉及一种钢管制造方法,尤其涉及一种复合管的制造方法。
背景技术:
1、采用激光熔覆技术制造复合管在目前工程机械行业被广泛采用,这是因为其材料选择面广、覆层组织致密、对基体损伤小。特别是,熔覆层很薄,可大量节约昂贵的耐蚀合金。此外,激光熔覆的覆层能和基体实现完全的冶金结合,保证较长服役周期下的安全性。
2、然而,相较传统的冶金复合管制造工艺,激光熔覆制造冶金复合管的效率相对较低,尤其是制造大口径冶金复合管的效率更低。
3、公开号cn102465290a,公开日为2012年5月23日,名称为“一种具有双层金属复合管的制造方法”的中国专利文献公开了,采用激光熔覆成型的方法制备一种双层金属复合管材,其中复合层具有组织致密,厚度厚,结合强度好等特点,可以起到耐高温,耐磨等作用。但其无法适用于大口径冶金复合管。
4、公开号为cn102465287a,公开日为2012年5月23日,名称为“一种激光熔覆具有三层金属的复合管材的制造方法”的中国专利文献公开了,该发明先在金属管材的内壁采用激光熔覆成型的方法制造所需功能层金属层,当达到所需厚度后再在金属管材外壁熔覆一层金属层。但其无法适用于大口径冶金复合管。
技术实现思路
1、本发明的目的之一在于提供一种大口径激光熔覆冶金复合管的制造方法,该制造方法实施简便,生产成本较低,同时实现大口径激光熔覆冶金复合管的快速制造,大幅提高制造效率。
2、为了实现上述目的,本发明提出了一种大口径激光熔覆冶金复合管的制造方法,其包括步骤:
3、采用激光熔覆工艺将合金球形粉末熔覆在大口径基管的内壁和/或外壁上,以形成熔覆层,其中激光熔覆工艺采用的激光光斑为矩形光斑,激光功率为5-20kw。
4、发明人通过研究发现,当前的常规激光熔覆工艺,例如采用φ3-5mm的圆光斑,2-4kw激光功率,2000-4000mm/min线速度,搭接率40%-70%无法高效制造大口径复合管。
5、本发明所述的制造方法针对大口径基管而设计,为了提高制造效率,创造性地提出了采用矩形激光光斑,可在熔覆时覆盖更大面积,从而提高效率。同时本发明配合光斑面积变大,为了保证激光能量密度,将激光功率提高为5-20kw。
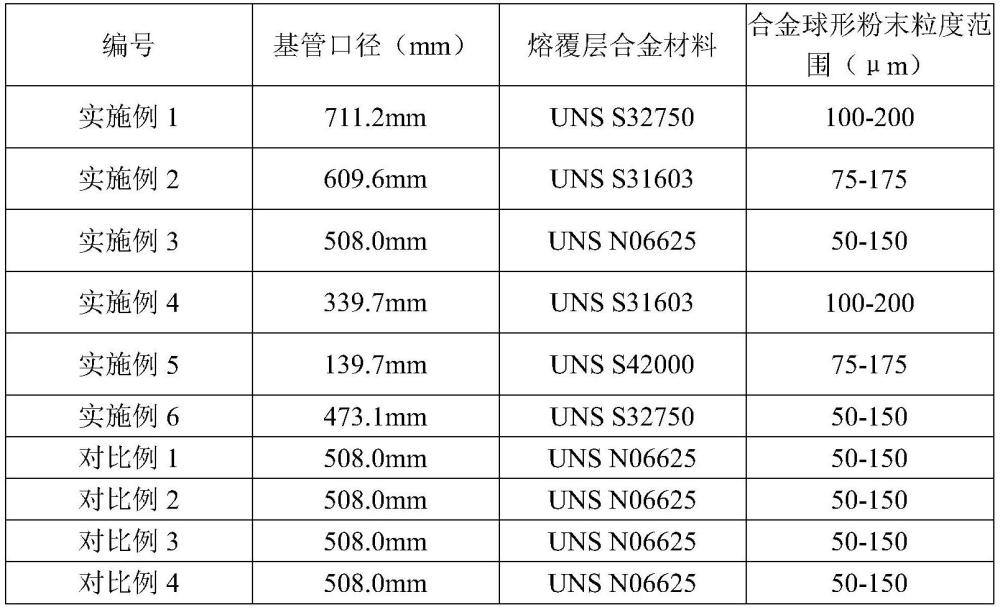
6、进一步地,在本发明所述的制造方法中,所述大口径基管的外径为139-712mm。
7、进一步地,在本发明所述的制造方法中,所述合金球形粉末的粒度为50-200μm。
8、进一步地,在本发明所述的制造方法中,激光熔覆所采用的矩形光斑的长度为20-60mm,宽度为2-6mm。
9、进一步地,在本发明所述的制造方法中,激光熔覆的熔覆线速度为200-2000mm/min。
10、进一步地,在本发明所述的制造方法中,激光熔覆的搭接率为5%-40%。
11、进一步地,在本发明所述的制造方法中,在激光熔覆过程中,控制合金球形粉末的送粉速度为30-300g/min。
12、进一步地,在本发明所述的制造方法中,所述合金球形粉末的材料选自:马氏体不锈钢、双相不锈钢、奥氏体不锈钢或镍基合金。
13、相应地,本发明的另一目的在于获得一种大口径激光熔覆冶金复合管,该大口径激光熔覆冶金复合管的制造效率高,因此生成成本较低,具有十分广阔的市场前景。
14、基于上述目的,本发明还提供了一种大口径激光熔覆冶金复合管,其采用如上文所述的制造方法制得。
15、本发明所述的大口径激光熔覆冶金复合管的制造方法具有如下所述的优点以及有益效果:
16、本发明所述的大口径激光熔覆冶金复合管的制造方法实施简便,生产成本较低,采用该制造方法制得的复合管能够完全实现冶金结合。
17、现有的冶金复合管制造工艺效率相对较低,采用本发明所述的制造方法,生产大口径冶金复合管,其生产效率可以大幅提升,对于该技术在能源用管上的应用起到推动作用。
18、在本发明所述的制造方法中,在基管的壁上通过超高速激光可以熔覆功能合金球形粉末,实现完全的冶金结合,二者不会在服役过程中剥落或分层。在熔覆过程中,激光熔覆工艺基本不会对基管造成破坏。
技术特征:1.一种大口径激光熔覆冶金复合管的制造方法,其特征在于,包括步骤:
2.如权利要求1所述的制造方法,其特征在于,所述大口径基管的外径为139-712mm。
3.如权利要求1所述的制造方法,其特征在于,所述合金球形粉末的粒度为50-200μm。
4.如权利要求1所述的制造方法,其特征在于,所述矩形光斑的长度为20-60mm,宽度为2-6mm。
5.如权利要求1所述的制造方法,其特征在于,激光熔覆的熔覆线速度为200-2000mm/min。
6.如权利要求1所述的制造方法,其特征在于,激光熔覆的搭接率为5%-40%。
7.如权利要求1所述的制造方法,其特征在于,在激光熔覆过程中,控制合金球形粉末的送粉速度为30-300g/min。
8.如权利要求1所述的制造方法,其特征在于,所述合金球形粉末的材料选自:马氏体不锈钢、双相不锈钢、奥氏体不锈钢或镍基合金。
9.一种大口径激光熔覆冶金复合管,其采用如权利要求1-8中任意一项所述的制造方法制得。
技术总结本发明公开了一种大口径激光熔覆冶金复合管的制造方法,其包括步骤:采用激光熔覆工艺将合金球形粉末熔覆在大口径基管的内壁和/或外壁上,以形成熔覆层,其中激光熔覆工艺采用的激光光斑为矩形光斑,激光功率为5‑20kW。本发明所述的制造方法实施简便,生产成本较低,能够实现大口径激光熔覆冶金复合管的快速制造,从而大幅提高了制造效率。技术研发人员:朱文琪,张忠铧受保护的技术使用者:宝山钢铁股份有限公司技术研发日:技术公布日:2024/12/23本文地址:https://www.jishuxx.com/zhuanli/20241226/347449.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表