一种止裂钢切割方法与流程
- 国知局
- 2025-01-10 13:19:20
本发明属于止裂钢切割,特别涉及一种止裂钢切割方法。
背景技术:
1、止裂钢顾名思义具备止裂性能,bca1止裂钢止裂性能:-10℃止裂韧性kca≥6000n/mm3/2(ndtt,p2,side,-35℃no breck),碳当量规范允许可达到0.49,对热输入量控制等要求高,受热变形控制要求高,变形后难于调整。尤其是厚板(t>50mm)的板材下料、切割破口时的要求都很高,常规火焰切割方法容易出现坡口切不透或坡口呈现锯齿状等缺陷,无法达到后续的装配和焊接要求。
2、止裂钢在外场切割作业(不具备大型等离子切割设备)的工作环境下,要进行零件切割或开设现场坡口只能用常规的火焰切割,非常容易出现以下问题:坡口呈锯齿状、直线度差、留根不满足要求等,特别是开设x坡口,需做好厚板坡口切割研究及质量控制,减少影响下一道工序。由于材料厚度较大,非常容易出现割不透现象。可以采用切割坡口留余量,再将零件进行机加工到指定尺寸的要求,工期较长、成本较大。
技术实现思路
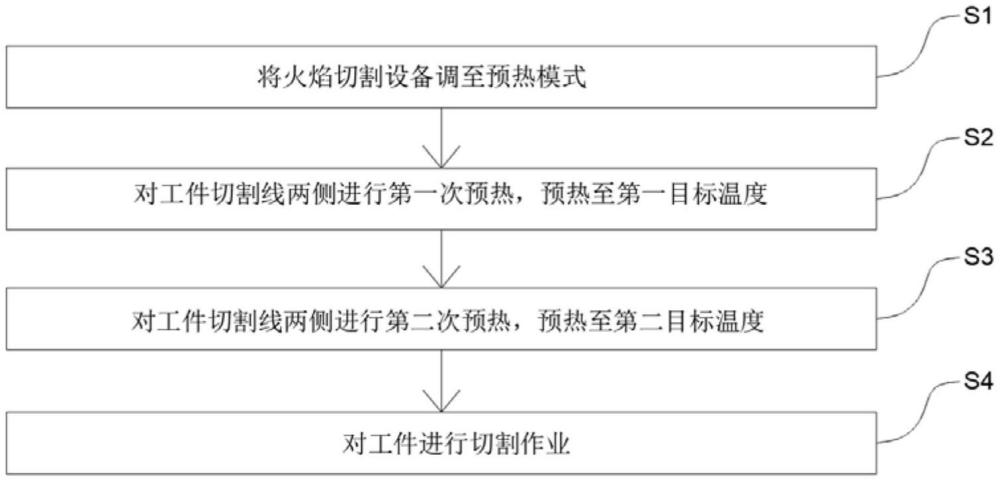
1、本发明提供一种止裂钢切割方法,包括以下步骤:
2、s1:将火焰切割设备调至预热模式;
3、s2:对工件切割线两侧进行第一次预热,预热至第一目标温度;
4、s3:对工件切割线两侧进行第二次预热,预热至第二目标温度;
5、s4:对工件进行切割作业。
6、进一步的:所述s2中,以每20mm/分钟速度对工件切割线两侧进行第一次预热。
7、进一步的:所述s2中,对工件切割线两侧80mm范围内进行第一次预热。
8、进一步的:所述s2中,采用红外测温枪监测第一次预热火焰行走路径的温度。
9、进一步的:所述s2中,预热至第一目标温度,为工件切割线的表面温度在80℃-120℃之间。
10、进一步的:所述s3中,以每20mm/分钟速度对工件切割线两侧进行第二次预热。
11、进一步的:所述s3中,对工件切割线两侧80mm范围内进行第二次预热。
12、进一步的:所述s3中,采用红外测温枪监测第二次预热火焰行走路径的温度。
13、进一步的:所述s3中,预热至第二目标温度,为工件切割线的表面温度在110℃-180℃之间。
14、进一步的:所述s4中,将火焰切割设备从预热模式调至切割模式。
15、本发明所带来的有益效果如下:
16、从上述方案可以看出,本发明提供一种止裂钢切割方法。在确保不改变材料组织性能的情况下通过增加热传导范围,使坡口(厚度t>30mm)切割效果达到工艺要求。同时该方法具有成本最低、可操作性强等特点。切割方法操作简单,适用于外场作业,不受场地、大型设备等限制条件。可覆盖大厚板45度坡口单面坡口、x型坡口等工艺要求的板材切割。不需要额外增加设备、工装对止裂钢质量具有工艺性保障,可操作性强。只需要常规的氧气、乙炔作为火焰源,不需要大型等离子切割机,减少了工件搬运、转运费用。
技术特征:1.一种止裂钢切割方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的止裂钢切割方法,其特征在于:所述s2中,以每20mm/分钟速度对工件切割线两侧进行第一次预热。
3.根据权利要求1所述的止裂钢切割方法,其特征在于:所述s2中,对工件切割线两侧80mm范围内进行第一次预热。
4.根据权利要求1所述的止裂钢切割方法,其特征在于:所述s2中,采用红外测温枪监测第一次预热火焰行走路径的温度。
5.根据权利要求1所述的止裂钢切割方法,其特征在于:所述s2中,预热至第一目标温度,为工件切割线的表面温度在80℃-120℃之间。
6.根据权利要求1所述的止裂钢切割方法,其特征在于:所述s3中,以每20mm/分钟速度对工件切割线两侧进行第二次预热。
7.根据权利要求1所述的止裂钢切割方法,其特征在于:所述s3中,对工件切割线两侧80mm范围内进行第二次预热。
8.根据权利要求1所述的止裂钢切割方法,其特征在于:所述s3中,采用红外测温枪监测第二次预热火焰行走路径的温度。
9.根据权利要求1所述的止裂钢切割方法,其特征在于:所述s3中,预热至第二目标温度,为工件切割线的表面温度在110℃-180℃之间。
10.根据权利要求1所述的止裂钢切割方法,其特征在于:所述s4中,将火焰切割设备从预热模式调至切割模式。
技术总结本发明提供一种止裂钢切割方法,包括以下步骤:S1:将火焰切割设备调至预热模式;S2:对工件切割线两侧进行第一次预热,预热至第一目标温度;S3:对工件切割线两侧进行第二次预热,预热至第二目标温度;S4:对工件进行切割作业。本发明提供的一种止裂钢切割方法,在确保不改变材料组织性能的情况下通过增加热传导范围,使坡口(厚度t>30mm)切割效果达到工艺要求。同时该方法具有成本最低、可操作性强等特点。切割方法操作简单,适用于外场作业,不受场地、大型设备等限制条件。技术研发人员:陆新明,王志鸥,饶宜中受保护的技术使用者:广船国际有限公司技术研发日:技术公布日:2025/1/6本文地址:https://www.jishuxx.com/zhuanli/20250110/352397.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。