一种电化学腐蚀用的阴极辅具的制作方法
- 国知局
- 2025-01-10 13:34:20
本申请涉及机械加工设备,特别涉及一种电化学腐蚀用的阴极辅具。
背景技术:
1、小口径火炮膛线一般为矩形膛线,该种结构膛线阳线侧面推动弹丸旋转,阳线根部剪切作用力大,易磨损。随着对火炮寿命及性能提升的要求,参考图1至图3,多边形膛线结构作为一种新型炮管内膛结构,以其阳线为直线,阴线为同心圆弧,阳线正面推动弹丸旋转,阳线受力由剪切作用转为挤压作用,应力大幅下降,可有效提高身管寿命等优势,已成为新的研究方向。
2、现有技术中,多边形膛线为六边形,采用精锻工艺加工,冷锻成型内膛线,这种方法是现代制造枪管膛线的方法之一,适合大批量生产。它的制作法是将枪管毛坯钻一个比阴膛直径稍大的孔,将一根和枪管内膛形状相反(阴膛线位置突起),贯穿整根枪管的高硬度模杆放在孔中,然后以机器在枪管外捶打,把钢材挤到紧贴模杆,然后将模杆抽出,模杆突出的地方所压出的就变成阴膛线了。然而,采用相关技术中的工艺方法加工圆管膛线锻造过程中产生的结构应力难以完全消除,加工过程繁琐复杂。
技术实现思路
1、本申请实施例提供了一种电化学腐蚀用的阴极辅具,可以解决现有技术中成型件结构应力残留、加工过程繁琐复杂的技术问题,所述技术方案如下:
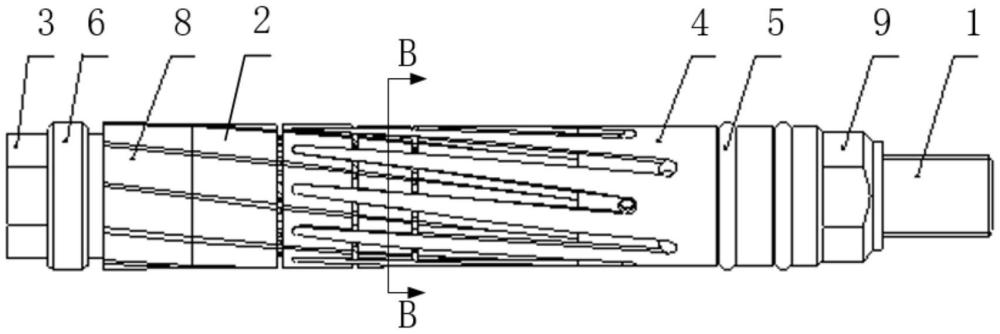
2、一种电化学腐蚀用的阴极辅具,用于在圆管的内壁加工沿圆管中心轴线螺旋延伸的正十边形螺旋孔,所述正十边形螺旋孔具有十个沿周向分布的第一螺旋侧面,所述阴极辅具包括:阴极体,包括成型管段、连接在成型管段前端的前管段,以及连接在成型段尾端的后管段,且所述成型管段、前管段和后管段内部相通;所述成型管段为正十边形螺旋柱管,所述正十边形螺旋柱管可螺旋插入所述正十边形螺旋孔,且与所述正十边形螺旋孔之间相差蚀除量h和加工间隙δ之和,所述正十边形螺旋柱管具有十个第二螺旋侧面;每个所述第二螺旋侧面设置有插齿槽,所述插齿槽从所述正十边形螺旋柱管的前端向后端逐渐变窄直至相交于顶点a;所述前管段的前端用于连接电解液管,所述后管段的尾端设置有用于封堵电解液的堵头;前引导套,所述前引导套包括前端的套管段,以及与所述套管段的尾部连接的多个插齿,多个所述插齿可螺旋插入多个所述插齿槽;所述套管段的外壁设置有用于与待加工的管件内壁形成密封的密封圈;所述前管段具有多个第一出液孔;支撑圈,套设于所述后管段,且与所述阴极体之间设置有绝缘垫圈,所述支撑圈的外径大于成型管段的后端十边形螺旋柱面段对应的内切圆直径,且小于所述正十边形螺旋柱管对应的内切圆直径;其中,所述阴极体和所述支撑圈为导体,所述前引导套为绝缘体。
3、可选的,还包括套设于所述后管段的后引导套;所述后引导套具有与所述成型管段的尾端外形连续过渡的正十边形螺旋柱面,所述后引导套为绝缘体。
4、可选的,所述后引导套的后端具有沿所述后引导套的中心轴线偏移的环形台阶。
5、可选的,所述成型管段上设置有至少一圈第二出液孔,每个所述第二出液孔沿径向延伸;每圈的所述第二出液孔远离所述成型管段中心轴线的端部串接形成一圈导液槽。
6、可选的,所述成型管段具有三圈所述第二出液孔,三圈所述第二出液孔沿所述成型管段的轴向分布。
7、可选的,每个所述第一出液孔为向所述成型管段倾斜的斜通孔;每个斜通孔位于相邻的两根插齿之间的齿根部;所述前管段具有两圈所述第一出液孔,每圈所述第一出液孔的数量为5个,两圈所述第一出液孔以阴极体中心轴线为中心,均匀分布且交错排列。
8、可选的,所述成型管段具有从后端向前端具有锥度。
9、可选的,还包括压紧螺母;所述前管段具有与所述压紧螺母匹配的外螺纹;所述压紧螺母用于固定所述前引导套。
10、可选的,相邻的所述第一螺旋侧面之间具有第一圆角;相邻的所述第二螺旋侧面之间具有第二圆角,且所述第二圆角从所述成型管段的前端向后端逐渐增大;所述第二圆角的初始值为17mm,终末值为第一圆角与蚀除量h、加工间隙δ之差。
11、可选的,所述顶点处具有第三圆角。
12、本申请实施例提供的技术方案带来的有益效果至少包括:
13、一种电化学腐蚀用的阴极辅具,包括:阴极体、前引导套和支撑圈。对圆管内壁加工正十边形螺旋孔时,将待加工圆管固定在工作台的固定部分,电解液连接管与阴极体的前管段连接,阴极辅具连接工作台的进给部分,并设定阴极辅具沿圆管中心轴线方向合并周向旋转的方式进给,其中,周向旋转的导程与待加工圆管的正十边形的导程相等。由于后管段设置有堵头,并且前管段设置有第一出液孔,在电解液管道内电解液的压力下,电解液可以从第一出液孔喷出。当阴极体不断向圆管螺旋推进时,由于两表面之间间隙不等,间隙最小的地方,电流密度最大,阳极圆管在此处溶解得最快。因此,圆管内壁按阴极体的形状不断溶解,同时电解产物(如电解泥)被电解液冲走,直至圆管内壁形成与阴极体的形状为止。由于插齿槽从正十边形螺旋柱管的前端向后端逐渐变窄直至相交于顶点a,相邻的两个插齿槽之间用于电化学腐蚀的凸出部分从正十边形螺旋柱管的前端向后端逐渐变宽,在这种情况下,电化学腐蚀能够从一条线开始,随着进给向两侧逐渐扩大的方式进行蚀除。采用本申请实施例提供的电化学腐蚀用的阴极辅具对圆管进行加工,电化学腐蚀过程中不会产生结构应力,因此成型件结构的稳定性更高,加工过程更简单。
14、本公开的其他特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:1.一种电化学腐蚀用的阴极辅具,用于在圆管(1)的内壁加工沿圆管(1)中心轴线螺旋延伸的正十边形螺旋孔(101),所述正十边形螺旋孔(101)具有十个沿周向分布的第一螺旋侧面(1011),其特征在于,所述阴极辅具包括:
2.根据权利要求1所述的电化学腐蚀用的阴极辅具,其特征在于,还包括套设于所述后管段(203)的后引导套(8);所述后引导套(8)具有与所述成型管段(201)的尾端外形连续过渡的正十边形螺旋柱面,所述后引导套(8)为绝缘体。
3.根据权利要求2所述的电化学腐蚀用的阴极辅具,其特征在于,所述后引导套(8)的后端具有沿所述后引导套(8)的中心轴线偏移的环形台阶(801)。
4.根据权利要求1所述的电化学腐蚀用的阴极辅具,其特征在于,所述成型管段(201)上设置有至少一圈第二出液孔(204),每个所述第二出液孔(204)沿径向延伸;
5.根据权利要求4所述的电化学腐蚀用的阴极辅具,其特征在于,所述成型管段(201)具有三圈所述第二出液孔(204),三圈所述第二出液孔(204)沿所述成型管段(201)的轴向分布。
6.根据权利要求1所述的电化学腐蚀用的阴极辅具,其特征在于,每个所述第一出液孔(206)为向所述成型管段(201)倾斜的斜通孔;每个斜通孔位于相邻的两根插齿(402)之间的齿根部;
7.根据权利要求1所述的电化学腐蚀用的阴极辅具,其特征在于,所述成型管段(201)具有从后端向前端具有锥度。
8.根据权利要求1所述的电化学腐蚀用的阴极辅具,其特征在于,还包括压紧螺母(9);所述前管段(202)具有与所述压紧螺母(9)匹配的外螺纹;所述压紧螺母(9)用于固定所述前引导套(4)。
9.根据权利要求1所述的电化学腐蚀用的阴极辅具,其特征在于,相邻的所述第一螺旋侧面(1011)之间具有第一圆角(1012);相邻的所述第二螺旋侧面(2011)之间具有第二圆角(2013),且所述第二圆角(2013)从所述成型管段(201)的前端向后端逐渐增大;所述第二圆角(2013)的初始值为17mm,终末值为第一圆角(1012)与蚀除量h、加工间隙δ之差。
10.根据权利要求1所述的电化学腐蚀用的阴极辅具,其特征在于,所述顶点(a)处具有第三圆角(2014)。
技术总结本申请公开了一种电化学腐蚀用的阴极辅具,包括:阴极体、前引导套和支撑圈。阴极体包括成型管段、前管段和后管段。前管段具有多个第一出液孔。成型管段为可螺旋插入正十边形螺旋孔正十边形螺旋柱管,正十边形螺旋柱管具有十个第二螺旋侧面;每个第二螺旋侧面设置有插齿槽。前引导套包括套管段和多个插齿,多个插齿可螺旋插入多个插齿槽。采用本申请实施例提供的电化学腐蚀用的阴极辅具加工圆管,由于插齿槽从正十边形螺旋柱管的前端向后端逐渐变窄直至相交于顶点A,电化学腐蚀能够从一条线开始,随着进给向两侧逐渐扩大的方式进行蚀除,加工过程中不会产生结构应力,成型件结构的稳定性更高,加工过程更简单。技术研发人员:于丽娜,杨胜,王拓,冯延军,黄亮,车晓志,王晨飞,李清良,成玲,张升利,苗应龙,王伟锋,苏高峰,王俊文,李彦军,孙甲龙,孟雪峰,耿栋,石成金,田安红,赵怀权,马振锋,李岗飞,郭小花受保护的技术使用者:西安昆仑工业(集团)有限责任公司技术研发日:技术公布日:2025/1/6本文地址:https://www.jishuxx.com/zhuanli/20250110/353957.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。