一种内孔喷水芯轴的制作方法
- 国知局
- 2024-12-26 15:55:19
本技术属于工程机械底盘件支重轮体的热处理领域,尤其涉及一种内孔喷水芯轴。
背景技术:
1、目前工程机械底盘用的支重轮轮体结构为中间有通孔的回转体,通孔的中间部位有油腔,热处理要求为内外表面硬化处理,使用的热处理工装包括两端的托盘,中间带喷水功能的芯轴和外周冷却用的喷水圈。支重轮热处理工艺流程为整体加热,由机械手抓取工件至冷却位置,从上而下穿过芯轴放置到托盘上,冷却机构旋转90°由内孔芯轴支撑,将工件放平冷却时两端用托盘夹紧旋转并进行内外表面喷水,外表面用喷水圈冷却。内孔喷水的芯轴,兼顾喷水的同时需要在托盘夹紧前支撑支重轮体,芯轴的结构为中间一根空心主轴,表面有喷水孔,在两端和中间各有一处支撑块,中间支撑部位较粗,目的是为了支撑住油腔。使用中的主要问题有:1、支重轮从一端穿过内孔喷水芯轴,支重轮的油腔经常被芯轴中间较粗的支撑块卡住,不能顺利通过,如果增加倒角角度,又会影响中间支撑定位的准确性;2、中间支撑部分占用空间较大,影响了淬火时冷却水的流动,在靠近油腔部分的硬度只有hrc30左右,内孔硬度技术要求hrc36以上,其他位置能达到hrc45,该位置硬度实际没有达到要求,硬度不均匀会影响整体质量强度;3、对工装设计制作要求较高,内孔工装直径太大会导致工件通过困难,更容易在油腔卡住,设计偏小会导致工装旋转90°后工件整体高度位置不准确,夹紧时工件容易夹偏。这些都是支重轮内孔热处理时经常出现的问题。要缓解以上问题需要更换新结构的工装,让工装更容易通过工件内孔且不会被油腔卡住,同时不影响冷却水循环。
技术实现思路
1、为了解决上述问题,本实用新型提供一种方便使用、质量稳定,定位准确,经过热处理后的支重轮体硬度符合要求,降低热处理难度的一种内孔喷水芯轴。
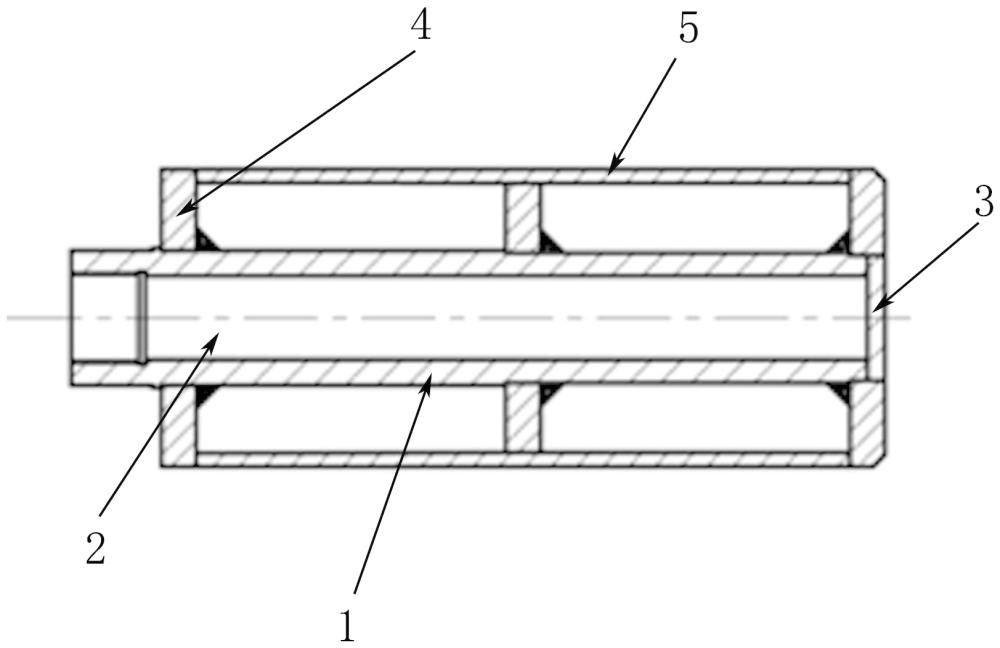
2、本实用新型一种内孔喷水芯轴,包括芯轴本体,所述芯轴本体中心处设置有贯穿芯轴本体的进水通道,所述进水通道的一端通过与芯轴本体固定相连的封堵板封堵设置,另一端伸出芯轴本体后连接外部进水设备;
3、所述芯轴本体的两端及中部均固定套接有环形支撑板;环形支撑板通过若干个导向装置固定相连;
4、芯轴本体周面上均布有喷水孔;
5、所述芯轴本体上远离连接进水设备一端上的环形支撑板边缘处设置有倒角;所述倒角设置在远离位于芯轴本体中部环形支撑板的一侧上。
6、优选地,导向装置为导向柱,所述导向柱的一端均与芯轴本体一端上的环形支撑板固定相连,另一端穿过位于芯轴本体中部的环形支撑板后与芯轴本体另一端上的环形支撑板固定相连;
7、所述导向柱的中心轴线与芯轴本体的中心轴线平行相互平行。
8、优选地,环形支撑板与芯轴本体均焊接固定相连。
9、优选地,导向柱设置为四个,四个导向柱沿芯轴本体周向均布。
10、一种支重轮体内孔热处理方法,使用一种内孔喷水芯轴进行支撑轮体内孔热处理,所述方法包括如下步骤:
11、步骤一,加热,采用辊底式连续加热炉对支重轮体加热,温度840±10℃,加热3小时,自动出炉到指定位置;
12、步骤二,淬火,全自动淬火机床,生产流程如下:支重轮体加热后,由机械手抓取支撑轮体至冷却工位处的冷却工装上,冷却工装包括托盘,托板固定设置在上料台上,一种内孔喷水芯轴竖直穿过托盘并与上料台固定相连,进水管穿过上料台后与芯轴本体上进水通道的一端相连通,将支重轮体从芯轴本体上设置倒角的一端套接在一种内孔喷水芯轴,在导向装置的作用下,使得支重轮体顺利套接在一种内孔喷水芯轴上,且支重轮体的一端与托盘相连,然后上料台带动支重轮体转动90度,使得支重轮体处于水平状态,利用气缸夹紧机构带动外周喷水圈夹紧支重轮体,上料台带动工件旋转,外周喷水圈和一种内孔喷水芯轴开始朝向支重轮体喷水,喷水完成后,一种内孔喷水芯轴和外周喷水圈分别停止喷水,气缸夹紧机构带动外周喷水圈退回到初始位置,上料台翻转回初始位置,机械手下降抓取支重轮体并上升,机械手将支重轮体移动到指定位置待回火;
13、工艺参数包括:外周喷水时间240±10s,内孔喷水延迟170±10s,喷水时间20±5s,外周喷水流量22±1m3/h,内孔喷水流量7±1m3/h;
14、步骤三,回火,采用辊底式连续加热炉,温度200±10℃,加热2小时,自动出炉到指定位置,完成热处理工序;
15、步骤四,自检:对支重轮体淬火表面硬度和回火表面硬度进行确认;
16、步骤五,专检,用线切割将支重轮体进行切割,取截面检验支重轮体的外表面硬度和硬化层深度、内孔的表面硬度和硬化层深度,内径面的硬度要求hrc36以上。
17、本实用新型方便使用、质量稳定,定位准确,经过热处理后的支重轮体硬度符合要求,降低热处理难度。
18、本实用新型内孔喷水芯轴的四周用钢筋导向,主要解决了机械手抓取支重轮在上料台下降或者上升的过程中,由于工件的晃动或者位置不精准的情况下,支重轮体的油腔经常会与原内孔芯轴的凸台卡住,使用本实用新型装置支重轮提升和下降过程都没有再出现过支重轮卡在工装上的情况。
19、另外原工装的大凸台也阻碍了冷却水直接喷射到工件内孔的表面,也阻碍了冷却水在工件表面流通性,导致凸台与支重轮接触的部位硬度偏低,只有硬度hrc30-35,不符合hrc36以上技术要求,产品使用强度也受影响。本实用新型使用后内孔的表面硬度得到了明显提升,整个内径面的硬度基本一致,产品强度的使用强度得到明显提升。
技术特征:1.一种内孔喷水芯轴,包括芯轴本体,其特征在于,所述芯轴本体中心处设置有贯穿芯轴本体的进水通道,所述进水通道的一端通过与芯轴本体固定相连的封堵板封堵设置,另一端伸出芯轴本体后连接外部进水设备;
2.如权利要求1所述一种内孔喷水芯轴,其特征在于,所述导向装置为导向柱,所述导向柱的一端均与芯轴本体一端上的环形支撑板固定相连,另一端穿过位于芯轴本体中部的环形支撑板后与芯轴本体另一端上的环形支撑板固定相连;
3.如权利要求2所述一种内孔喷水芯轴,其特征在于,所述环形支撑板与芯轴本体均焊接固定相连。
4.如权利要求3所述一种内孔喷水芯轴,其特征在于,所述导向柱设置为四个,四个导向柱沿芯轴本体周向均布。
技术总结本技术属于工程机械底盘件支重轮体的热处理领域,尤其涉及一种内孔喷水芯轴,包括芯轴本体,所述芯轴本体中心处设置有贯穿芯轴本体的进水通道,所述进水通道的一端通过与芯轴本体固定相连的封堵板封堵设置,另一端伸出芯轴本体后连接外部进水设备;所述芯轴本体的两端及中部均固定套接有环形支撑板;环形支撑板通过若干个导向装置固定相连;芯轴本体周面上均布有喷水孔;本技术方便使用、质量稳定,定位准确,经过热处理后的支重轮体硬度符合要求,降低热处理难度。技术研发人员:王刚,杨俊平,张珍受保护的技术使用者:陕西奥尔德机械有限公司技术研发日:20240131技术公布日:2024/12/23本文地址:https://www.jishuxx.com/zhuanli/20241226/347386.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。