一种碳纤维屏幕支撑结构的制备方法与流程
- 国知局
- 2025-01-10 13:21:35
本发明涉及一种碳纤维产品,尤其涉及一种高导热碳纤维屏幕支撑结构的制备方法。
背景技术:
1、在折叠屏手机中,屏幕支撑层是一个非常关键的部件,它需要承受日常使用中的各种应力,同时还要保证轻盈,还需要一定刚性保证在按压时屏幕不变形,不会产生水波纹等缺陷。目前金属薄片基板弯折效果差,耐用性不佳,在长时间使用时有折痕,容易对手机屏幕造成损伤,使用寿命短,同时不便加工,加工的产品良率低。
2、碳纤维材料应用在柔性屏幕背面,可以支撑和保护整个柔性屏幕,使平面区域具备刚性,减少屏幕折痕。现有碳纤维屏幕支撑层铺层总厚度为0.15mm左右,厚度较厚时难以满足市场对折叠屏手机轻薄化的要求,厚度较薄时则刚性不足,难以满足屏幕支撑效果。碳纤维复合材料常规加工方式为刀具切削、裁床加工,加工过程中容易出现边缘磨损严重、纤维外拉、材料分层等问题,难以满足消费电子领域对外观品质,高精度、高良品率的要求。同时,碳纤维复合材料导热性不佳,使用过程中手机温度升高,不仅会降低手机性能,更会影响用户体验。为此,需要找到一种轻质、高模且具备一定散热效果的屏幕支撑结构。而且,为保证折叠屏手机的显示效果和手机性能,在基板下使用高刚性高导热支撑板是保证折叠屏屏幕使用体验的关键。因此,提供一种制备方法简单、轻薄高模的支撑结构,保证其具备较强的刚性,同时具有一定的导热能力,已经是本领域亟需解决的问题之一。
3、现有技术中,公开号为cn114311872a的发明专利申请公开了一种适用于折叠屏的碳纤维屏幕支撑结构,所述折叠屏的碳纤维屏幕支撑结构包括:第一方向碳纤维层;第二方向碳纤维层;所述第一方向碳纤维层内每根第一碳纤维沿着第一方向间隔排布设置,所述第二方向碳纤维层内每根第二碳纤维沿着第二方向间隔排列布置,第一方向垂直于第二方向布置;所述第一方向为x轴方向,所述第二方向为y轴方向,折叠屏的折叠轴平行于y轴布置,所述第一方向纤维层的沿着x轴方向的中心区域为空心区域,所述空心区域内的仅布置有第二方向碳纤维层。所述碳纤维屏幕支撑结构空心区域内仅铺设第二方向碳纤维层,此加工方法不易加工形成量产,而且空心区域由于中由单一方向的纤维,因此强度比较小,使用寿命短,使用的范围有限。
4、现有技术中,公开号为cn 217238995 u的实用新型专利申请公开了一种柔性折叠屏幕碳纤维支撑板,包括有碳纤维复合层,所述碳纤维复合层由n层碳纤维预浸料层复合而成,n为大于2的奇数,所述碳纤维预浸料层叠加铺设后通过抽真空并加热加压熔合为一体,所述碳纤维复合层根据柔性折叠屏幕规格下料至相应的规格,且下料后的折叠、卷绕处对应的碳纤维复合层区域范围内开设有网状通孔。所述的网状通孔通过激光切割或蚀刻或cnc铣刀加工而成,容易对碳纤维板的边缘产生灼烧或者腐蚀的痕迹,影响外观和性能。
5、现有技术中,公开号为cn 114536810 a的发明专利申请公开了一种提供了碳纤维支撑板及其制备方法与应用,所述制备方法包括如下步骤:(1)预处理热压模具;(2)将碳纤维预浸布铺设于步骤(1)所得预处理后的热压模具上,而后依次进行抽真空处理、固化成型处理以及脱模后,得到碳纤维支撑板坯件;(3)在步骤(2)所得碳纤维支撑板坯件的表面贴附热缩膜,而后进行激光处理,得到所述碳纤维支撑板。由于激光在切割过程中会产生局部高温,因此会导致材料变形,影响加工精度。且激光加工产生的高温会加速材料的氧化,影响后续的加工和使用。
技术实现思路
1、本发明的目的为提供一种轻质的,具有高导热性和高模量的碳纤维屏幕支撑结构的制备方法。本发明采用的技术方案如下:
2、一种碳纤维屏幕支撑结构的制备方法,包括如下步骤:
3、s1将连续的pan基碳纤维和连续的沥青基碳纤维石墨化后,对pan基碳纤维和沥青基碳纤维进行氧化,电解、水洗、干燥、上浆、烘干后,得到表面改性的pan基碳纤维和表面改性的沥青基碳纤维;
4、s2将表面改性的pan基碳纤维和表面改性的沥青基碳纤维于含浸于负载有氨基化碳纳米管的环氧树脂胶膜表面,并在含浸过程中将表面改性的pan基碳纤维和表面改性的沥青基碳纤维接入电场,使碳纳米管垂直根植在碳纤维表面而得到表面改性的pan基碳纤维预浸料和表面改性的沥青基碳纤维预浸料;
5、s3交替正交铺放两层表面改性的pan基碳纤维预浸料和一层表面改性的沥青基碳纤维预浸料,使两层表面改性的pan基碳纤维预浸料中间夹置一层表面改性的沥青基碳纤维预浸料正交铺后热压,得到碳纤维支撑结构粗胚;或者
6、连续正交铺放三层表面改性的沥青基碳纤维预浸料后热压,得到碳纤维支撑结构粗胚;最后将粗胚进行电火花线切割处理,得到碳纤维屏幕支撑结构。
7、所述氧化包括超声波-双氧水联合氧化处理的步骤;
8、所述超声波-双氧水联合氧化处理采用的双氧水的浓度为5wt%;
9、所述超声波-双氧水联合氧化处理采用的超声频率20-25khz;
10、所述超声波-双氧水联合氧化处理采用的超声功率800-1500w;
11、所述超声波-双氧水联合氧化处理采用的时间为100-120s。
12、所述电解采用的电解液为(nh4)3po4、nh4hco3、(nh4)2so4或nh4h2po4溶液中的一种;
13、所述电解采用的质量分数为2-2.5wt%;
14、所述电解采用的电流为0.5-1.5a;
15、所述电解的时间为30-60s。
16、所述氨基化碳纳米管长度度为5~15μm,管径为8~20nm;
17、所述碳纳米管在树脂胶膜表面的面密度为0.07~0.22g/m2。
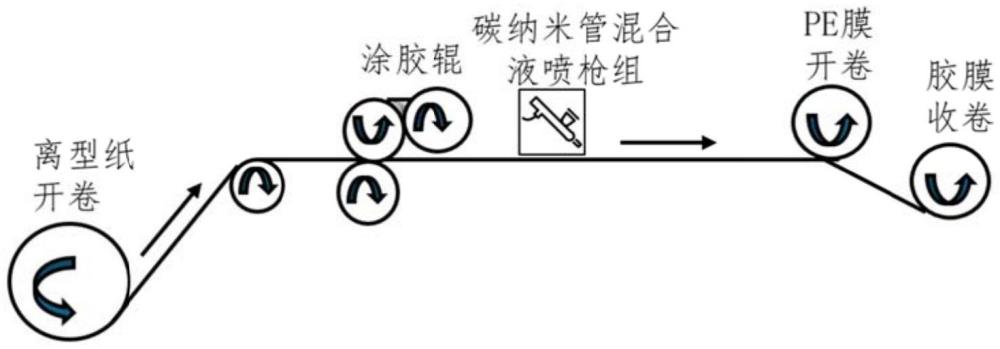
18、所述负载的过程包括将氨基化碳纳米管按照5wt%的质量比分散在活性稀释剂中,并在功率800~1000w下超声2h分散,然后于80℃下真空浓缩至体积为原来的1/4,得到碳纳米管分散液,然后将液态碳纳米管分散液喷涂至环氧树脂胶膜表面的步骤。
19、所述活性稀释剂为苄基缩水甘油醚、丁基缩水甘油醚、苯基缩水甘油醚、烯丙基缩水甘油醚中的一种。
20、所述通电包括将碳纤维接入-24~-36v的负电电极,预浸机的冷板接入12v的正电电极的步骤。所述正交铺放时,铺放表面改性的pan基碳纤维预浸料的面密度为20~30g/m2,纤维面密度为10g/m2~21g/m2,树脂含量为20~40wt%,厚度为12μm~30μm;
21、所述正交铺放时,铺放表面改性的沥青基碳纤维预浸料的面密度110~145g/m2,纤维面密度75~100g/m2,树脂含量为25~30wt%,预浸料厚度为60~80μm;
22、所述沥青基碳纤维层的拉伸模量大于700~850gpa,导热系数为350~550w/m·k。
23、所述的碳纤维支结构的制备方法,还包括加工的步骤;
24、所述加工包括使用电火花线切割加工的步骤;
25、所述电火花线切割加工采用的电源电压为80v,伺服参考电压为8~12v,伺服给进速度为1.5~2.5mm/min;峰值电流为6.4~8.0a,脉宽间隔为18~22μs,脉宽为0.15μs~0.3μs;
26、所述电火花线切割加工采用的电极丝为负极性电极丝;
27、电极丝采用和极间介质为去离子水。
28、所述碳纤维屏幕支撑结构的整体厚度为85μm~140μm。
29、相对于现有技术,本发明有益效果如下:
30、本发明提供的高导热碳纤维屏幕支撑结构的制备方法工艺简单,外观良好,加工精度高,有利于工业化生产;所述碳纤维屏幕支撑结构刚性高,能在更轻薄的前提下实现更好的支撑效果,减少水波纹的产生;同时具有优秀的热疏导能力,提升手机使用过程中的散热效果。
本文地址:https://www.jishuxx.com/zhuanli/20250110/352625.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表